к металлоконструкциям, во|Спринимающим и передающим усилия непосредственно через торцовые плоскости, предъявляются весьма жесткие требования в отношении перпендикулярности торцовых граней конструкции к ее продольной оси.
Эти жесткие требования олре деляют выбор соответствующих фрезерных станков и способа фрезеровки, на них торцое колонн, а также способа проверки геометрических размеров изготовленных колонн.
Способы определения фактических размеров металлоконструкций, широко применяемые в настоящее время, не удовлетворяют предъявляемым к ним т ребованиям ни по точности результатов измерений, ни по методам измерений В смысле их удобства и универсальности, к даже наиболее точ ньшиз них метод проверки с помощью кон дукторов при очень больших размерах конструкций является неудобным и мало надежным.
Другой способ проверки - помощью отвесов, несмотря на свою простоту, не может быть применен в виду невысокой точности отсчетов пО отвесам, а также вследствие необходимости Перемещения и кантовки металлоконструкций.
Широко применяемый метод нейосредственного обмера металлоконструкций по диагоналям и сторойам последних также неприемлем вследствие недостаточной точности определения точек, по которым должен быть произведен обмер, особенно прИ перемештом сечении металлоконструкций.
Наконец, метод пр01верки параллельности торцов колонн помощью уровней при вертикальном положений колонны мог бы дать соответствующие результаты, но он неудобен вследствие необходимости установки колонны в вертикальное положение и сложной нивеллировки для определения длины колонны.
Помимо этого, все перечисленные методы не могут быть использОваны для предупреждения брака путем проверки положения планщайб фрезерного спгаика во время фрезеровки торцов металлоконструкций.
Предлагаемый способ состоит, согласно изобретению, в том, что подлежащую обмеру колонну помещают в горизонтальном положении между четырьмя постоянными геодезическими знаками, расположенными в углах прямоугольника и точно ориентированными между собою, и при помощи
тео;долйтов, устанавливаемых на геодезических знаках, измеряют параметры торцов КОЛОМНЫ по отношению знаков, что дает возможность определить по этим параметрам как длину колониы, так и взаимную перпендикулярность торцов и оси колонны.
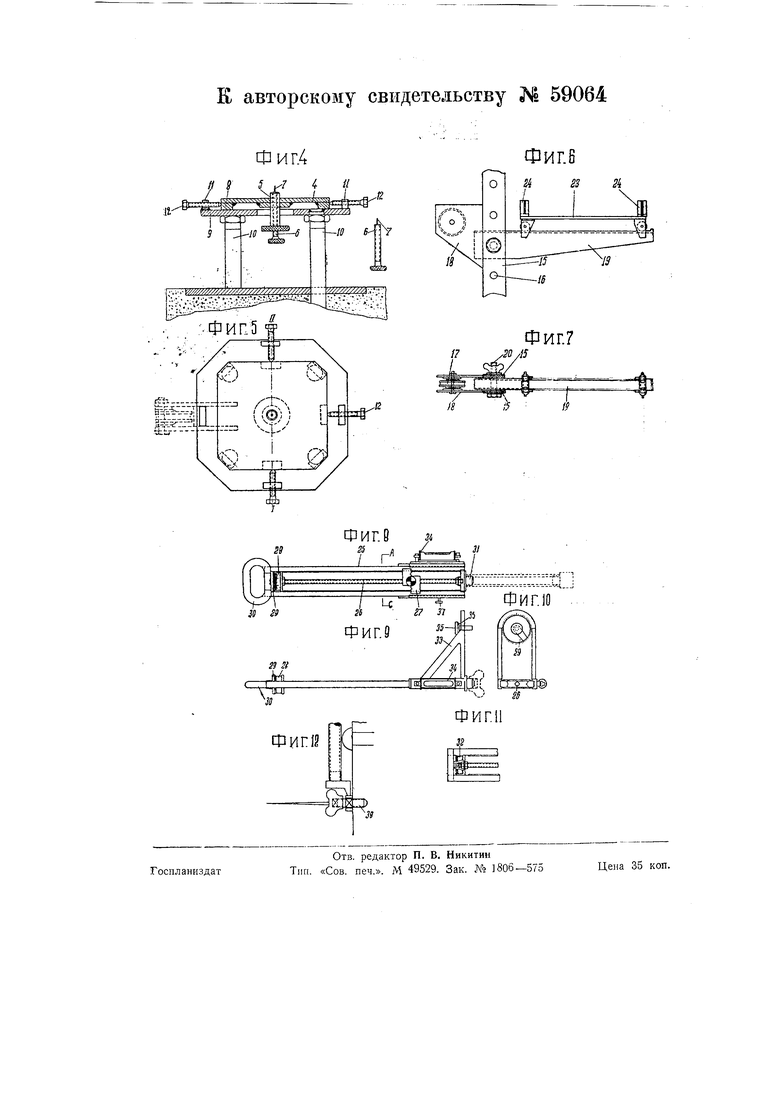
На .-чертеже фиг. 1 показывает общее расположение требующихся для выполнения способа четырех геодезических знаков и исследуемой металлоконструкции Между ними; фиг. 2 и 3 - устройство бетонных оснований для этих знаков; фиг. 4 - вертикальный разрез по линии I-II на фиг. 5, фиг. 5 - -план центрирующего приспособления для установки геодезических знаков и теодолитой на них; фиг. 6 и 7 - вид сбоку и в плане приспособления для установки микрометрических линеек; фиг. 8 и 9 - вид микрометрической линейки сбоку и в плане; фиг. 10 - разрез по линии АС на фиг. 9; фиг. 11 - одну из деталей устройства линейки и фиг. 12 - деталь, применяемую при нивеллировке.
Способ обмера металлических конструкций, согласно изобретению, состоит IB следующем.
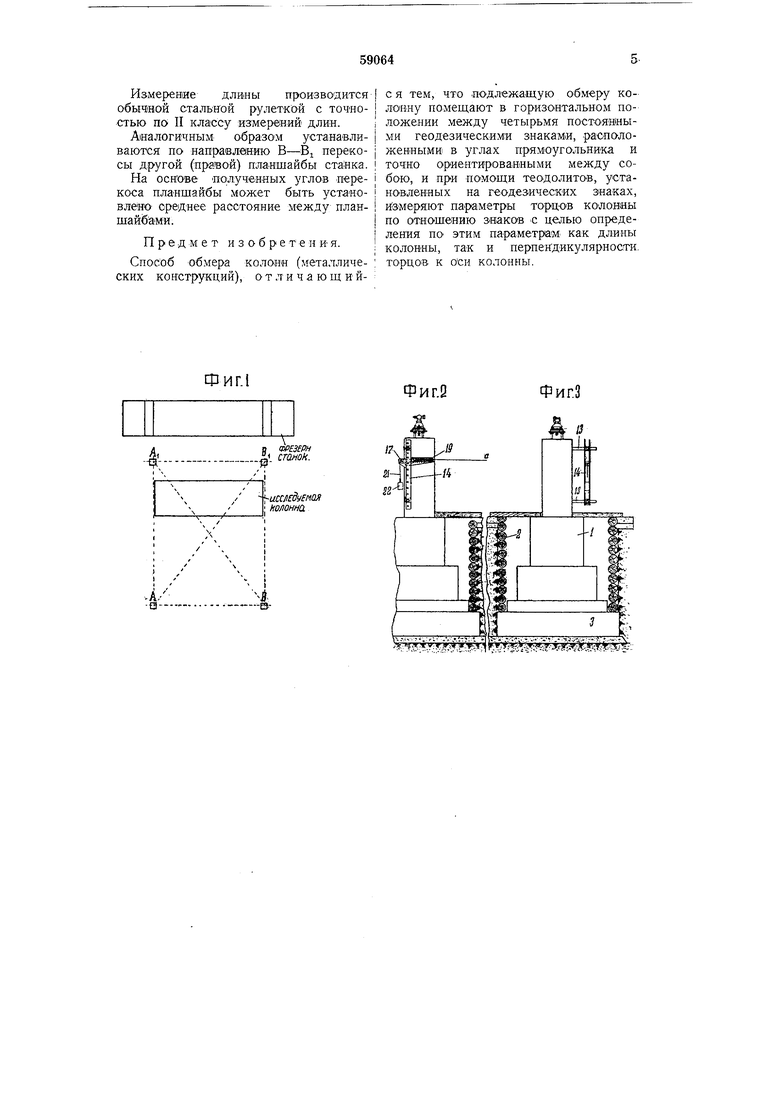
Вблизи фрезерного станйа по углам прямоугольника А, А,, В, В закладываются четыре бетонных столба 1 (фиг. 1 и 3). Над каждым столбом 1 (ВОЗВОДИТСЯ небольшая деревянная будка 2, предохраняющая его от какихлибо воздействий, могущих нарущить положение столба. Последний имеет фундамент 3.
В головной части столбов устанавливаются специальные центрирующие приспособления с геодезическими знаками для визирования на них.
Показанное на фиг. 4-5 приспособление дает воз.можность производить быстро- и точно центриро1вку теодолитов и ;разбивку знаков в точном соответствии их проектному расположейию, т. е. в точках А, AI, В и Bj прямоугольника.
Цейтрирующее приспособление устроено следующим образом.
В плиту 4 ввинчен винт 5, имеющий от верстие с микрометрической резьбой. В ЭТО отверстие ввинчен другой винт 6 с заделанной в его торце иглой 7 - знаком. Игла, являющаяся собственно геодезическим знаком, должна строго совпадать с осью обоих винтов 5 и 6.
Плита 4 снабжена подставками 8 в виде приваренных к ней полос. Этими подставками 8 плита 4 устанавливается на специальной доске 9, вакренленной строго горизонтально на стойках 10, заделанных в бетон. К доске 9 приварены по углам гайки И, в которые ввинчены винты 12. С помощью последних плита 4 с иглой 7 приводится )в надлежащее положение, при котором острие иглы 7 должно совпадать с вертикалью, проходящей через требуемую точку стояния теодолита или знака.
После совмещения иглы знака с вертикалью точки, подставки 8 плиты 4 привариваются к доске 9.
Для закрепления теодолита последний либо- навертывается на винт 5, либо, как это делается при обычной установке теодолита, закрепляется действием винта 6.
Помимо этих приспособлений в точках А я В предусмотрены специальные приспособления для измерения длин, определяющих положение металлоконструкций относительно линий А и В. Эти приспособления Состоят из двух горизонтально забетонированных в столбе 1 трубок 13. На трубки насажена стойка 14 (фиг. 2, 3, 6 и 7), состоящая из двух полос 15 с отверстиями 16 по всей их длине.
В зазор между полосами заводится блок 17 в специальном кронщтейне 18-19, щарнйрно закрепляемом на той или иной высоте стойки щтььрем 20. Блок 17 предназначается для натяжения инварной проволоки 21 контргрузом 22. На кронштейне 19 располагается каретка 23, между стойками 24, которой укладывается микрометрическая линейка.
Работа по измерению производится в следующем порядке.
После закрепления центрирующих приспособлений производится приведеше знаков 7 с помощью регулировочных винтов 5 в соответствующие точки прямоугольника AAjBB. Эта работа выполняется на основе элементарных измерений.
Приведенные в вершины прямоугольника знаки 7 закрепляются путем припайки подставок 8 к доске 9, после чего регулировочйые винты 12 вывинчиваются, как не требующиеся в дальнейшем.
По окончании указанных работ производится точное измерение длин АВ и AiBj и всех углов, образуемы х сторонЗМи и диагоналями прямоугольника. Измерение длин выполняется помощью прокопарированной инварной прово. локи (а) и присоединяемых к ней линеек с микрометрическим винтом.
Проволока (а) заканчивается специальными закрепительными приспособ.лениями, обеспечивающими плотное присоединение праволоки к линейке.
Микрометрическая линейка (фиг. 8, 9, ГО и И) представляет собою П-образную рамку 25, имеющую деления на лицевых гранях. Между длинными сторонами рамки расположен виит 26, заведенный одним конц-ом в гнездо на короткой стороне рамки. На винте имеется движок 27.
На лицевых гранях линейки выгравированы и затем закрашены особые знаки. На одном из концов винта 26 закрепляй барабан 28 с делениями. На свободный конец винта и на параллельные стороны рамхи насажен так называемый неподвижный барабан 29 с двумя индексами О и 10. К нему, а также к концам параллельных сторон 25 прикреплена рукоятка 30. К противоположной стороне линейки привинчен наконечник 31. Между подвижным барабаном 28 и нёподвижным 29 введена цилиндрическая пружина 32 (фиг. 11). Шаг винта 26 сделан равным 1 мм; деления яа линейке следуют также через 1 MSi. Число делений на подвижном барабане 28 равно 100. Отсчет по липейке берется по сторонам рамки в целых миллиметрах и по подвижному барабану - в сотых. Точность отсчета - 0,01 мм.
На линейке 25 закрепляется съемная подставка 33, на которой помещается цилйвдрический уровень 34 и установочный винт 35 с прикрепленной к нему пластинчатой пружинкой 36.
Подставка 33 и винт 35 иа ней служат для точной установки линейки 25 в положение, перпендикулярное к линии визирования, а цилиндрический уровень 34 - для точного расположения линейки в горизонтальном положении.
Закрепление подставки 33 на линейке 25 производится винтом 37.
Все части линейки, за исключением пружинок, изгото вляются из инвара.
При измерении длины АВ проволока (а) натягивается между точками А и В с помощью двух грузов 22, присоединяемых к линейкам гибкой проволокой 21, переброшенной через блоки 17.
Таким же образом производится и измерение длины .
В виду непостоянства инвара, в 1 еэультате так называемых температурных последствий, измерение базисов предусматривается тремя прокомпарированными проволоками, причем каждый прием измерения отдельной проволокой состоит из четырех пар отсчетов по линейкам. После каждого отсчета по линейке производится поворот иглы-знака 7 на 90°, а вве1деяие в биссектор нитей трубы производится вращением винта линейки только в одну сторону. Путем сопоставления средних результатов измерений по каждой проволоке представляется возможность судить о достоверности измерений той или иной проволокой.
Измерение длин ведется помощью стационарно установленных больщих теодолитов Вильда или универсалов с точностью 2 в точках А и В устройства.
При измерении длины у точки А наблюдение теодолитом производится из точки В и при измерении длины у точки В - соответственно из точки А. Для измерения наводится биссектор нитей трубы «а иглу-знак 7 точки А или В, затем, действуя винтом линейки, Б биссектор вводят индекс движка линейки и после этого производят отсчеты по линейке.
Такие .измерения должны быть произведены не менее четырех раз у каждой точки базиса.
На основе этих измерений длин устанавливается плановое положение колонны по отнощению к базису .
Для Определения высотного положения колонны производится прецизнонным нивел„пирОМ нивеллировка по точкам оси последней, для 4ei-o в отверстие зафиксированной оси: металлоко1нструкции ввинчиваются два специальных вйЕта 38 (фиг. 12).
После нивеллировки приступают к изме:ре1нию расстояний между нанравле1ниями AAj и BBj и точками торцовых граней металлической коиструкцяи.
Для этого в биссектор нитей трубы теодолита, наведенной на знак Aj при визировании с точки А .и на знак В при вивировании с точки В, вводится .индекс дви1жка линейки, приложенной к точке торца у дальней его кромки.
Убедившись в свм1метричном расположении вертикальных нитей трубы отно1сительно индекса движка ли«ейки при перпендикулярном ее положении относительно торца конструкции, берут отсчет по линейке, а затем перекладывают линейку к другиМ, заранее выбранным и занумерованным точкам торца, выполняя описанные выше операции.
Таких измерений -по каждой точке необходимо выполнить не менее четырех. Разница отсчетов по линейке дает возможность определения положения торцовой грани конструкции по ртноше1нию к соответствующим нанравлевиям установки.
Другой более точный метод определения перекоса, «о связанный с дополнительным измерением расстояний от точек А и iB до исследуемых точек торца конструкции, ово дится к измерению углов, образуемых направлением торца и линиями визирования на индекс движка линейки, приложенной в соответствующих точках торца конструкции.
По этому методу после установки линейки в 1-й точке торца, как указано выше, вводится индекс & биссектор 1нитей трубы, наведенной на , но затем при положении линейки в других точках торца отсчеты по линейке не берутся, а отсчитываются углы по теодолиту, образованные направлением устройства и направлениями на индекс линейки, прикладываемой в исследуемых точках.
Таких приемов измерения угла производится четыре.
Помимо этого, измеряются рулеткой расстоя1Ния от теодолита до движка линейки во установки линейки в каждой исследуемой точке.
Зная направление и длину, по формуле sin а легко можно определить положение точек торца.
Описанным выше способом можно произ1водить также выверку положения планшайб фрезерного станка для предупреждения брика при фрезеровке торцов колонн.
Это достигается следующим образом.
К пла ншайбе нрикладывается в ближайшей точке к базису А-В микрометрическая линейка, на индекс движка которой Производится .визирование теодолитом. П01сле измерения путем повторений угла, составляемого направлением линии А-AI и линией от точки А к индексу движка линейки, последняя прикладывается в наиболееудаленной точке планшайбы.
По соответствующему измеренному углу при ЭТОМ: положении линейки И ранее полученному, а также по длинам, промереНным от теодолигга до точек положения лииеек, по формуле /1 sin а-/.J sin а а Определяется линейное выражение перекоса планшайбы по отношению к направлению А-Aj.
Введение поправок в измеренные углы на не перпеидикулярность нанравления А-AI к базису А-В дает конечное линейное выражение нерекоса планшайбы в плане:
/, sin (гс) - l-i sin (ocrtp) O.
Перекос планшайбы относительно вертикали о пределяется визированием на индекс линейки, приложенной в верхней точке вертикальной плоскости нланшайбы и затем к нижней ири неизменном положении движка линейки. Угол, составляемый вертикалью,, проходящей через одну из точек визирования и направлением визирования на вторую точку, дает нам истинное значение искомого перекоса в угловом выражении уДля получения линейного выражения требуется измерение расстояния /г между точками визиромния. В этшс случае перекос выразится следующим, образом:
b h sin .
Измерение длины производится обычной стальной рулеткой с точностью по II классу изгмереиий длин.
Аналогичным образов устанавливаются но нанравлению В-В нерекосы другой (нравой) планшайбы станка.
На основе полученных углов перекоса нланшайбы может быть установленО среднее расстояние между планшайбами.
Предмет изобретения.
Способ обмера колонн (металлических конструкций), о т л и ч а ю щ И йс я тем, что подлежащую обмеру колонну помещают в горизонтальном положении между четырьмя постоянными геодезическими знаками, расположенными в углах прямоугольника и точно ориентированными между собою, и при помощи теодолитов, установленных на геодезических знаках, измеряют параметры торцов колонны по отношению знаков с целью определения по этим параметрам, как длины колонны, так и перпендикулярности, торцов, к оси колонны.
Шип
Фиг.Р
Фиг.З
В W jf/7//
-0- ri oxг-икмдувмая
HOflOHHO.
А/
... . ,,.,. А;;VV-j: -r:: ; -tll ;y i:; ;-Jl r :t 3. 57;-тсу; 1г,1«,....7;Дг5г ; -д,д;у,.
