Уже известен способ повышения стойкости, например, буровых и т. п. ипструмептов, заключающийся в наплавке на них различных твердых сплавов.
Способ нанлавки лемехов твердым сплавом по изобретению отличается тем, что в слой расплавленного металла, нанесенного на предварительно подогретую до 1200-1250° часть лемеха, вводят порошкообразный твердый сплав (как легируюш;ее средство).
Преимуш,ество указанного способа наплавкн лемехов твердым сплавом заключается в его относительной простоте.
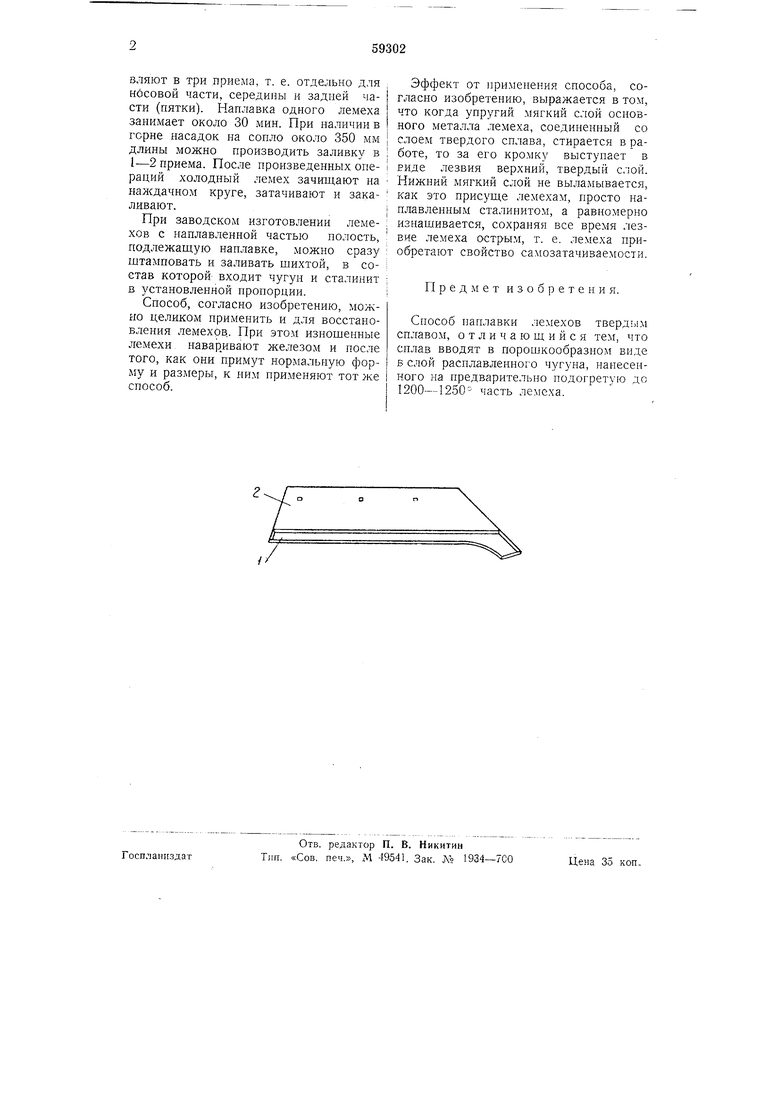
На чертеже изображен вид сверху на примерную форму лемеха, подготовленного к наплавке по способу, составляющему предмет изобретения.
Для осуществления способа подлежащую наплавке часть 1 лемеха 2, прилегающую к его режущей кромке, предварительно осгГживают на небольшую глубину около 2-2,5 мм. Ширина осаженного участка делается неравномерной - около 25 мм у пятки лемеха до начала образования его носка, затем большей ширины с тем, чтобы захватить наплавом весь носок лемеха и придать ему тем самым большую стойкость.
Край осаженной части лемеха обрамляют буртиком путем оттяжки и загибки тела самого лемеха. Таким образом в осаженной части лемеха получают полость, способную удерживать расплавленный металл.
Затем лемех, подготовленный для наплавки, нагревают, например, в горне до температуры 1200-1250°. Одновременно нагревают цилиндрический брусок чугуна до- температуры 1000° и натирают чугуном о раскаленную часть 1 лемеха 2 для плавки чугуна. В расплавленный чугун, заключенный в полости лемеха, равпомерно вводят порошок твердого сплава (сталинита), после чего доступ воздуха в горн прекращают и выдерживают наплавленную часть лемеха в заглушенном горне около двух минут. Лемех вынимают и медленно остужают. На один лемех вводится около 100 г сталинита стоимостью в 20 копеек.
Чугун примепяют серый лшлкозернистый лучше всего в виде цилиндрических брусков диаметром около 20 мм и длиной около 150 мм. Брусок держат при помощи металлической державки. В виду того, что равномерного нагрева до 1200 на обычном горне (с нижним дутьем) можно достичь только на части лемеха, последний обычно наплавляют в три npHeiMa, т. е. отдельно для нбсовой части, середины и задней части (пятки). Наплавка одного лемеха занимает около 30 мин. При наличии в горне насадок на сопло около 350 мм j длины можно производить заливку в I 1-2 приема. После нронзведенных one- i раций холодный лемех зачищают на наждачном круге, затачивают и закаливают.i
При заводском изготовлении леме- : хов с наплавленной частью полость, подлежащую нанлавке, можно сразу : 1птамповать и заливать щихтой, в со- : став которой входит чугун и сталинит ; Б установленной пропорции.I
Способ, согласно изобретению, можно целиком нрименить и для восстановления лемехрв.. При это.м изнощепные лехмехи наваривают железом и после того, как они примут нормальную форму и размеры, к ним применяют тот же способ.
Эффект от применения способа, согласно изобретению, выражается в том, что когда упругий мягкий слой основного металла лемеха, соединенный со слоем твердого сплава, стирается в работе, то за его кромку выступает в виде лезвия верхний, твердый слой. Нижний мягкий слой не выламывается, как это присуще лемехам, просто наплавленным сталинитом, а равномерно изнащивается, сохраняя все время лезвие лемеха острым, т. е. лемеха приобретают свойство самозатачиваемости.
Предмет изобретения.
Способ наплавки лемехов твердым сплавом, отличающийся тем, что сплав вводят в порошкообразном виде Б слой расплавленного чугуна, напесенного на предварительно подогретую до 1200- 1250- часть лемеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2520875C1 |
| Способ наплавки износоустойчивых сплавов | 1949 |
|
SU92002A1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ ОСТОВА И РЕСУРСА СОСТАВНЫХ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2695857C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2006 |
|
RU2344913C2 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763820C1 |
| Способ восстановления долот чизельных плугов | 2021 |
|
RU2763817C1 |
| Способ восстановления рабочих органов чизельных плугов | 2021 |
|
RU2763818C1 |
