Изобретение относится к изготовлению холоднотянутых изделий из труднодеформируемых сплавов, то есть из сплавов, обладающих высоким пределом прочности типа нихрома и подобных ему, конкретно - к форме волочильного канала твердосплавных волок, используемых в указанном производстве.
Из мировой и отечественной практики известно, что при изготовлении нихромовых пролуфабрикатов, в частности с некруглым поперечным сечением, приходится преодолевать немалые технологические трудности, так как форма сечения полосы, получаемая традиционным способом плющения круглой заготовки валками прокатного стана, имеет бочкообразную форму из-за неравномерного уширения металла [1]. Выпуклость малой грани полосы получается естественным образом, то есть инструментом не контролируется и вследствие этого может весьма произвольно изменяться по многим причинам: в зависимости от величины обжатия, коэффициента трения, износа поверхности валков, колебания температуры и др. Таким образом, технологически трудно выполнить полосу с соблюдением допусков и с малыми отклонениями площади ее сечения по длине плющеной заготовки. В то же время стабильности площади придается важное значение при работе нагревательных элементов, поскольку при пропускании электрического тока в местах пониженного сечения металл перегревается, окисляется и газонасыщается, теряя при этом надлежащие служебные свойства.
Заготовка из нихрома в виде листа или ленты, получаемая традиционным методом плоской прокатки [2-5], является промежуточной, затем лист или ленту разделяют продольной резкой на полосы готовых размеров. Впервые в отечественной практике в условиях заявителя было выбрано, исследовано и успешно применяется в производстве полос из нихрома альтернативное технологическое направление - с использованием процесса волочения, реализованное по последующим основаниям.
Резкое снижение за последние 17-18 лет объемов партий нихромовых полос, заказываемых предприятиям черной металлургии со стороны российских потребителей, привело к тому, что вышеописанная производственная схема плоской прокатки с использованием слитков массой до 500 кг оказалось нерентабельной. С учетом ситуации, сложившейся на рынке данного вида металлопроката, в производстве заявителя на базе проведенных НИР разработан и реализован высокорентабельный технологический регламент по мелкосерийному выпуску нихромовых полос и проволоки согласно следующей технологической схеме:
- выплавка сплава в печи типа ИЛК с применением установленных шихтовой картой сырьевых материалов, раскислителей, модификаторов и флюсов;
- наполнительное литье конических слитков массой 55-60 кг;
- прокатка нагретых в камерной печи слитков на мелкосортно-проволочном стане 300 на бунтовые полосовые заготовки или на катанку круглого сечения;
- травление полосовых заготовок или катанки с последующим нанесением подсмазочного покрытия;
- острение передних концов заготовок и катанки и их волочение до полос или проволоки готовых чистовых размеров за несколько проходов на однократной барабанной волочильной машине типа ВСГ через твердосплавные волоки с промежуточными отжигами; смазка - порошок натриевого мыла с добавками.
Из уровня техники известно [6-14], что практически во всех библиографических источниках, посвященных волочению, содержится информация о форме и размерах волочильного канала. При этом в подавляющем их числе авторами по вполне понятным причинам основное внимание уделено параметрам рабочей и калибрующей зон канала, кратко рассмотрены смазочная и входная зоны и крайне беден объем информации о выходной зоне канала. В частности, упомянуто, что ее назначение сводится к функции предохранения от скалывания выходной кромки калибрующей зоны с целью повышения стойкости калибрующего пояска, а также для предупреждения травмирования поверхности протягиваемого металла об упомянутую кромку при нестабильности процесса волочения, а именно: вибрации переднего конца, несовпадении осей канала и протягиваемой полосы или круглой заготовки, динамических рывков в момент пуска волочильной машины и при обрывах переднего конца изделия и др.
Исключение составляет источник [7], в котором на с.183-184 форма выходной зоны рассмотрена более развернуто. Во-первых, отмечено, что «обратный конус» (так в [7] названа выходная зона) имеет важное значение для волок, предназначенных для производства проволоки на машинах многократного волочения со скольжением. Заявитель не рассматривает эти подробности, так как существо процесса волочения со скольжением выходит за рамки настоящей заявки. Во-вторых, указано, что форма выходной зоны может быть конической, полушаровой или комбинированной. В-третьих, содержится информация о том, что выходная зона смещает зону деформации ближе к середине высоты волоки. Переходя к общепринятой терминологии, последнюю фразу надо изложить в следующем виде: выходная зона смещает очаг деформации ближе к середине длины волочильного канала волоки.
В связи с вышеизложенным данный объект [7] принят в качестве наиболее близкого аналога (далее в описании - НБА).
Считается [6, 8, 11-14 и др.], что угол наклона образующей выходной зоны к оси канала должен составлять 30-45°, то есть ее полный угол равен 60-90°. О длине выходной зоны в известных источниках практически ничего не сказано. Вместе с тем длина выходной зоны становится весьма важным компонентом мер по повышению стойкости твердосплавной волоки при волочении полос и проволоки из сплавов с высокими прочностными свойствами, которые при волочении дополнительно повышаются в результате эффекта холодного упрочнения в очаге деформации. Именно к таким сплавам относятся нихромы. Кроме того, объективное и экономически обоснованное стремление к сокращению маршрутов волочения путем повышения частных вытяжек дополнительно существенно повышает нагрузку на инструмент.
При промышленной эксплуатации известной твердосплавной волоки в условиях заявителя, например в процессе волочения полосы из нихрома, она показывает крайне нестабильную и в целом неудовлетворительную стойкость до полного разрушения, а именно: в лучшем случае до разрушения волоки в нее удавалось протягивать, например, для полосы с размерами поперечного сечения 4×40 мм 100-200 кг металла, то есть 2-4 бунта заготовки при массе одного бунта ~50 кг. В худшем случае (например, при размерах горячекатаной заготовки, выполненных с плюсовым допуском, равным +0,5 мм), волоку вынуждены были выводить из эксплуатации (заменять) после протяжки первого же бунта вследствие ее разрушения; излому подвергалась также стальная обойма волоки.
Задача предлагаемого технического решения состоит в многократном повышении эксплуатационной стойкости твердосплавных волок, предназначенных для волочения полос и проволоки из труднодеформируемых сплавов, то есть из сплавов, имеющих высокий предел прочности, - нихрома и подобных ему, путем более благоприятного распределения распорных напряжений в теле волоки, резко снижающего вероятность ее разрушения.
Задача решается тем, что отношение длины выходной зоны волочильного канала к полной длине волочильного канала составляет 0,24-0,32.
На фиг.1 на примере получения полос, при волочении которых волочильный инструмент испытывает наибольшие (т.е. критические) нагрузки, приведены векторы распорных сил Q и F, действующих на твердосплавную вставку 2 и стальную обойму 3 в процессе волочения; линиями 1-1 схематично показаны типичные места разрушения твердосплавной вставки 2 известной волоки в виде изломов. На фиг.2 приведен разрез А-А (фиг.1) твердосплавной вставки 2 и стальной обоймы 3 известной волоки; на фиг.3 - аналогично разрез А-А (фиг.1) вставки 2 и обоймы 3 предлагаемой волоки. Расшифровка позиций, обозначенных на фиг.2 и 3, приведена в тексте описания.
Ниже приведен расчет распорного напряжения, возникающего от силы Q и действующего на волоку по большой грани поперечного сечения канала при волочении полосы из нихрома марки Х20Н80-Н.
В соответствии с известной формулой верхней оценки [15] среднее нормальное напряжение σнср, воздействующее на стенку большой грани канала волоки в случае плоского деформированного состояния (то есть для полос), составляет:
σнср/1,15σs=1+0,25lод/hcp,
где σs - среднее сопротивление холодной деформации нихрома Х20Н80-Н; σs=1200 МПа; lод - длина очага деформации; hcp - средняя толщина очага деформации.
Для прохода волочения с толщины горячекатаной заготовки 6 мм до толщины промежуточной заготовки 5 мм, то есть для принятого в практике волочения рассматриваемой полосы максимального абсолютного обжатия по большей стороне сечения Δhmax=1 мм (следовательно, Δhmax/2=0,5 мм) и при минимальном полуугле рабочей зоны канала α=3°, эти параметры будут равны:
lод=(Δhmax/2):tg3°=0,5/0,0524=9,54 мм;
hcp=(6+5)/2=5,5 мм.
Тогда σнср=1,15·1200(1+0,25·9,54/5,5)=1978 МПа.
Полученное значение существенно превышает допустимое напряжение на изгиб твердого сплава марки ВК8, равное 1666 МПа [16], и это обстоятельство является неоспоримым доказательством объективной причины разрушения волоки, особенно с учетом следующих условий реального производства: износа волочильного канала вследствие высокой адгезионной способности нихрома, нестабильного или недостаточного поступления смазки в очаг деформации, динамических нагрузок на волоку в момент начала волочения или при остановках машины вследствие обрыва переднего конца, несоосности волочильного канала и направления силы волочения и др.
Дополнительно следует отметить, что в известной волоке действие векторов распорных сил Q (взятых за основные при рассмотрении ситуации, так как они во много раз превышают силы F) имеет крайне неблагоприятное направление (фиг.2) по сравнению с направлением действия этих векторов в предлагаемой волоке (фиг.3). Из рассмотрения фиг.2 следует, что в известной волоке сила Q направлена на заднюю, опирающуюся на обойму 3 поверхность 4 твердосплавной вставки 2, а поскольку в этом месте суммарное сечение б-б вставки 2 и обоймы 3 имеет пониженную величину, то тем самым это сечение в принципе не может оказать надлежащее противодействие силе Q и, как следствие, излом твердосплавной вставки в этой ситуации становится с учетом изложенных выше производственных условий неизбежным, что и подтверждается на практике.
В предлагаемой волоке точки приложения действия сил Q и F существенно смещены в направлении, противоположном направлению волочения (фиг.3), и названным силам Q и F противодействует суммарное сечение в-в вставки 2 и обоймы 3, причем это сечение в-в имеет значительно повышенную величину по сравнению с сечением б-б известной волоки как за счет увеличенной в этом месте толщины вставки 2, так и за счет более толстого в этом месте сечения обоймы 3 (фиг.3). Кроме того, в случае предлагаемой волоки (фиг.3) опорная поверхность 5 волочильной вставки, взаимодействуя со значительно более крупным сечением стальной обоймы 3, опирается не непосредственно на обойму, а через слой латунного припоя 6, который предназначен для надежного закрепления вставки в обойме путем ее фиксации расплавленной латунью. Это обстоятельство дополнительно компенсирует негативное воздействие распорных сил Q и F.
В тексте описания НБА [7, с.183-184] указано: «Длина выходной зоны составляет по отношению к диаметру калибрующей зоны от 8 для волок малого диаметра до 0,05 для крупных волок, а абсолютная высота (очевидно, абсолютная длина - примечание заявителя) - соответственно 5,6-1 мм». При использовании согласно НБА [7] рекомендации, касающейся длины выходной зоны lвых. зоны=8…0,05dканала, для обычно получаемых волочением прутков самых крупных диаметров 50-80 мм рассчитанная по [7] lвых. зоны=50…80·0,05=2,5…4 мм. Следовательно, отношение lвых. зоны/lканала составляет 2,5…4/25=0,1…0,16. Именно такие значения этого отношения имеют место в волоке - НБА.
Если принять во внимание рекомендацию [7] для крупных волок об отношении длины выходной зоны к приведенной к кругу толщине протягиваемой полосы из нихрома, то, например, даже учетверенный нижний предел этого отношения составит 0,05·4=0,2. Поскольку рекомендация, содержащаяся в НБА, относится к волочению круглого прутка, то чтобы ей воспользоваться, необходимо привести сечение прямоугольной полосы к круглому сечению. Как выше отмечено, для данного конкретного случая выбрана самая крупная полоса из выпускаемых в производстве заявителя нихромовых прямоугольных профилей размерами 4×40 мм, для получения которой в первом проходе волочения горячекатаную заготовку сечением 6×43 мм протягивают на промежуточную заготовку сечением 5×42,5 мм; площадь ее сечения F=5·42,5=212,5 мм2.
После приведения рассматриваемой полосы с помощью формулы площади круга F=πd2/4 к круглому сечению получаем соответственный круг диаметром  , то есть сечению промежуточной заготовки 5×42,5 мм соответствует равновеликий круг диаметром 16,45 мм. Тогда согласно рассчитанному по [7] отношению, равному 0,2, получим максимальное значение
, то есть сечению промежуточной заготовки 5×42,5 мм соответствует равновеликий круг диаметром 16,45 мм. Тогда согласно рассчитанному по [7] отношению, равному 0,2, получим максимальное значение  . Таким образом при полной длине канала твердосплавной волоки для волочения изделий из нихрома, равной 25 мм, отношение максимального значения
. Таким образом при полной длине канала твердосплавной волоки для волочения изделий из нихрома, равной 25 мм, отношение максимального значения  к lканала составит 3,29/25=0,13, то есть это значение находится по НБА в интервале 0,10-0,16, то есть согласно волоке - НБА.
к lканала составит 3,29/25=0,13, то есть это значение находится по НБА в интервале 0,10-0,16, то есть согласно волоке - НБА.
При получении в производстве заявителя нихромовой полосы наименьших размеров 2×20 мм в первом проходе волочения заготовку сечением 6×25 мм протягивают на промежуточную заготовку сечением 5×23,5 мм, площадь сечения которой 5·23,5=117,5 мм2. Диаметр соответственного круга для нее составит  , а длина выходной зоны с учетом принятого выше отношения 0,2 составит
, а длина выходной зоны с учетом принятого выше отношения 0,2 составит  . Тогда отношение
. Тогда отношение  составит 2,45/25≈0,1. Полученное отношение является нижним его пределом в интервале согласно волоке - НБА.
составит 2,45/25≈0,1. Полученное отношение является нижним его пределом в интервале согласно волоке - НБА.
Ниже приведено обоснование заявленного в формуле изобретения диапазона отношения длины выходной зоны к полной длине волочильного канала, равного 0,24-0,32.
При нижнем пределе этого интервала и полной длине волочильного канала 25 мм длина выходной зоны  , следовательно, соответственный круглый профиль (после корректировки отношения 0,05 до значения 0,2) будет иметь диаметр 6/0,2=30 мм. При верхнем пределе интервала, равном 0,32,
, следовательно, соответственный круглый профиль (после корректировки отношения 0,05 до значения 0,2) будет иметь диаметр 6/0,2=30 мм. При верхнем пределе интервала, равном 0,32,  следовательно, соответственный круг имеет диаметр 8/0,2=40 мм. (Воспользоваться рекомендацией из [7] об этом соотношении, равном 0,05, не представляется возможным, поскольку в этом случае диаметры соответственных прутков будут равны 6/0,05=120 мм и 8/0,05=160 мм. Получение прутков таких диаметров волочением практически исключено.) Полученные волочением прутки таких диаметров (30 и 40 мм) действительно являются одними из самых крупных. Однако, если воспользоваться рекомендацией из [7] и рассчитать lвых. зоны, опираясь на величину указанного в [7] отношения для крупных прутков 0,05, то фактическая длина lвых. зоны составит:
следовательно, соответственный круг имеет диаметр 8/0,2=40 мм. (Воспользоваться рекомендацией из [7] об этом соотношении, равном 0,05, не представляется возможным, поскольку в этом случае диаметры соответственных прутков будут равны 6/0,05=120 мм и 8/0,05=160 мм. Получение прутков таких диаметров волочением практически исключено.) Полученные волочением прутки таких диаметров (30 и 40 мм) действительно являются одними из самых крупных. Однако, если воспользоваться рекомендацией из [7] и рассчитать lвых. зоны, опираясь на величину указанного в [7] отношения для крупных прутков 0,05, то фактическая длина lвых. зоны составит:
- для прутка диаметром 30 мм lвых. зоны=30·0,05=1,5 мм;
- для прутка диаметром 40 мм lвых. зоны=40·0,05=2 мм.
Очевидно, что такие значения lвых. зоны не могут быть признаны приемлемыми для практического применения.
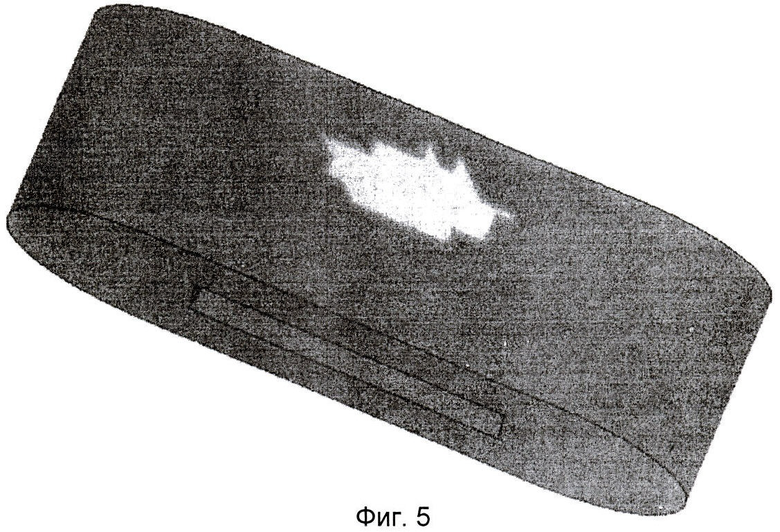
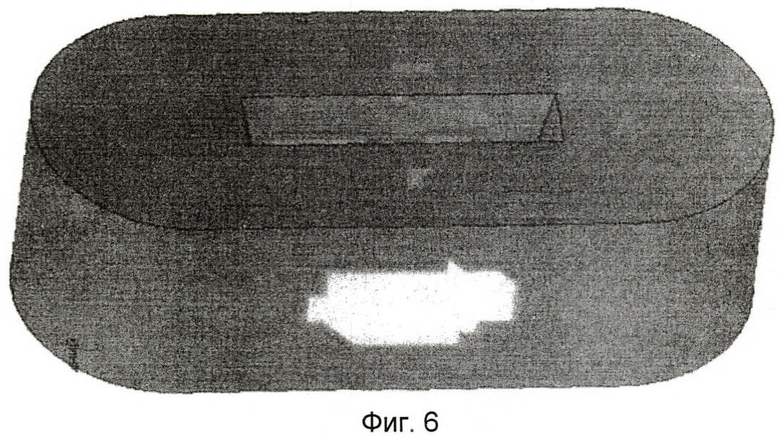
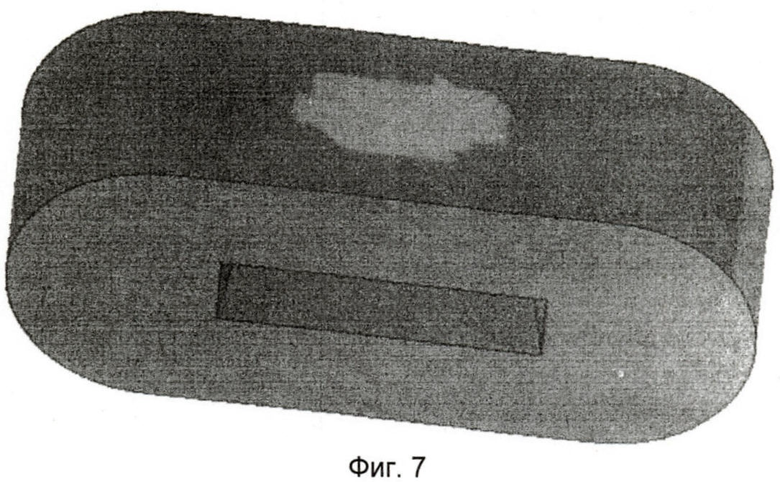
С целью оценки уровня напряжений, развивающихся в теле твердосплавной волоки, был выполнен расчет полей напряжений по методике, изложенной в [18]. Таким образом, была проведена оценка качественной картины полей искомых напряжений и их распределения по объему тела вставки. Качественные картины полей напряжений, действующих в известной и предлагаемой волоках, приведены на фиг.4, 5, 6, 7; причем критические зоны действия этих напряжений отличаются более светлым тоном. На фигурах показаны:
- известная волока со стороны выходной зоны, то есть вид вставки сзади (фиг.4);
- известная волока со стороны входной зоны, то есть вид вставки спереди (фиг.5);
- предлагаемая волока со стороны выходной зоны, то есть вид вставки сзади (фиг.6);
- предлагаемая волока со стороны входной зоны, то есть вид вставки спереди (фиг.7).
Сравнение картин полей напряжений, возникающих от действующих на волоку распорных сил Q, показывает следующие явные преимущества предлагаемого технического решения, а именно: значительно уменьшаются площади зон действия опасных напряжений в теле вставки (фиг.6 и 7) по сравнению с аналогичными зонами в теле вставки известной волоки (фиг.4 и 5).
При выполнении волочильного канала с заявленной удлиненной выходной зоной существенно изменяется в благоприятном направлении распределение полей напряжений, развивающихся в теле вставки под действием распорных сил, приложенных к стенкам канала (фиг.6 и 7):
- сглаживается кумулятивное действие этих напряжений в ослабленных местах вставки;
- снижается интенсивность указанных напряжений;
- в зоне максимального действия этих напряжений им противостоит более толстое сечение волочильной вставки, а также более массивная часть стальной обоймы.
В результате использования предлагаемой формы волочильного канала, выполненного со значительно удлиненной выходной зоной, на основании данных заявителя по волочению промышленных партий 15 размеров полос из нихрома марки Х20Н80-Н достигнуто значительное повышение стойкости твердосплавных волок против разрушения, а именно: количество протягиваемого металла до замены разрушенной волоки составляет до 4000-5000 кг вместо ранее имевшей место максимальной массы протянутого металла до разрушения 200 кг.
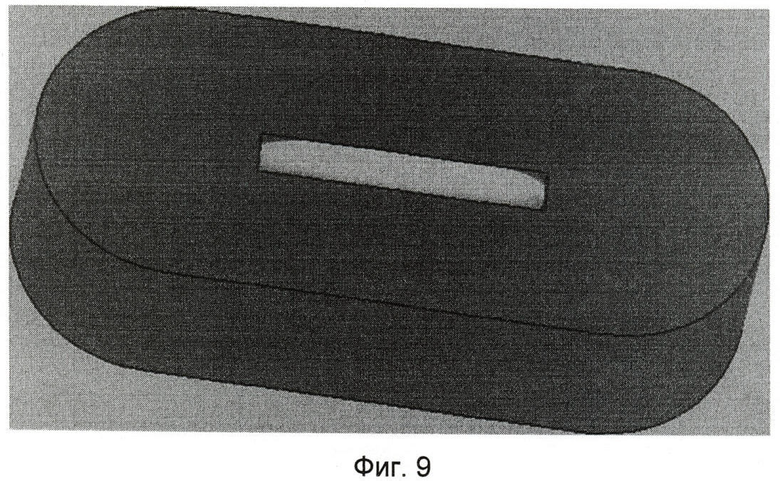
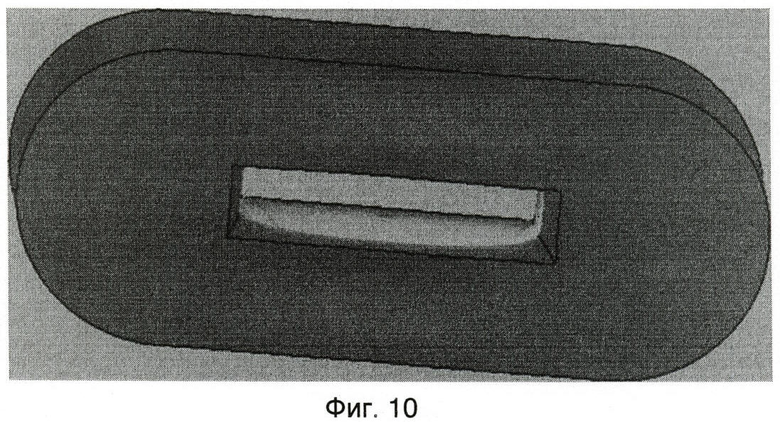
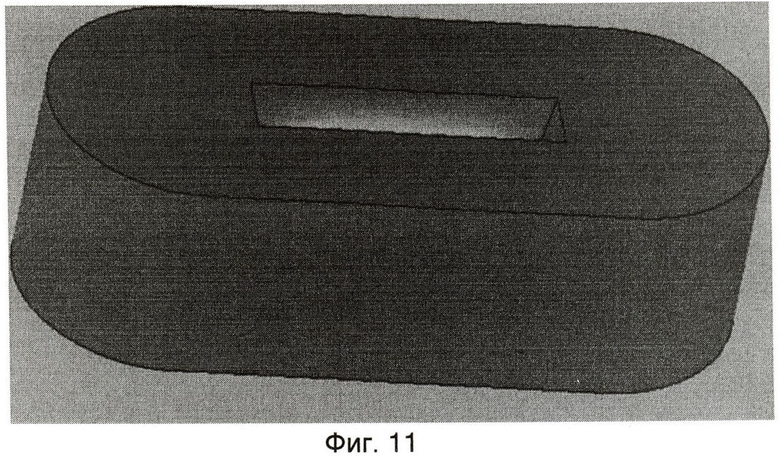
Дополнительно к качественной картине полей напряжений по тому же источнику [18] рассчитан уровень упругих деформаций вставки (из твердого сплава ВК8) в рабочей и калибрующей зонах канала, возникающих в известной волоке в процессе волочения и показанных со стороны входной зоны (фиг.8) и со стороны выходной зоны с ее конкретной длиной 3 мм, т.е. при отношении lвых. зоны/lканала=0,12 (фиг.9); аналогично - для предлагаемой волоки с конкретной длиной выходной зоны 6 мм, то есть при заявленном отношении lвых. зоны/lканала=0,24 (фиг.10 и 11). Из сравнения картин упругих деформаций (они на фиг.8-11 отличаются более светлым тоном), действующих в известной и предлагаемой волоках, следуют выводы:
1) зона упругих деформаций в известной волоке имеет существенно более развитый характер, то есть площадь их воздействия в известной волоке значительно выше, чем в предлагаемой волоке;
2) сравнение зон в том и другом случае свидетельствует о том, что в предлагаемой волоке (фиг.10 и 11) эта зона смещена (сдвинута) против направления волочения по сравнению с аналогичной зоной в известной волоке (фиг.8 и 9), то есть в предлагаемой волоке нагрузка на инструмент распределена более равномерно, и опасным напряжениям противостоят утолщенные сечения как вставки, так и обоймы (фиг.3);
3) картина упругих деформаций, имеющих дугообразное распределение по ширине вставки (то есть по длинной стороне сечения полосы), находится в полном соответствии с дугообразным видом излома вставки при ее разрушении (фиг.1).
Далее рассмотрен пример конкретной реализации заявленного технического решения при его использовании в технологическом процессе получения полосы из нихрома Х20Н80-Н с размерами поперечного сечения 4×40 мм, отвечающей требованиям стандарта [17].
Конический слиток диаметром 85/120 и высотой 650 мм, полученный наполнительным литьем в чугунную изложницу, после нагрева до температуры прокатки в газовой камерной печи прокатывают на мелкосортно-проволочном стане 300 на заготовку сечением 6×43 мм со смоткой в бунт. После щелочно-кислотного травления, промывки в воде и завальцовки конца заготовки ее протягивают на однократном барабанном волочильном стане ВСГ1/650 за 4 прохода на готовую полосу 4×40 мм с промежуточными отжигами в шахтной печи при температуре 950°С и травлениями после каждого прохода. В первом и втором проходах в качестве обязательного условия используют твердосплавную волоку с каналом, у которого выходная зона выполнена удлиненной в соответствии с формулой заявленного технического решения. Конкретно: lвых. зоны волоки для первого прохода как наиболее нагруженного составляет 7,5-8 мм, следовательно, отношение ее длины к полной длине волочильного канала составляет lвых. зоны/lканала=(7,5…8)/25=0,3-0,32. Для второго прохода маршрута lвых. зоны=6,5-7 мм, следовательно, отношение ее длины к полной длине канала (6,5…7)/25=0,26-0,28. В третьем и четвертом проходах влияние повышенной толщины горячекатаной заготовки (вследствие плюсового допуска на ее размеры) практически неощутимо, поэтому заявленное отношение можно выдерживать в области нижнего предела интервала, то есть принимать его равным 0,24-0,26. При такой величине этого отношения длина выходной зоны составляет lвых. зоны=(0,24…0,26)·25=6-6,5 мм. Точно такие же значения указанного отношения выдерживают и для других размеров нихромовых полос, число которых в производстве заявителя, как отмечено выше, составляет 15 позиций.
Использование предлагаемого технического решения для волок, применяемых в производстве заявителя при получении нихромовой проволоки диаметром от 0,8 до 10 мм (что превышает верхний предел, установленный ГОСТ 12.7666.1-90), также показало его практическую значимость и несомненную эффективность. Разумеется, нагрузка на инструмент в случае волочения катанки круглого сечения до проволоки чистовых диаметров существенно снижена по сравнению с волочением полосовых профилей, однако и в этом случае достигнуто значительное повышение эксплуатационной стойкости твердосплавных волочильных вставок против разрушения.
В производстве заявителя при получении полос из нихрома намеренно предусмотрено отклонение в нижнюю сторону от оси волочильного канала направления действия силы волочения, прикладываемой к переднему концу полосы, - с целью уменьшения диаметра бунта протянутой полосы до необходимого значения, определяемого габаритами рабочего пространства печи для отжига нагартованного металла. Вследствие высоких прочностных и упругих характеристик сплава бунт после окончания операции волочения, как правило, проявляет пружинные свойства, то есть может произвольно разворачиваться, увеличивая свой диаметр, если не предусмотреть специальные меры для компенсации этого явления. Одной из них является использование барабанного волочильного стана со сниженным диаметром барабана; в частности, в производстве заявителя вместо положенного для этой цели волочения на стане ВСГ1/1000 его проводят на стане ВСГ1/650. Вместо положенного для волочильной машины ВСГ1/1000 барабана диаметром 1000 мм устанавливают на эту машину барабан диаметром 650 мм, перетачивая исходный барабан или устанавливая его от машины ВСГ1/650, что одновременно увеличивает максимальное усилие волочения, необходимое при волочении прочных сплавов типа нихрома. Это позволяет иметь диаметр протянутого развернутого бунта около 1000 мм, и такой бунт беспроблемно отжигают в шахтной электрической печи. Однако эта мера (отклонение силы волочения) приводит к дополнительной нагрузке на нижнюю часть волочильной вставки и, в конечном счете, усугубляет ее склонность к разрушению в виде излома, показанного на фиг.1. Тем не менее, эту склонность в полной мере удалось исключить путем использования заявляемого технического решения.
Что касается эксплуатационной стойкости твердосплавной вставки, то при использовании заявляемого технического решения для самого массового профиля сечением 3×30 мм она составляет 5000-5500 кг протянутого металла. Разрушение волок для полос всех без исключения размеров в виде излома твердосплавных вставок при использовании инструмента с заявленными параметрами прекратилось полностью; волоки выходят из строя, как правило, либо вследствие износа волочильного канала в виде налипания нихрома (что недопустимо ухудшает качество поверхности полос) либо из-за снижения необходимой точности размеров чистовых профилей (по той же причине).
Волочильный канал твердосплавной волоки в производстве заявителя получают процессом электроэрозионного вырезания с использованием прецизионного станка AGIECUT CLASSIK 2S (Швейцария), применяя в качестве расходуемого электрода проволоку из латуни марки Л63 диаметром 0,25 мм. Марка твердого сплава, как правило, ВК8. Станок оснащен следующими устройствами и системами:
- высоко адаптированной системой программного обеспечения;
- обратной связью обрабатывающего центра с управляющей ЭВМ, осуществляемой с помощью оптических устройств;
- системой поддержания устойчивого температурного режима рабочей среды - дистиллированной деионизированной воды - с целью минимизации тепловых искажений и стабилизации параметров электрической дуги;
- системой кондиционирования окружающей воздушной среды;
- высокоточными устройствами, обеспечивающими дискретность шага в процессе электроэрозионного вырезания, равную 0,1 мкм.
В связи с этим получение требуемых согласно заявленному техническому решению параметров волочильного канала, в том числе выходной зоны, осуществляется вполне надежно, то есть с необходимой точностью.
Источники информации
1. Патент США №4552599. Process for producing insulated rectangular wire. МКИ В21С 37/04, H01B 13/00. Опубликовано 12.11.85.
2. Патент США №3177075. Nickel - Chromium sheet alloy. НКИ 75-171.
3. Патент США №3625678. Nickel - Chromium alloys adapted for producing weldable sheet. МКИ. С22С 19/00. Опубликовано 7.12.71.
4. Патент Франции №2745147. Resistive heating element enclosed in layered mica sheet. МКИ Н05В 3/10. Опубликовано 22.08.97.
5. Патент Великобритании №2153845. Production of superalloy sheet. МКИ С22С 19/05. Опубликовано 29.08.85.
6. Красильников Л.А., Красильников С.А. Волочильщик проволоки. Изд/2-е М.: Металлургия, 1977. 240 с.
7. Ерманок М.З., Ватрушин Л.С. Волочение цветных металлов и сплавов. Изд. 2-е. М.: Металлургия, 1988. 288 с.
8. Красильников Л.А., Лысенко А.Г. Волочильщик проволоки. Изд. 3-е. М.: Металлургия, 1987. 320 с.
9. Хаяк Т.С. Инструмент для волочения проволоки. М.: Металлургия, 1974, 128 с.
10. Брабец В.И. Проволока из тяжелых цветных металлов и сплавов. Справочник. М.: Металлургия, 1984. 296 с.
11. Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов. М.: Металлургия, 1967. 151 с.
12. Ландихов А.Д. Производство труб, прутков и профилей из цветных металлов и сплавов. М.: Металлургия, 1971. 448 с.
13. Минин П.И. Исследование волочения прутков стали. М.: Машгиз, 1948. 82 с.
14. Перлин И.Л., Ерманок М.З. Теория волочения. Изд. 2-е М.: Металлургия, 1971. 488 с.
15. Ильюшин А.А. Прикладная математика и механика. Т.19, вып.6, 1955.
16. ГОСТ 3882-74. Сплавы твердые спеченные. Марки. М.: Издательство стандартов, 1986. 18 с. УДК 669.18.25:006.354. Группа В56.
17. ГОСТ 12766.2-96. Лента из прецизионных сплавов с высоким электрическим сопротивлением. ОКП 123500, 123600. Группа В34.
18. http:/www.solidworks.ru/com/index.html.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ МЕДНОСЕРЕБРЯНОГО СПЛАВА | 2006 |
|
RU2317867C1 |
| Волока | 1987 |
|
SU1454533A1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОВОЙ БРОНЗЫ | 2002 |
|
RU2239670C2 |


Изобретение предназначено для многократного повышения эксплуатационной стойкости твердосплавных волок, предназначенных для волочения изделий из сплавов с высоким пределом прочности типа нихрома. Волока имеет волочильный канал, состоящий из деформационной, калибрующей и выходной зон. Благоприятное распределение напряжений в теле волоки, резко снижающее вероятность ее разрушения, обеспечивается за счет того, что отношение длины выходной зоны волочильного канала к полной длине канала составляет 0,24-0,32. 11 ил.
Твердосплавная волока для волочения изделий из труднодеформируемых сплавов типа нихрома, имеющая волочильный канал, состоящий из деформационной, калибрующей и выходной зон, отличающаяся тем, что волочильный канал выполнен с отношением длины выходной зоны к полной длине волочильного канала, равным 0,24-0,32.
| ЕРМАНОК М.З | |||
| и др | |||
| Волочение цветных металлов и сплавов, изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Металлургия, 1988, с.288 | |||
| Волока-матрица | 1987 |
|
SU1521516A1 |
| Волока | 1980 |
|
SU969353A1 |
| US 4726211 A, 23.02.1988. | |||

