Ь - расстояние между преобразователями в каждой паре.
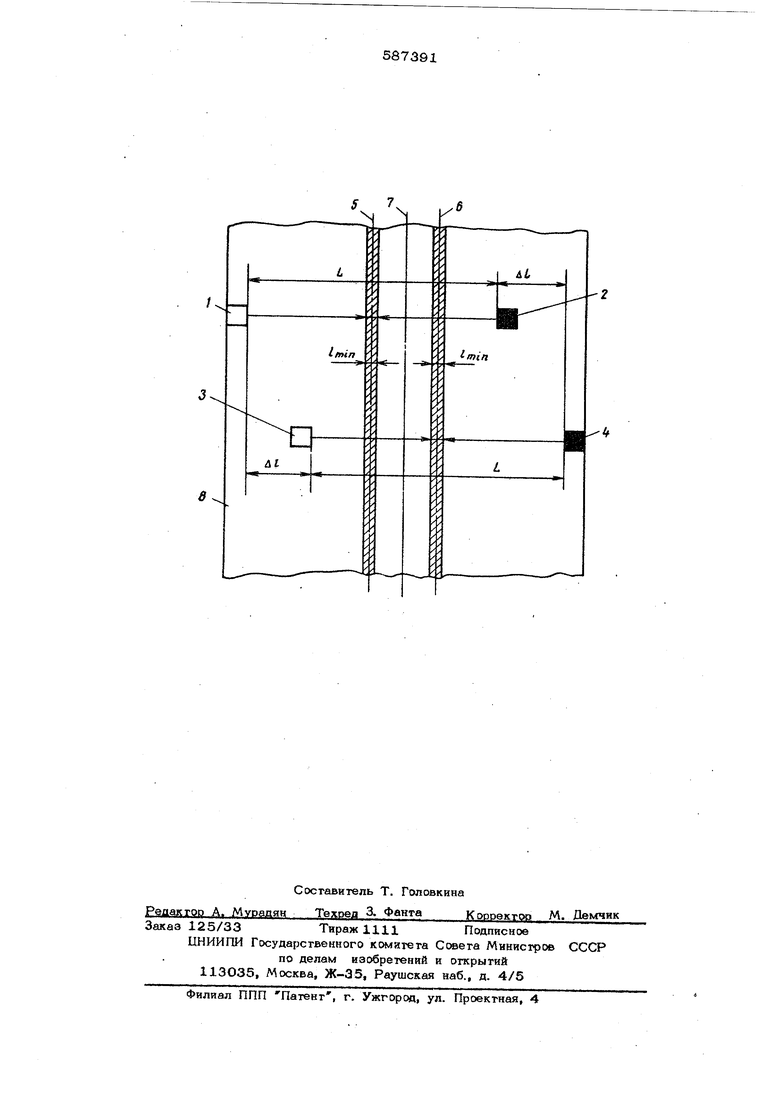
На чертеже псжазана схема размещения преобразователей в процессе контроля относительно контролируемого изделия.5
Способ осуществляется при помощи двух пар преобразователей ,1 и 2, 3 и 4 оси 5 симметрии неконтролируемой зоны из-за маскировки импульсом прямого прохождения первой пары преобразователей 1 и 2 и оси ю 6 симметрии аналогичной зоны второй пары преобразователей 3 и 4, оси 7 симметрии контролируемого изделия 8.
Способ заключается в следующем.
Возбуждают одновременно два ультрааву- is ковых преобразователя 1 и 2, расположенных по две стороны оси 7 симметрии, и одно временно ими же принимают эхо-сигналы, отраженные от дефектов, находящихся в контролируемом .листе между преобразоваге да лями. По параметрам этих сигналов судят о наличии дефектов. При этом дефекты, которые находятся в полосе, расположенной строго посредине между преобразователями и имеющей ширину, равную , не будут 25 выявляться, так как эхо-сигналы от них будут маскироваться зондирующим сигналом прямого прохождения от противоположного преобразователя.
Чтобы выявить эти сигналы, устанавли- 30 вают вторую пару преобразователей, смещенную относительно первой пары в направлении, перпендикулярном оси 7 симметрии, на величину Д 2 - При этом дефекты, пропущенные первой парой преобразователей, выявляются 35 второй парой преобразователей.
Минимальное значение этого смещения дН не может быть меньше , иначе часть неконтролируемой зоны первой.пары будет совпадать с неконтролируемой зоной второй пары. Максимальное значение смещения Др пар преобразователей не должно превыщать половины разности расстояния L между преобразователями и щирины контролируемой зоны 1 иначе неконтролируемая зона первой пары преобрааоват-елей не попадет в рабочую (контролируемую) зону второй пары преобразователей. Следовательно,
О Ару mjn m-iJt Y
Применение способа ультразвукового контроля тонколистового проката эхо-импульсным методом повысит надежность и производительность контроля.
Формула наобретения
Способ ультразвукового контроля тоиколистго проката эхо-иШ1ульсным методом, заключаю щийся в том, что двумя ультразвуковыми преобразователями однсжременно прозвучввают контролируемое изделие с двух сторон, .одновременно принимают колебания, прошедши через контролируемое издепие, и по параметрам этих колебаний судят о наличии дефекта, атп и чающийся тем, что, с цепью повыщения производительности и надежности контроля, производят дополнительное встречное прозеучивание контролируемого листа в том же направлении второй парой, встречно направленных преобразователей, сдвинутых Относительно первой в направлении, перпендикулярном продольной оси движущегося контролируемого листа-на величинуд, жаходящуюся в пределах
где,},- щирина не 1онтролируемой зоны листа, обусловленная маскирующим действием импульса прямого прохождения,
U - расстояние между преобразователями в каждой паре.
Источники информации, принятые во внимание при акспеотизе
1.J urtd H.ktaulkj-dmer, A/erk&loffpriifurtg mit uetfa&chaEE Ъe 2in(Heideberd) New-Jotrk, i966 э.349351.
2. Дефектоскопия, 1968, № 2, с. 37-41.
5 7
/
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184374C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184960C1 |
| Комбинированная искательная головка | 1989 |
|
SU1728787A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПЛОСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2557679C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2359264C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2005 |
|
RU2299430C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ТИТАНОВОГО ПРОКАТА | 2009 |
|
RU2406083C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| Способ ультразвуковой дефектоскопии плоских изделий | 1977 |
|
SU896546A1 |
ifntn
&l
