Предметом изобретения является способ электродуговой наплавки изпосостойких сплавов на поверхность рабочих частей камнедробилок, ножей грейдеров, лемехов и отвалов плугов и других частей машин для повышения их износостойкости.
Известные способы электродуговой наплавки износостойких металлов и сплавов на рабочую поверхность трущихся частей деталей мгшин часто приводят к тому, что наплавленный слой, вследствие неправильного соотношения наплавляемых металлов, становится хрупкпм.
В предлагаемом способе этот недостаток устранен тем, что установлено определенное соотношение между отдельными составными частями шихты и наплавляемого металла.
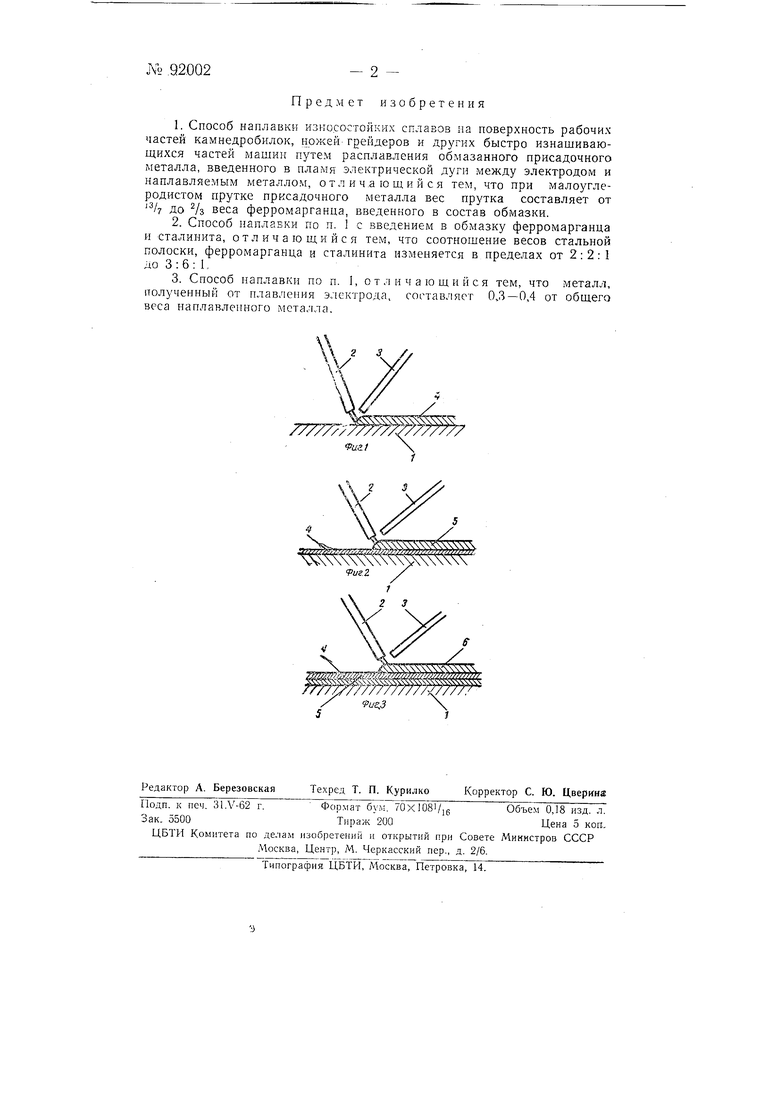
На фиг. 1, 2 и 3 изображена схема последовательной многослойной наплавки.
Наплавка износостойких металлов на поверхность детали / происходит следующим образом. В дугу электрода 2 (фиг. 1) вводят присадочный пруток 3. Первый наплавленный слой 4 является продуктом сплавления электрода, присадочного прутка и металла наплавляемой детали. При наплавке второго слоя (фиг. 2) металл детали / в сплавлении уже не участвует. Смешивание в жидкой фазе будет происходить только металла слоев 4 и 5. Свойства следующего, третьего, слоя 6 (фиг. 3) уже очень мало зависят от свойств слоя 5.
Таким образом, наблюдается постепенный переход в наплавленных слоях от свойств металла наплавляемой детали к сплаву электрода с присадочным прутком, благодаря чему наплавленный слой прочно удерживается на поверхности детали. Прочность же самого наплавленно.го слоя обеспечивается определенным соотношением весов присадочного металла, металла электрода, ферромарганца и сталинита. При малоуглеродистом прутке присадочного металла вес прутка составляет от до 2/3 веса ферромарганца. Соотношение весов стальной полоски, ферромарганца и сталинита изменяется в пределах от 2 : 2 : 1 до 3:6:1. Металл, полученный от плавления электрода, составляет 0,3-0,4 от общего веса наплавляемого металла.
Л1 ,92.002
Предмет изобретения
1.Способ наплавки износостойких сплавов па поверхность рабочих частей камнедробилок, ножей грейдеров и других быстро изнашивающихся частей машин путем расплавления обмазанного присадочного металла, введенного в пламя электрической дуги между электродом и наплавляемым металлом, от л и ч.а ю ш, и и ся тем, что при малоуглеродистом прутке присадочного металла вес прутка составляет от до /3 веса ферромарганца, введенного в состав обмазки.
2.Способ наплавки по п. 1 с введением в обмазку ферромарганца и сталинита, отличаюш:ийся тем, что соотношение весов стальной полоски, ферромарганца и сталинита изменяется в пределах от 2:2:1 до 3:6:1,
3.Способ наплавки по п. 1, о т л и ч а ю ш, и и ся тем, что металл, полученный от плавления электрода, составляет 0,3-0,4 от общего веса наплавленного мета.гла.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмазка электродов для дуговой электрической сварки | 1939 |
|
SU62602A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| Способ плазменной наплавки композиционных сплавов | 1988 |
|
SU1622097A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ РЕМОНТА КОНТАКТНОЙ ПОВЕРХНОСТИ БАНДАЖНОЙ ПОЛКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ | 2001 |
|
RU2179915C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2009 |
|
RU2429954C2 |