1
Изобретение относится к волочильному производству.
Известен способ волочения прецизионных полых мпогогранных профилей в песколько проходов через одну и ту же волоку 1.
Однако при недостаточной точности изготовления рабочего капала инструмента или вследствие неточной его настройки невозможно получить профиль с достаточной точностью геометрических размеров.
Целью изобретения является получепне труб точных геометрических размеров.
Это достигается тем, что перед каждым последующим проходом профиль поворачивают вокруг профильной оси на угол, равный центральному углу профиля.
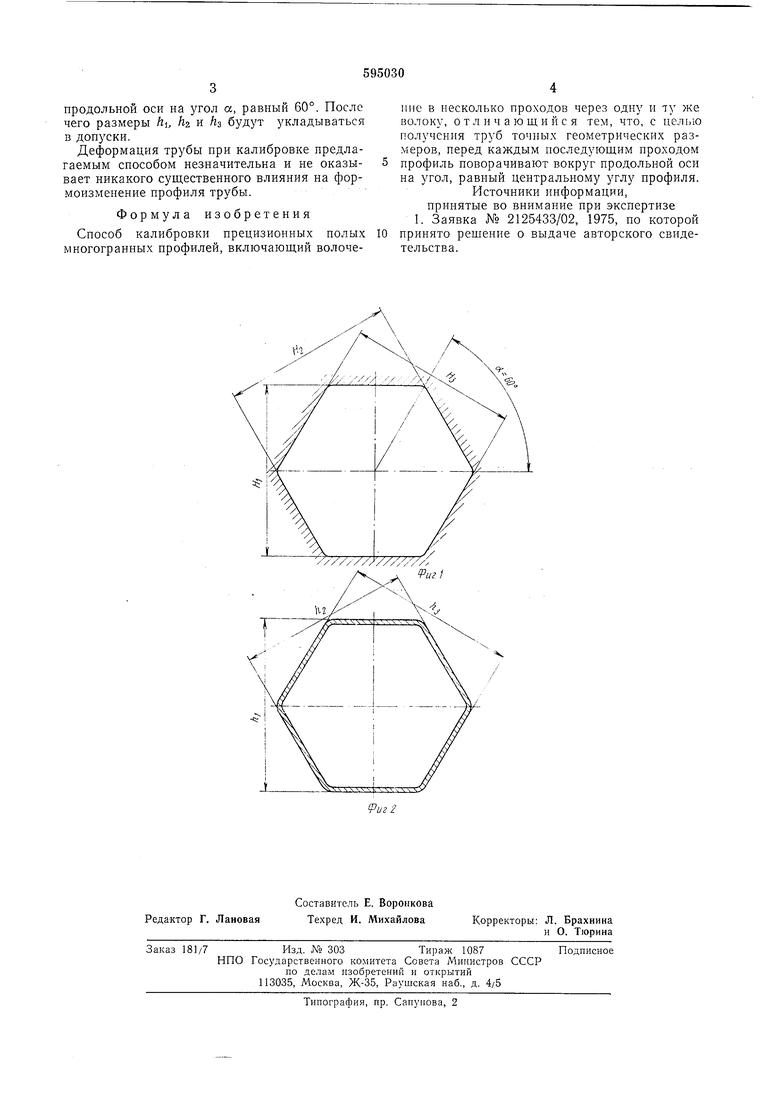
На фиг. 1 изображена калибрующая зона волоки при волочении, например, щестигранного ирофиля, поперечное сечепие; иа фиг. 2 - сечение получаемого нрофиля.
Способ реализуется следующим образом.
При волочении через волоку, имеющую размеры по высоте HI, HZ и Н, профиль после первого прохода приобретает соответствующие размеры h, hz и из. Вследствие погрещности в изготовлении инструмента или неточности его настройки, например, размеры /ii и Ла соответствуют требованиям и геометрическим размерам, т. е. укладываются в требуемый допуск, а размер Лз превыщает требуемый размер.
Профиль поворачивают па угол а 60°, равный центральному углу профиля, и протягивают через ту же волоку. При этом грани трубы, образующие размер hz, обожмутся гранями рабочего канала инструмента, образующими размер Hi, который при первоначальном нротягивании трубы образовал на ней
размер hi, укладывающийся в допуски; грани, образзющие размер hi, обожмутся гранями рабочего канала инструмента, образующими размер HZ, который при первоначальном протягивании трубы образовал на ней размер Ь), также укладывающийся в допускп; а грани трубы, образующие размер hz, не обожмутся гранями рабочего капала инструмента, образующими размер Яз, так как при первоначальном протягивании трубы ои образовал на ней размер Лз, превышающий плюсовой допуск {h3 по условпю). Следовательно, после повторного протягивания размер hs, как и размеры hi и hz, будет также укладываться в допуски.
В случае, когда после первого прохода один размер, папрпмер /7i, укладывается в допуски, а остальные hz и превышают плюсовой допуск, необходимо протянуть трубу через рабочий канал инструмента еще , перед
этим каждый раз поворачивают трубу вокруг
продольной оси на угол а, равный 60°. После чего размеры /гь hy, и /1з будут укладываться в допзски.
Деформация трубы при калибровке предлагаемым способом незначительна и не оказывает никакого существенного влияния на формоизменение профиля трубы.
Формула изобретения
Способ калибровки прецизионных полых многогранных профилей, включающий волочемне в несколько проходов через одну и ту же волоку, отличающийся тем, что, с целью получения труб точных геометрических размеров, перед каждым последующим проходом профиль поворачивают вокруг продольной оси на угол, равный центральному углу профиля.
Источники информации, припятые во внимание при экспертизе 1. Заявка № 2125433/02, 1975, по которой принято решение о выдаче авторского свидетельства.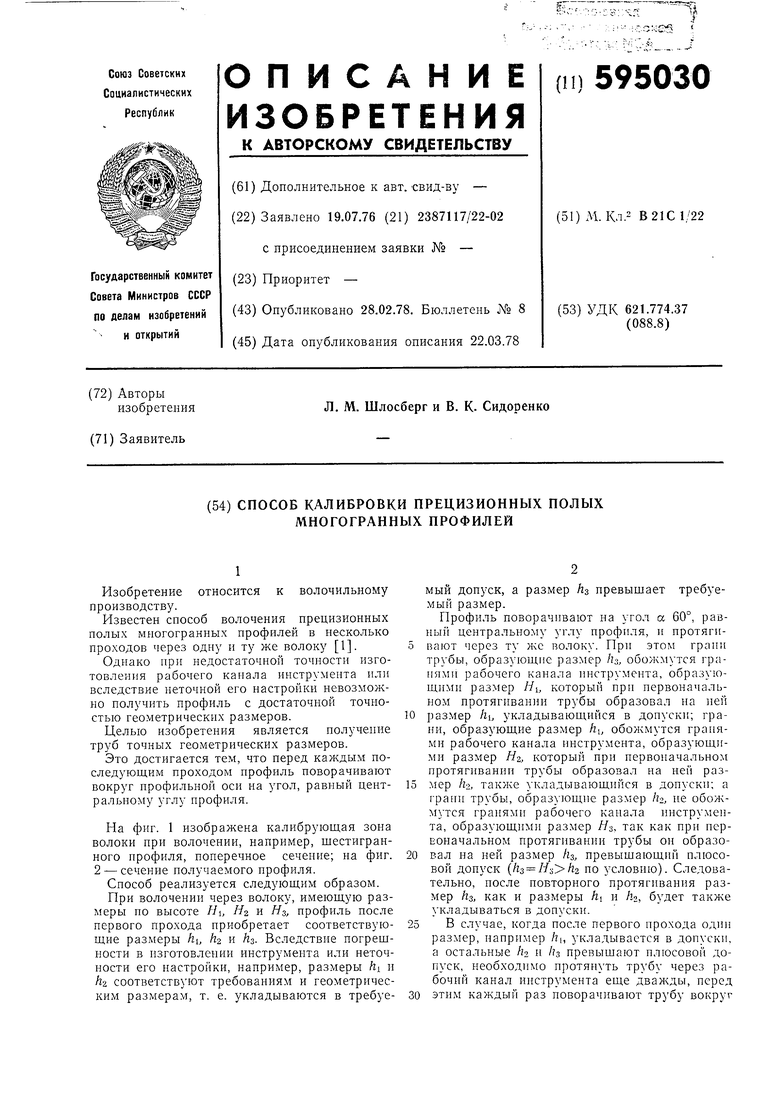
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378067C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2007 |
|
RU2342206C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
