1
Изобретение относится к металлургии и может быть исиользовано при глубинной продувке жидкости металла кислородом в агрегатах подового или конвертерного типа.
Известны фурмы, в которых для защиты от разрушения отдельных участков используется гарнисаж, намораживаемый под воздействием выделяющегося газообразного топлива{1.
Для защиты таким гарнисажем всей погружаемой части фурмы необходимо выполнить большое количество отверстий, равномерно расположенных по всей защищаемой поверхности. Учитывая, что газовая полость отделена от наружной поверхности полостью отвода воды, сделать такие отверстия практически очень сложно.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является водоохлаждаемая фурма с оребренной поверхностью, на которой образуется и удерживается шлакометаллический гарнисаж, выполняющий защитные фуикдии 2. Однако указанный гарнисаж образуется и хорощо удерживается при погружении фурмы только до границы с металлом. При погружении в металл возрастающие тепловые нагрузки резко снижают стойкость гарнисажа и приводят к его разрушению. Лишенная гарнисажа фурма отбирает много
тепла, быстро перегревается и преждевременно выходит из строя.
Цель изобретения - повышение стойкости фурмы. Это достигается тем, что фурма выполнена с каналами для подачи газа к оребренной поверхности.
Выходя между ребрами, газ переохлаждает окружающий фурл1у расплав и способствует его намораживанию на оребренной поверхности, причем тем большей толщины, чем выше расход газа. Ввиду того, что при кристаллизации расплава через него продувается газ, гарнисаж образуется пористым и имеет поэтому более низкий коэффициент теплопроводности, т. е. через него ванна теряет меньше тепла с охлаждающей водой, чем через монолитный материал. Достаточная толщина гарнисалса, обеспечивающая возможность использован| я фурмы для глубинной продувки, 10-20 мм. Расход газа для поддержания такой толщины составляет до 15% (иредпочтительно 5-10%) от расхода кислорода. Корректировка расхода газа производится по результатам периодического визуального осмотра состояния погружаемой части фурмы. Подача газа между ребрами донной части головки осуществляется через отверстия меладу углублениями и газовой иолостью. Для обеспечения подачи газа через оребренную цилиндрическую поверхность фурмы на этой поверхностп выполняются ребра в виде намотанных на ней витков металлнческой нроволоки, прнчем каналы между телом фурмгл и двумя соседними витками проволокн служат для раснространения газа вдоль ннх, а неплотности витками - для выхода его наружу. Каналы между витками соединены вертикальными каналами и отверстиями в головке с газовой нолостыо. Вертикальные каналы выполнены в виде углублений в теле фурмы или путем укладки стержней между витками и телом фурмы.
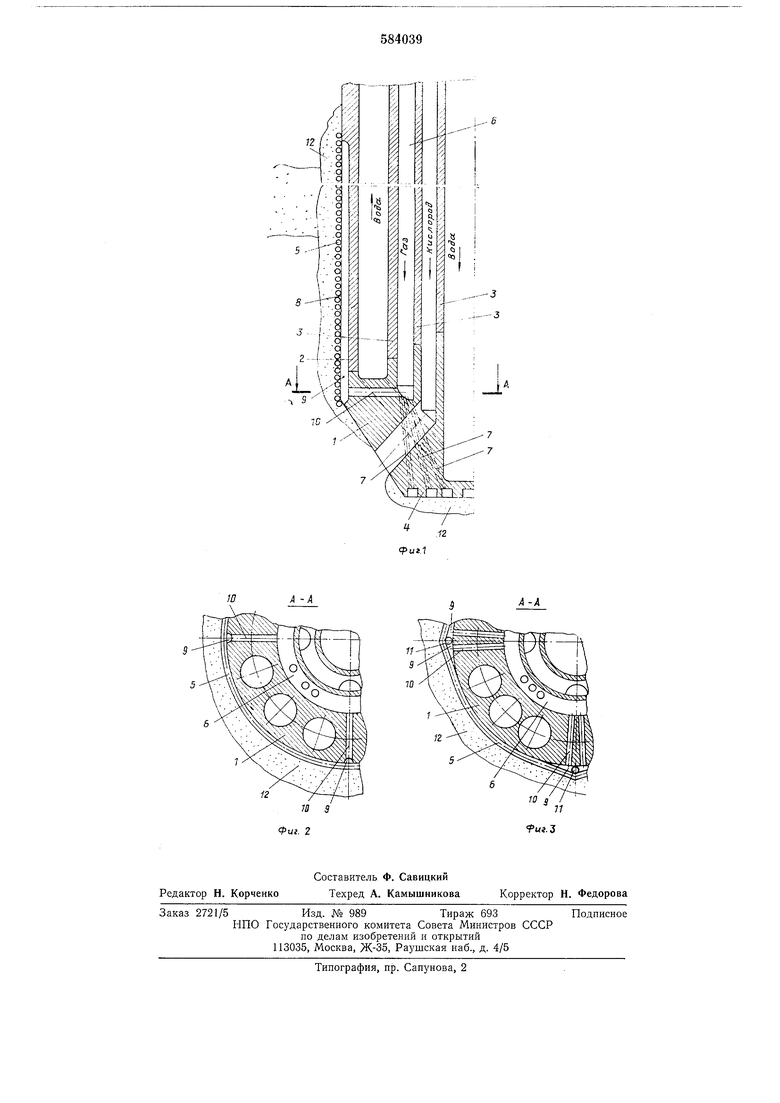
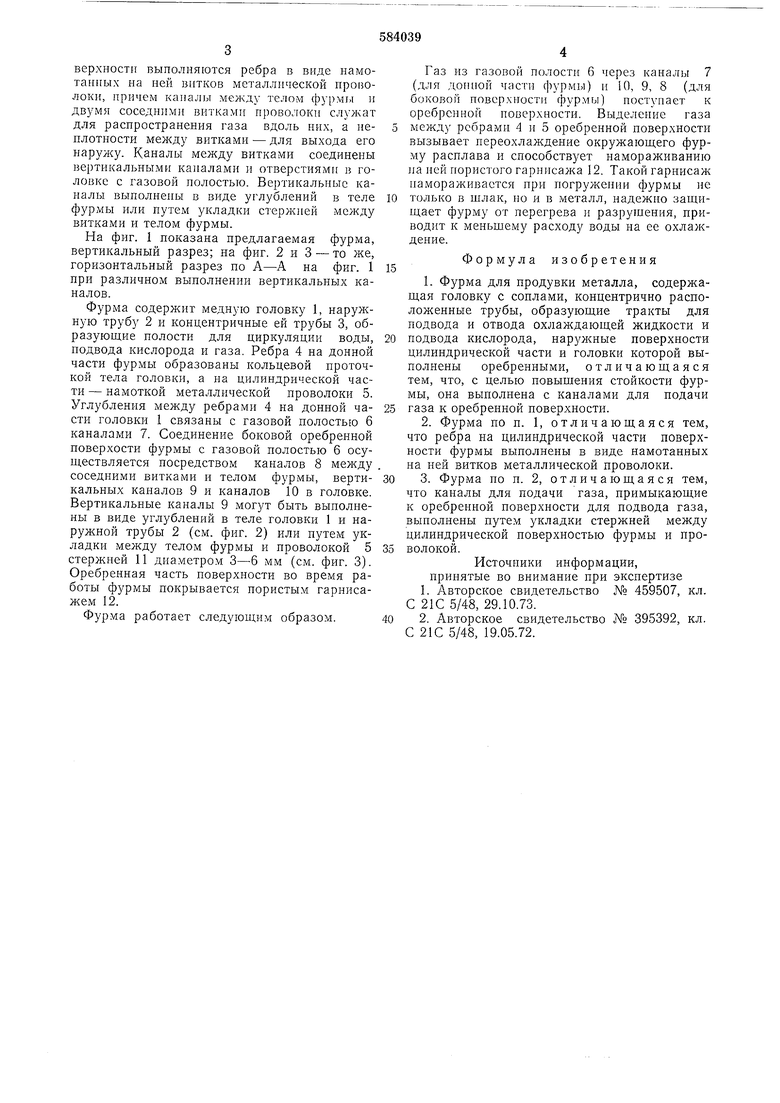
На фиг. 1 показана предлагаемая фурма, вертикальный разрез; на фиг. 2 и 3 - то же, горизонтальный разрез по А-А на фиг. 1 при различном выполнении вертикальных каналов.
Фурма содержит медную головку 1, нарун ную трубу 2 и концентричные ей трубы 3, образуюшсие полости для циркуляции воды, подвода кислорода и газа. Ребра 4 на донной части фурмы образованы кольцевой проточкой тела головки, а на цилиндрической части - намоткой металлической проволоки 5. Углубления между ребрами 4 на донной части головки 1 связаны с газовой полостью 6 каналами 7. Соединение боковой оребренной поверхости фурмы с газовой полостью 6 осуществляется посредством каналов 8 между соседними витками и телом фурмы, вертикальных каналов 9 и каналов 10 в головке. Вертикальные каналы 9 могут быть выполнены в виде углублений в теле головки 1 и наружной трубы 2 (см. фиг. 2) или путем укладки между телом фурмы и проволокой 5 стержней 11 диаметром 3-6 мм (см. фиг. 3). Сребренная часть поверхности во время работы фурмы покрывается пористым гарнисажем 12.
Фурма работает следуюп им образом.
Газ из газовой полости 6 через каналы 7 (для допиой части фурмы) и 10, 9, 8 (для боковой поверхности фурмы) поступает к оребренной поверхности. Выделение газа 5 между ребрами 4 и 5 оребренной поверхности вызывает переохлаждение окружающего фурму расплава и способствует наморал ;иванию на ией пористого гаринсажа 12. Такой гарнисаж намораживается при погру кении фурмы не только в шлак, но и в металл, надежно защищает фурму от перегрева и разрушения, приводит к меньшему расходу воды на ее охлаждение.
Формула изобретения
1.Фурма для продувки металла, содержащая головку с соплами, концентрично расположенные трубы, образующие тракты для подвода и отвода охлаждающей жидкости и подвода кислорода, наружные поверхности цилиндрической части и головки которой выполнены оребренными, отличающаяся тем, что, с целью повышения стойкости фурмы, она выполнена с каналами для подачи
газа к оребренной поверхности.
2.Фурма по п. 1, отличающаяся тем, что ребра на цилиндрической части поверхности фурмы выполнены в виде намотанных на ней витков металлической проволоки.
3.Фурма но п. 2, отличающаяся тем, что каналы для подачи газа, примыкающие к оребрепной поверхности для подвода газа, выполнены путем укладки стержней между цилиндрической поверхностью фурмы и проволокой.
Источники информации, припятые во внимание при экспертизе
1.Авторское свидетельство № 459507, кл. С 21С 5/48, 29.10.73.
2.Авторское свидетельство N° 395392, кл. С 21С 5/48, 19.05.72.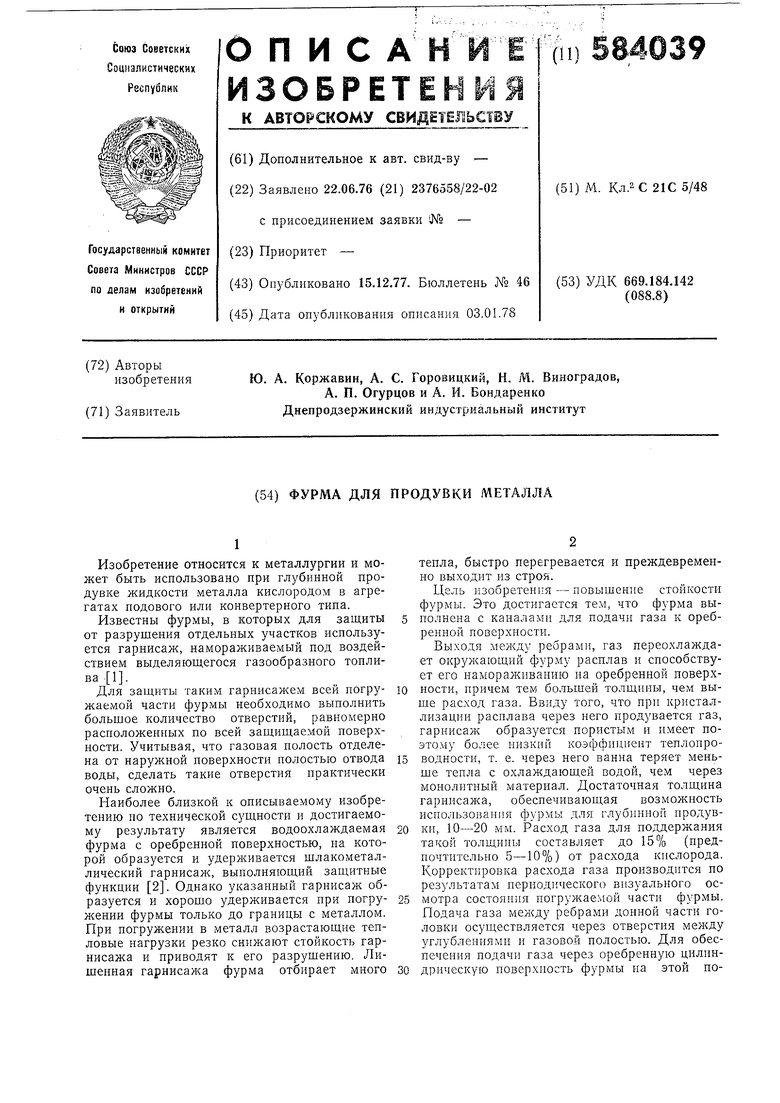
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273669C1 |
| Устройство для продувки металла | 1976 |
|
SU618418A1 |
| ГОРИЗОНТАЛЬНАЯ ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА | 2007 |
|
RU2355778C1 |
| Фурма для донной продувки металла | 1982 |
|
SU1067054A1 |
| Кислородная фурма | 1981 |
|
SU1002365A1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| ВОДООХЛАЖДАЕМАЯ ФУРМА | 1973 |
|
SU395392A1 |
| Сопловый блок дутьевой фурмы | 1988 |
|
SU1627564A1 |
| Фурма | 1983 |
|
SU1127909A1 |