В гОрной промышлеННойти для бурения шпуров применяются как буры, так и коронки, армированные твердым сплавом.
Заменить твердосплавные коронки стальными не представляется возможным, так как стальные коронки очень быстро тупятся, и, чтобы пробурить одно и то же количество метров, вместо одной коронки, армираван ной твердым сплавом, до ее затупления, необходимо 20-25 стальных коронок. Быстрое затупление стальных кор-онок снижает производительность процесса бурения. Замена затуплеиных коронок острыми требует дополнительного времени, что также снижает производительность бурения.
С целью увеличения стойкости коронок уже предлагались королки из легированной стали, которые в процессе бурения самозатачиваются, чем увеличивается ИХ стойкость и сокращается время на замену сра ботанных коронок.
Самозатачивание достигается при этом путем соответствующего размещения режущих лезвий и получением закаленной сердцевины и мягкого поверхностного слоя режущих лезвий путем его обезуглероживания.
Как известно, долотообразная коронка при бурении изнашивается неравномерно: в центре - меньше, а по краям - больше. Отношение это для буров, армированных твердыми сплавами, колеблется в больших пределах - от 3 до 5. Такое изменение аависит от абразивности буримой породы и состава твердого спла;ва, а также и от качества его изготозления. Поэтому для того, чтобы иметь равномерное изнашивание коронки, необходимо в долотообразных коронках на периферии иметь усиленное лезвие, которое имело бы стойкость, в 3-5 раз большую, чем в центре. Этого можно достигнуть тем, что коронке путем поковки придается форма, соответствующая затупленности коронки, с таким расчетом, чтобы лезвие цеитральяой части было тоньше краев примерно в 3-5 раз.
Для придания коронке формы, соответствующей затупленности коронки, в боковых торцах бура делаются пазы, разделяющие каждый из концов лезвия на две части. Сама коронка отковывается тоньще в средней части.
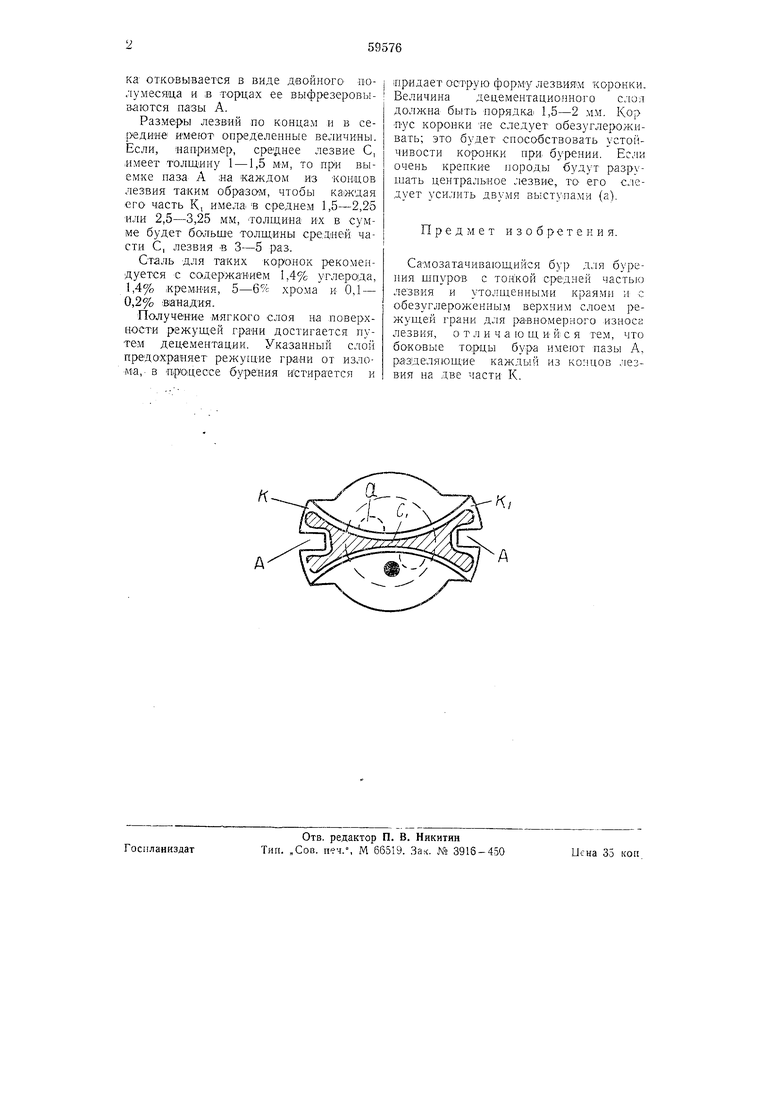
На чертеже показана такая форма долотообразной коронки бура. Коро-нка отковывается в виде Д)воиного по.гумесяца и ;в торцах ее выфрезеровываются пазы А.
Размеры по концам и в середине имеют определенные величины. Если, например, среднее лезвие С, |Имеет толщину 1 -1,5 мм, то при выем:хе паза А ;на каждом из концов лезвия таким образоМ, чтобы каждая его часть Ki имела, в среднем 1,5-2,25 или 2,5-3,25 мм, толщина их в сумме будет больш-е толщины средней части С, лезвия в 3-5 раз.
Сталь для таких коронок рекомендуется с содержанием 1,4% углерода, 1,4% крем.ния, 5-6% хрома и 0,1 - 0,2% ванадия.
Получеиие мягко1го слоя на поверхности режущей грани достигается путем децементации. Указанный слой предохраняет грани от излома,, в П|рО(цеосе бурения истирается и
иридает острую форму лезвиям коронки. Величина децементационного слои должна быть порядка 1,5-2 мм. Кор Пус короики не следует обезуглероживать; это будет спосо-бствовать устойчивости коронки при бурении. Если очень крепкие породы будут разрушать центральное лезвие, то кто следует усилить двумя выступами (а).
Предмет изобретения.
Салмозатачивающийся бур для бурения июуро-в с тонкой средней частью лезвия и утоочщенными краями и с обезуглероженны.м верхним слоем режущей грани для равномерного износа лезвия, о т л и ч а ю щ и и с я тем, что боковые торцы бура имеют пазы А, разделяющие каждый из концов .лезвия на две части К.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| Буровая коронка | 1990 |
|
SU1747668A1 |
| Алмазная буровая коронка | 1991 |
|
SU1776284A3 |
| РЕЗЕЦ ДЛЯ ТЕРМОФРИКЦИОННОГО ИНСТРУМЕНТА | 2004 |
|
RU2288340C2 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| БУРОВАЯ КОРОНКА С КЛИНОВЫМ СОЕДИНЕНИЕМ РЕЗЦОВ | 2014 |
|
RU2588524C2 |
| АНТИВИБРАЦИОННАЯ КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2016 |
|
RU2613712C1 |
| Алмазная буровая коронка | 1990 |
|
SU1828902A1 |
| Буровая коронка | 1990 |
|
SU1789643A1 |
