Изобретение относится к контрольно-измерительной технике, а именно к неразрушающему ультразвуковому контролю, и может быть использовано для контроля качества таких длинномерных изделий, как стержни, прутки, цилиндрические заготовки в потоке производства с использованием струйного акустического контакта.
Известно устройство для контроля длинномерных изделий (Приборы для неразрушающего контроля материалов и изделий. Справочник. / Под ред. В.В.Клюева - 2-е изд. - М.: Машинострение, 1986 г. с.328), в состав которого входят акустический блок и механизм перемещения акустического блока. Трубу устанавливают в зоне контроля и контролируют с помощью ультразвуковых преобразователей, подвешенных к каретке, которая опускается на изделие. Под каждый преобразователь подается вода. Недостатками этого устройства являются низкие производительность, достоверность контроля и сложность устройства из-за наличия в нем механизма перемещения каретки.
Более надежный контроль обеспечивает иммерсионный метод, используемый наиболее часто. Существует много устройств его реализующих. Одно из них - устройство для ультразвукового контроля длинномерных изделий, в котором обеспечивается надежный акустический контакт ультразвуковых датчиков с контролируемым изделием (Патент RU №2209426). Это устройство обеспечивает контроль изделий в поточной линии, но для обеспечения надежного акустического контакта с контролируемым изделием используется очень сложное устройство, в состав которого входит иммерсионная ванна и механизм ее перемещения. При подходе контролируемого изделия к зоне контроля система рычагов поворачивает кронштейн, на котором установлена иммерсионная ванна с размещенными в ней датчиками, ванна поднимается, и пружины прижимают ее к контролируемому изделию. Контакт между преобразователями и изделием осуществляется с помощью воды, заполняющей иммерсионную ванну. По окончании контроля кронштейн опускается вместе с ванной в исходное положение, при котором ванна находится под нижней кромкой контролируемого изделия.
Известны более простые устройства для контроля изделий в потоке производства - это устройства со струйным контактом, т.е. устройства, в которых акустический сигнал от пьезодатчика по водяной струе попадает в контролируемое изделие. Достоинством устройств, реализующих такую методику контроля, является удаленность самих преобразователей от поверхности контролируемого изделия, которая может обладать неровностями, и простота конструкции блока, реализующего обеспечение акустического контакта с этим изделием.
Известно устройство, описанное в патенте RU №2002257, МПК G01R29/04, которое состоит из рамы, на которой закреплены ультразвуковые преобразователи, через которые подается вода, направление движения которой совпадает с направлением ультразвукового излучения. В состав каждого преобразователя входит корпус с размещенным внутри акустическим блоком, излучающая поверхность которого размещена на его торце на одной оси с выходным соплом, корпус снабжен впускным отверстием для проточной воды.
Известное устройство предназначено для контроля листового проката при его движении по рольгангу. Для этого ультразвуковые преобразователи устанавливаются параллельно на раме так, чтобы при прохождении листа металла через зону контроля прозвучивался весь лист. Но с помощью известного устройства невозможно контролировать изделия типа цилиндрических заготовок.
Технической задачей, решаемой изобретением, является создание устройства для ультразвукового контроля длинномерных изделий типа цилиндрических заготовок или прутков в потоке производства с использованием струйного акустического контакта.
Поставленная задача решается за счет того, что предлагаемое устройство, также как и известное, содержит ультразвуковые преобразователи, каждый из которых снабжен струеобразующим соплом для прохождения ультразвукового излучения и впускным отверстием для проточной воды, соединенным со штуцером. Но, в отличие от известного, предлагаемое устройство снабжено основанием с отверстием для прохождения через него контролируемого изделия и несколькими парами сквозных пазов, причем пазы каждой пары расположены параллельно по разные стороны от прямой, проходящей по основанию через центр отверстия, ультразвуковые преобразователи закреплены на основании крепежными элементами, установленными в упомянутых пазах, а в отверстии основания закреплена часть втулки, свободный конец которой направлен в сторону поступления контролируемого изделия, причем диаметр втулки увеличивается в сторону свободного конца.
Техническим результатом является реализация устройства ультразвукового контроля длинномерных изделий типа прутков в потоке производства с использованием струйного акустического контакта.
Размещение на основании преобразователей, сопла которых направлены к оси отверстия, через которое проходит контролируемое изделие, и прозвучивание его через струи воды, которая попадает в корпус каждого преобразователя через впускное отверстие, позволяет реализовать струйный контроль одноосных изделий в потоке производства. Сквозные пазы позволяют не только закрепить преобразователи на основании, но и произвести их настройку перед началом работы за счет перемещения вдоль прямой, проходящей через ось отверстия. Втулка выполняет функции направляющей и обеспечивает надежное попадание контролируемого изделия в зону контроля. Но с ее помощью решается еще одна задача - использование втулки позволяет изменить диаметр отверстия, следовательно, перейти на контроль изделий с иным, меньшим или большим диаметром. При контроле изделий, диаметр которых значительно меньше отверстия, могут появиться погрешности измерения из-за отклонения оси изделия от оси отверстия, на которую настроены датчики, поэтому, чем ближе диаметры изделия и пропускного отверстия по размеру, тем контроль более достоверен.
Совокупность признаков, изложенных в пункте 2 формулы изобретения, характеризует устройство для ультразвукового контроля, в котором в основании между сквозными пазами каждой пары выполнено хотя бы одно отверстие под крепежный элемент.
Такое выполнение устройства дает дополнительную возможность оптимальной настройки преобразователей (для контроля изделий с незначительными отклонениями от симметрии) за счет малого изменения угла наклона преобразователя в плоскости, перпендикулярной основанию.
Изобретение поясняется чертежами, где
фиг.1 - вид спереди устройства для ультразвукового контроля длинномерных изделий;
фиг.2 - вид сбоку упомянутого устройства - разрез.
Ультразвуковое устройство для контроля длинномерных изделий содержит основание 1 с отверстием 2 с установленной в нем втулкой 3, сужающей отверстие. В основании выполнено несколько пар сквозных пазов 4. В каждой паре пазы расположены параллельно линии, проходящей через центр отверстия 2. Количество пар предполагает максимально возможное количество преобразователей, которое можно установить на основании. Корпус каждого преобразователя 5 с соплом 6 с помощью крепежных элементов 7, установленных в сквозных пазах 4, крепится к основанию. Количество устанавливаемых преобразователей выбирается в зависимости от диаметра контролируемого изделия и от используемого способа контроля. Корпус преобразователя снабжен впускным отверстием (не показано) для проточной воды со штуцером 8. Воду подают через штуцер так, чтобы обеспечить получение ламинарной струи. Ламинарность проверяется при настройке устройства по флуктуациям электрического сигнала от контрольного объекта. Между каждой парой пазов могут быть выполнены дополнительные отверстия 9 для крепежных элементов 10, которые могут наклонять корпус преобразователя, меняя направление ультразвукового луча и струи воды. Втулку 3 устанавливают в отверстии 2 так, чтобы свободный конец был направлен в сторону поступления контролируемого изделия, причем диаметр втулки увеличивается в сторону свободного конца.
Перед началом контроля приводят в соответствие диаметр отверстия в основании с диаметром контролируемого изделия. Для достоверности контроля они должны быть практически равны, но изделие должно проходить через отверстие. Диаметр отверстия меняют с помощью втулки 3. Затем на требуемом расстоянии от контролируемого изделия устанавливают преобразователи путем их перемещения вдоль сквозных пазов 4. При необходимости меняют наклон преобразователя крепежным элементом, который ввинчивают в отверстие 9. Количество преобразователей выбирают в зависимости от типа изделия и от используемого способа контроля.
Контролируемое изделие подходит по рольгангу к зоне контроля по направляющей втулке 3. Она обеспечивает точное перемещение изделия через отверстие, защищает основание с преобразователями от ударов контролируемого изделия. При выходе изделия из отверстия оно попадает в зону контроля, где последовательно прозвучивается по всей длине ультразвуком, который подводится к поверхности изделия через струи воды.
Работу устройства рассмотрим на примере ультразвукового контроля прутков в потоке производства, движущихся по рольгангу со скоростью 2 м/с. Пруток 11 попадает в направляющую втулку 3, которая выравнивает направление его перемещения. Для контроля использовался эхо-метод, осуществляемый тремя преобразователями, установленными под углом 60° друг к другу. Через штуцер 8 вода попадает в корпус преобразователя 5, проходит через сопло 6 и в виде ламинарной струи попадает на поверхность прутка. Прозвучивание проводилось на частоте 5 МГц. Минимальный размер дефектов, которые достоверно выявлялись при контроле, равен 1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2359263C1 |
| СТРУЙНЫЙ АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2415413C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2032172C1 |
| Устройство для ультразвукового контроля изделия | 1984 |
|
SU1221592A1 |
| Ультразвуковой дефектоскоп дляКОНТРОля пРОКАТА | 1979 |
|
SU838557A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ТИТАНОВОГО ПРОКАТА | 2009 |
|
RU2406083C1 |
| Акустический блок | 1987 |
|
SU1714489A1 |
| Способ поверки ультразвукового дефектоскопа и приспособление для его реализации | 2018 |
|
RU2680676C1 |
| Устройство для ориентации ультразвукового преобразователя | 2017 |
|
RU2653082C1 |
| Устройство для ультразвукового контроля изделий | 1984 |
|
SU1180788A1 |
Использование: для ультразвукового контроля длинномерных изделий. Сущность заключается в том, что устройство для ультразвукового контроля длинномерных изделий содержит ультразвуковые преобразователи, каждый из которых снабжен струеобразующим соплом для прохождения ультразвукового излучения и впускным отверстием для проточной воды, соединенным со штуцером, при этом устройство снабжено основанием с отверстием для прохождения через него контролируемого изделия и несколькими парами сквозных пазов, причем пазы каждой пары расположены параллельно по разные стороны от прямой, проходящей по основанию через центр отверстия, ультразвуковые преобразователи закреплены на основании крепежными элементами, установленными в упомянутых пазах, а в отверстии основания закреплена часть втулки, свободный конец которой направлен в сторону поступления контролируемого изделия, причем диаметр втулки увеличивается в сторону свободного конца. Технический результат: обеспечение возможности контроля длинномерных изделий типа прутков в потоке производства с использованием струйного акустического контакта. 1 з.п. ф-лы, 2 ил.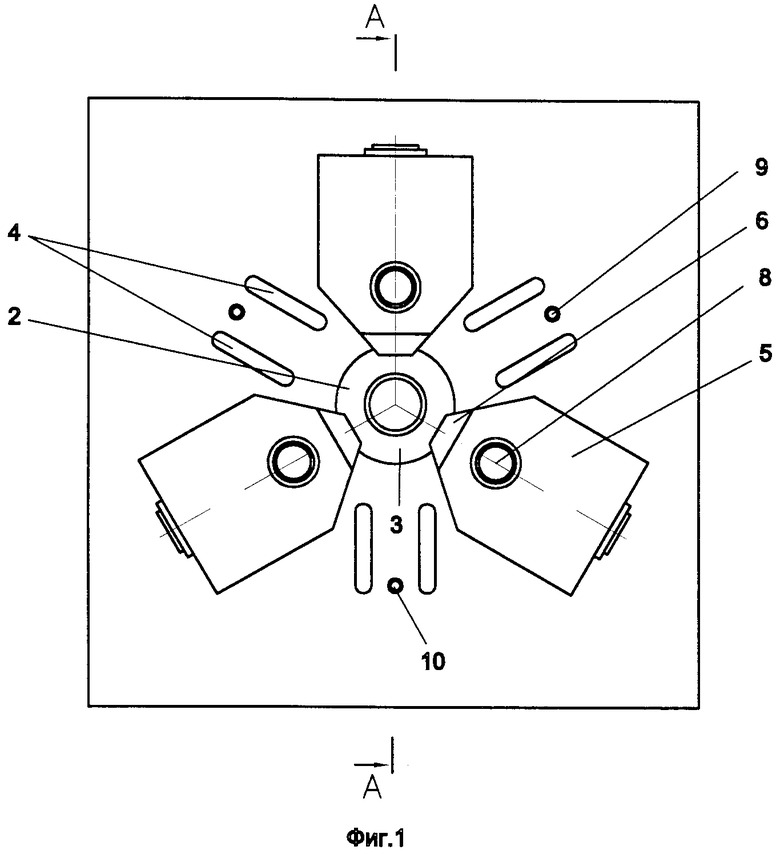
1. Устройство для ультразвукового контроля длинномерных изделий, содержащее ультразвуковые преобразователи, каждый из которых снабжен струеобразующим соплом для прохождения ультразвукового излучения и впускным отверстием для проточной воды, соединенным со штуцером, отличающееся тем, что устройство снабжено основанием с отверстием для прохождения через него контролируемого изделия, и несколькими парами сквозных пазов, причем пазы каждой пары расположены параллельно по разные стороны от прямой, проходящей по основанию через центр отверстия, ультразвуковые преобразователи закреплены на основании крепежными элементами, установленными в упомянутых пазах, а в отверстии основания закреплена часть втулки, свободный конец которой направлен в сторону поступления контролируемого изделия, причем диаметр втулки увеличивается в сторону свободного конца.
2. Устройство для ультразвукового контроля длинномерных изделий по п.1, отличающееся тем, что в основании, между сквозными пазами каждой пары выполнено хотя бы одно отверстие под крепежный элемент.
| RU 2002257 C1, 30.10.1993 | |||
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU426187A1 |
| RU 203217201, 27.03.1995 | |||
| US 3564903 A, 23.02.1971 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕР-КОМПОНЕНТА | 2001 |
|
RU2184752C1 |

