Изобретение относится к области черной металлургии, в частности к способам горячего ремонта футеровки конвертера.
Известен способ ремонта футеровки конвертеров, где с целью повышения стойкости футеровки наносят шлаковый гарнисаж из доломита и конвертерного шлака предыдущей плавки путем периодических наклонов конвертера в противоположные стороны с выдержкой в каждом положении (Патент РФ №2114919, С 21 С 5/44, 1997). Способ позволяет осуществлять ремонт сливной и завалочной сторон конвертера путем нанесения шлакового гарнисажа.
Недостатком данного способа является ремонт отдельных участков футеровки, неравномерное и неполное распределение шлака по поверхности огнеупорной кладки. Использование при этом кислорода для подготовки шлакового расплава повышает его жидкотекучесть и снижает стойкость шлакового гарнисажа.
Известен способ нанесения шлакового гарнисажа на футеровку конвертера, включающий повалку конвертера и выпуск из него металла, оставление в конвертере шлака предыдущей плавки, ввод карбонатных материалов, перемешивание полученного шлакового расплава смесью кислорода с нейтральным газом и нанесение его на внутренние стенки конвертера путем подачи на шлак сверху струй нейтрального газа через фурму при переменной ее высоте (Патент РФ №2128714, С 21 С 5/44, 1998).
Недостатком известного способа является низкая эффективность нанесения шлакового гарнисажа на футеровку конвертера. Перемешивание загруженных в конвертер карбонатных материалов окислительной смесью технологических газов позволяет управлять окислительным потенциалом шлакового расплава, однако приводит к высокому содержанию в нем легкоплавких высокожелезистых минералов. Это зачастую вызывает сползание нанесенного гарнисажа по стенкам агрегата из-за высокой жидкотекучести расплава, повышает неравномерность нанесения шлакового гарнисажа и снижает стойкость нанесенного шлакового покрытия.
Известен также способ нанесения шлакового гарнисажа на футеровку конвертера, где с целью повышения эффективности нанесения слоя шлака на огнеупорную кладку агрегата, подготовку шлакового расплава производят в две стадии: на первой стадии присаживают кальцийсодержащие материалы (известь, известняк), которые при взаимодействии с высокожелезистым конечным шлаком образуют тугоплавкие соединения бредигит-ларнита, при этом закисное железо из силикатных минералов вытесняется и кристаллизуется в виде тугоплавких минералов: кальциомагнезиовюстита и ферромонтичеллита (Патент РФ №2170269, С 21 С 5/44, 1999). Введение на второй стадии магнийсодержащих материалов (магнезиальный порошок, магнезит, доломит, бой основной периклазоуглеродистой футеровки) позволяет формировать тугоплавкие компоненты гарнисажного шлака, такие как остаточные частицы периклаза, кристаллы вюстит-периклаза или магнезиовюстита, магнезиальные шпинелиды, магнезиальные браунмиллериты и низкожелезистый сравнительно тугоплавкий монтичеллит. На первой стадии предусматривается кратковременное перемешивание шлакового расплава смесью нейтрального газа с кислородом, а на второй - нейтральным газом для увеличения скорости ассимиляции введенных материалов. Подачу нейтрального газа для нанесения шлакового гарнисажа производят через кислородную фурму.
Недостатком известного способа является низкая технологичность процесса, связанная с тем, что обычная верхняя кислородная фурма не приспособлена для эффективной раздувки шлака и нанесения шлакового гарнисажа, потому что конструктивные параметры наконечника фурмы (число, форма и размеры сопел, расположение и угол наклона последних к вертикали), как правило, не соответствуют требуемой интенсивности подачи азота на раздувку шлака. Использование кислородной фурмы для раздувки шлака сопровождается довольно-таки интенсивным заметалливанием ствола фурмы, что ведет к более частому (в 1,5-2 раза) снятию фурмы для удаления шлакометаллической настыли и, как следствие, снижению стойкости фурмы, увеличению трудозатрат и др.
Наиболее близким к заявляемому техническим решением является способ ремонта футеровки конвертера путем факельного торкретирования с использованием специальной фурмы, включающий подачу торкрет-массы и кислорода на боковую поверхность и днище агрегата по раздельным трактам с регулированием расхода торкрет-массы и кислорода (А.с. СССР №1305177, С 21 С 5/44, F 27 D 1/16, 1987). Способ позволяет осуществлять как одновременное торкретирование боковой поверхности конвертера и днища, так и раздельное - только боковой поверхности конвертера или только днища, причем торкретирование проводится в вертикальном положении с определенным расходом токрет-массы и технологических газов. Способ осуществляется с помощью фурмы, содержащей концентрично расположенные трубы, образующие тракты подвода и отвода охлаждающей воды, раздельные тракты с задвижками и наконечник с соплами для подачи торкрет-массы и кислорода на боковую поверхность и днище конвертера. Перемещение фурмы в вертикальном направлении позволяет равномерно торкретировать всю внутреннюю поверхность конвертера, а при замедлении движения фурмы в определенном положении - наносить более толстый слой в местах наибольшего износа.
Недостатком известного способа является низкая эффективность процесса, что обусловлено невысокой стойкостью наносимого торкрет-покрытия. Работа таких торкрет-покрытий в условиях частых теплосмен и механических воздействий при завалке лома должна обеспечиваться их высоким качеством. Однако нанесенное толстым слоем покрытие скалывается, тонким слоем - растрескивается, что приводит к повышенному расходу огнеупорных материалов, потерям производительного времени из-за частых ремонтов футеровки конвертера и увеличению расходов на производство стали.
Фурма для факельного торкретирования футеровки конвертера, как и способ по данному техническому решению, имеет следующие недостатки: повышенный износ сопел для подачи торкрет-массы и кислорода на днище агрегата, сложность конструкции и системы подвода раздельных потоков торкрет-массы и кислорода. Сопла для подачи торкрет-массы на днище конвертера расположены в головке, которая практически не охлаждается водой, а, учитывая, что с наружной поверхности через соответствующий тракт и кольцевое сопло подается кислород на днище, который омывает поверхность головки, последняя может выйти из строя по причине перегрева и загорания в потоке кислорода при факельном торкретировании. Сложность изготовления шеститрубной конструкции фурмы заключается в том, что сопла для подачи торкрет-массы и кислорода на боковую поверхность конвертера соединяются посредством сварки с пятью трубами, что приводит к большому количеству точек сварки и снижает стойкость фурмы. Усложненная конструкция фурмы и системы подвода раздельных потоков торкрет-массы и кислорода не позволяет создать качественное и экономичное покрытие во всех зонах футеровки конвертера и приводит к повышенному расходу огнеупорных материалов.
Задачей изобретения является повышение эффективности ремонта футеровки конвертера, увеличение ее стойкости, снижение расхода огнеупорных материалов.
Задача решается следующим образом. В способе ремонта футеровки конвертера, включающем подачу торкрет-массы и кислорода на боковую поверхность конвертера по раздельным трактам, регулирование расхода торкрет-массы и кислорода, согласно изобретению на днище конвертера подают нейтральный газ и раздувают конечный шлак предыдущей плавки одновременно или перед подачей торкрет-массы и кислорода на боковую поверхность агрегата.
Осуществить описанный способ ремонта футеровки конвертера возможно с помощью фурмы, содержащей концентрично расположенные трубы, образующие раздельные тракты подвода и отвода охлаждающей воды, подачи торкрет-массы и кислорода на боковую поверхность конвертера и наконечник с соплами для подачи торкрет-массы и кислорода, согласно изобретению, она дополнительно снабжена трактом и торцевым блоком с соплами Лаваля для подачи нейтрального газа на днище конвертера, а также соосно расположенными вертикальными блоками, в которых закреплены с проточками между ними сопла для подачи торкрет-массы и кислорода, выполненные осесимметричными цилиндрическими, при этом в торцевом блоке между соплами на нижнем и верхнем уровнях выполнены радиальные проточки, соединенные по центру вертикальной проточкой, а проточки верхнего уровня соединены трубками с трактом отвода охлаждающей воды.
Техническая сущность предлагаемого способа ремонта футеровки конвертора и фурмы для его осуществления заключается в том, что в зависимости от износа футеровки различных частей конвертера регулируется подача торкрет-массы и кислорода на боковую поверхность и нейтрального газа на днище для раздувки конечного шлака предыдущей плавки.
Подача торкрет-массы и кислорода на боковую поверхность конвертера позволяет осуществить горячий ремонт футеровки с помощью направленного потока смеси твердых огнеупорных частиц и кокса с высокоскоростным кислородосодержащим потоком, направленным в зону ремонта, преимущественно конусной или цилиндрической частей футеровки.
Подача нейтрального газа на днище и раздувка конечного шлака позволяет нанести шлаковый гарнисаж на футеровку конвертера для ее восстановления и увеличения стойкости.
Одновременная подача торкрет-массы и кислорода на боковую поверхность конвертера и нейтрального газа на днище для раздувки конечного шлака предыдущей плавки позволяет нанести шлаковый гарнисаж на футеровку агрегата и торкретировать цилиндрическую и конусную часть футеровки, а также горловину агрегата, огнеупорная кладка которой более других частей испытывает действие перепада температур при продувке конвертерной ванны.
Подача нейтрального газа на днище для нанесения шлакового гарнисажа перед подачей торкрет-массы и кислорода на боковую поверхность конвертера позволяет нанести качественное и экономичное торкрет-покрытие на шлаковый гарнисаж, который образуется на футеровке агрегата.
Снабжение фурмы дополнительным трактом и торцевым блоком с соплами Лаваля для подачи нейтрального газа на днище конвертора позволяет осуществить нанесение шлакового гарнисажа на футеровку конвертора независимо от подачи торкрет-массы и кислорода в регламентированном режиме при требуемой интенсивности подачи нейтрального газа на раздувку конечного шлака предыдущей плавки.
Выполнение сопел для подачи торкрет-массы и кислорода осесимметричными цилиндрическими и их закрепление в соосно расположенных вертикальных блоках с проточками между соплами позволяет нанести равномерный защитный слой торкрет-покрытия при торкретировании большой площади по поверхности цилиндрической и конической частей футеровки и обеспечить подвод нейтрального газа к торцевому блоку с соплами Лаваля при надежном их охлаждении.
В торцевом блоке между соплами на нижнем и верхнем уровнях выполнены радиальные проточки, которые позволяют организовать дополнительное охлаждение фурмы, а радиальные проточки, соединенные по центру вертикальной проточкой, способствуют лучшей циркуляции охлаждающей воды и ее выходу по проточкам верхнего уровня через соединительные трубки тракта отвода охлаждающей воды
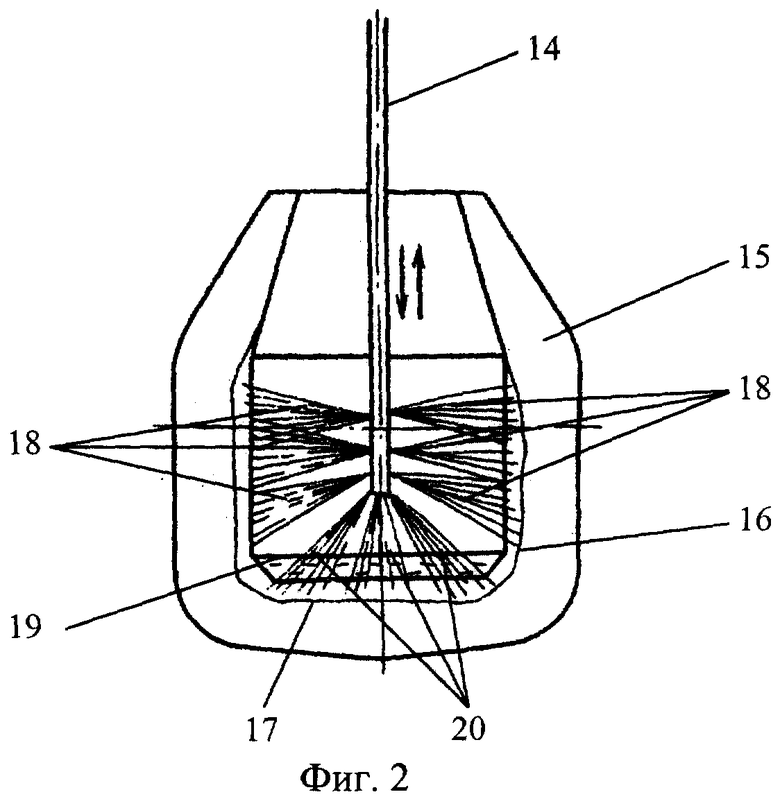
На фиг.1 изображена фурма для ремонта футеровки конвертера; на фиг.2 - схема предлагаемого способа ремонта футеровки конвертера.
Фурма (фиг.1) содержит наконечник 1 с осесимметричными цилиндрическими соплами 2 для подачи торкрет-массы и кислорода на боковую поверхность футеровки конвертера и соплами Лаваля 3 для подачи нейтрального газа на днище, трубы, концентрично установленные с образованием тракта 4 для подачи через сопла 2 торкрет-массы на боковую поверхность, тракта 5 для подачи через сопла 3 нейтрального газа на днище, тракта 6 для подачи кислорода через сопла 2 на боковую поверхность, тракта 7 для подвода и тракта 8 для отвода охлаждающей воды; сопла 2 для подачи торкрет-массы и кислорода на боковую поверхность футеровки конвертера закреплены в соосно расположенных вертикальных блоках 9, выполненных в форме полого цилиндра с боковыми радиальными проточками для закрепления сопел и проточками между соплами 10 по высоте блоков для подвода нейтрального газа, подвода и отвода охлаждающей воды к соплам 3. В торцевом блоке между соплами на нижнем и верхнем уровнях выполнены радиальные проточки 11, соединенные по центру между собой вертикальной проточкой 12, при этом проточки верхнего уровня соединены трубками 13 с трактом отвода охлаждающей воды.
Фурма 14 (фиг.2) устанавливается точно по вертикальной оси конвертера 15 на равном расстоянии от боковых стен 16 и в процессе работы может совершать поступательное движение вверх-вниз от днища 17 к горловине и обратно. При этом торкрет-масса 18 равномерно наносится на боковую поверхность футеровки конвертера под шлаковый гарнисаж, который образуется при раздувке конечного шлака предыдущей плавки 19 струями нейтрального газа 20.
Способ ремонта футеровки конвертера осуществляется следующим образом.
Ремонт футеровки конвертера проводят после выпуска металла. Скачивание шлака специально не производят, но после повалки конвертера и взятия проб металла и шлака некоторое его количество удаляется самотеком.
Перед началом операции определяют, какое количество торкрет-массы требуется для ремонта поврежденных участков футеровки агрегата и в зависимости от разгара футеровки выбирают оптимальную схему ремонта: одновременное торкретирование боковой поверхности футеровки и ошлакование днища конвертера за счет подачи нейтрального газа на днище и раздувки конечного шлака предыдущей плавки или первоначальную раздувку конечного шлака предыдущей плавки струями нейтрального газа, подаваемого на днище с последующим торкретированием боковой поверхности футеровки конвертера.
Подготовка конечного шлака предыдущей плавки специально не производится, однако предусматривается использование по ходу продувки конвертерной ванны магнезиальных материалов. Это позволяет регламентировать содержание MgO в конечном шлаке, который раздувается струями нейтрального газа, подаваемого на днище, с одновременной или последующей подачей на боковую поверхность футеровки торкрет-массы на основе извести, доломита или магнезита (отсев доломатизированной или обычной извести, обожженного доломита, магнезита и др.). Такая операция обеспечивает формирование торкрет-покрытия на поверхности футеровки с повышенным содержанием MgO и СаО и необходимыми прочностными и огнеупорными свойствами. При этом "подложкой" служит конечный шлак с определенной концентрацией MgO, который намораживается при раздувке на поверхности футеровки конвертера, а в него вводятся (впрессовываются) высокоогнеупорные составляющие (MgO, СаО) торкрет-массы.
Ниже даны варианты осуществления предлагаемого способа ремонта футеровки конвертера.
Пример 1. В 350-тонном конвертере после окончания продувки кислородную фурму поднимают вверх, наклоняют конвертер, выпускают из него металл с оставлением в конвертере жидкого шлака. После этого визуально определяют разгар боковой поверхности футеровки агрегата в районе цапф и износ днища.
Конвертер устанавливают в вертикальное положение и через его горловину вводят фурму для ремонта футеровки, включают подачу кислорода и торкрет-массы через осесимметричные цилиндрические сопла с расходом 220 м3/мин и 850 кг/мин соответственно. Одновременно через торцевой блок с соплами Лаваля подают азот на днище с расходом 900 м3/мин для раздувки конечного шлака предыдущей плавки и нанесения шлакового гарнисажа. Среднее время ремонта футеровки конвертера составляет 5 мин.
Пример 2. 350-тонный конвертер после выпуска металла устанавливают в вертикальное положение, вводят в агрегат фурму для ремонта футеровки и подают на днище через торцевой блок с соплами Лаваля азот с расходом 950 м3/мин для раздувки конечного шлака предыдущей плавки и нанесения шлакового гарнисажа, после чего включают подачу кислорода и торкрет-массы через осесимметричные цилиндрические сопла с расходом 220 м3/мин и 850 кг/мин, соответственно, для нанесения на боковую поверхность агрегата. Среднее время ремонта футеровки составляет 6 мин.
Применение предлагаемого способа ремонта футеровки конвертера и фурмы для его осуществления позволяет создать качественное и экономичное торкрет-покрытие на его поверхности, повысить эффективность процесса и стойкость футеровки, снизить расход огнеупорных материалов.
Заявляемый способ ремонта футеровки конвертера и фурма для его осуществления применимы в кислородно-конвертерном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ГАРНИСАЖА НА ПОВЕРХНОСТИ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА И МАГНЕЗИАЛЬНЫЙ БРИКЕТИРОВАННЫЙ ФЛЮС (МБФ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2606351C2 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2006 |
|
RU2342444C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| Способ факельного торкретирования футеровки конвертера и фурма для его осуществления | 1985 |
|
SU1305177A1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2008 |
|
RU2397253C1 |
| Способ восстановления футеровки конвертера | 1988 |
|
SU1696488A1 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку кислородного конвертера | 2024 |
|
RU2826359C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА | 1995 |
|
RU2094475C1 |
Изобретение относится к области черной металлургии, в частности к способам горячего ремонта футеровки конвертера. Способ включает подачу торкрет-массы и кислорода на боковую поверхность агрегата по раздельным трактам и регулирование расхода торкрет-массы и кислорода. Одновременно или перед подачей торкрет-массы и кислорода на боковую поверхность на днище конвертера подают нейтральный газ и раздувают конечный шлак предыдущей плавки. Фурма для реализации способа содержит концентрично расположенные трубы, образующие раздельные тракты подвода и отвода охлаждающей воды, подачи торкрет-массы и кислорода на боковую поверхность конвертера и наконечник с соплами. Фурма снабжена трактом и торцевым блоком с соплами Лаваля для подачи нейтрального газа на днище конвертера, а осесимметричные цилиндрические сопла для подачи торкрет-массы и кислорода закреплены в соосно расположенных вертикальных блоках с проточками между соплами, при этом в торцевом блоке между соплами на нижнем и верхнем уровнях выполнены радиальные проточки, соединенные по центру вертикальной проточкой, а проточки верхнего уровня соединены трубками с трактом отвода охлаждающей воды. Использование изобретения увеличивает стойкость футеровки конвертера. 2 н.п. ф-лы, 2 ил.
| Способ факельного торкретирования футеровки конвертера и фурма для его осуществления | 1985 |
|
SU1305177A1 |
| SU 95108421 A1, 20.01.1997 | |||
| Фурма для факельного торкретирования футеровки металлургических агрегатов | 1979 |
|
SU964006A1 |
| Способ факельного торкретирования футеровки конвертеров | 1983 |
|
SU1179666A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| Способ торкретирования футеровки агрегатов цилиндрической формы | 1973 |
|
SU515792A1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ КРИСТАЛЛИЧЕСКОГО ПОЛИПРОПИЛЕНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1993 |
|
RU2081132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОНЕПРОНИЦАЕМОЙ БУМАГИ | 1992 |
|
RU2064992C1 |

