ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу соединения неизолированных электрических проводников гибкого эквипотенциального соединительного слоя для соединения металлических деталей, в частности электрических цепей линий обратного тока самолетов нового поколения с обшивкой, выполненной из композитного материала. Изобретение относится также к обжимному инструменту, предназначенному для осуществления этого способа, концевых и промежуточных соединителей для такого соединения, а также к жгутам, содержащим гибкий эквипотенциальный соединительный слой, который снабжен такими соединителями для соединения этого слоя проводников с упомянутыми металлическими деталями линий обратного тока.
Композитный материал этого нового поколения обшивки содержит гетерогенный материал на основе углеродных волокон. Традиционно, функции электрических межсоединений осуществлялись алюминиевой обшивкой самолетов старого поколения. Авиаконструкторы использовали для линий обратного тока оборудование потребителей тока, при использовании одного и того же потенциала для всех металлических деталей, защиты СЕМ (электромагнитная совместимость) электрической установки, от потоков токов молний - прямых или наведенных - и электростатических нагрузок.
Изобретение может также использоваться в любой структуре или конструкции, требующей поступления электричества в эквипотенциальном состоянии, в особенности, но не исключительно, в фюзеляжах пассажирских салонов самолета с композитной обшивкой.
УРОВЕНЬ ТЕХНИКИ
Углеродные композитные материалы обладают недостаточной электропроводностью и плохо выдерживают нагревания, вызванные тепловым действием тока. Такое покрытие не может быть использовано для выполнения упомянутых выше функций.
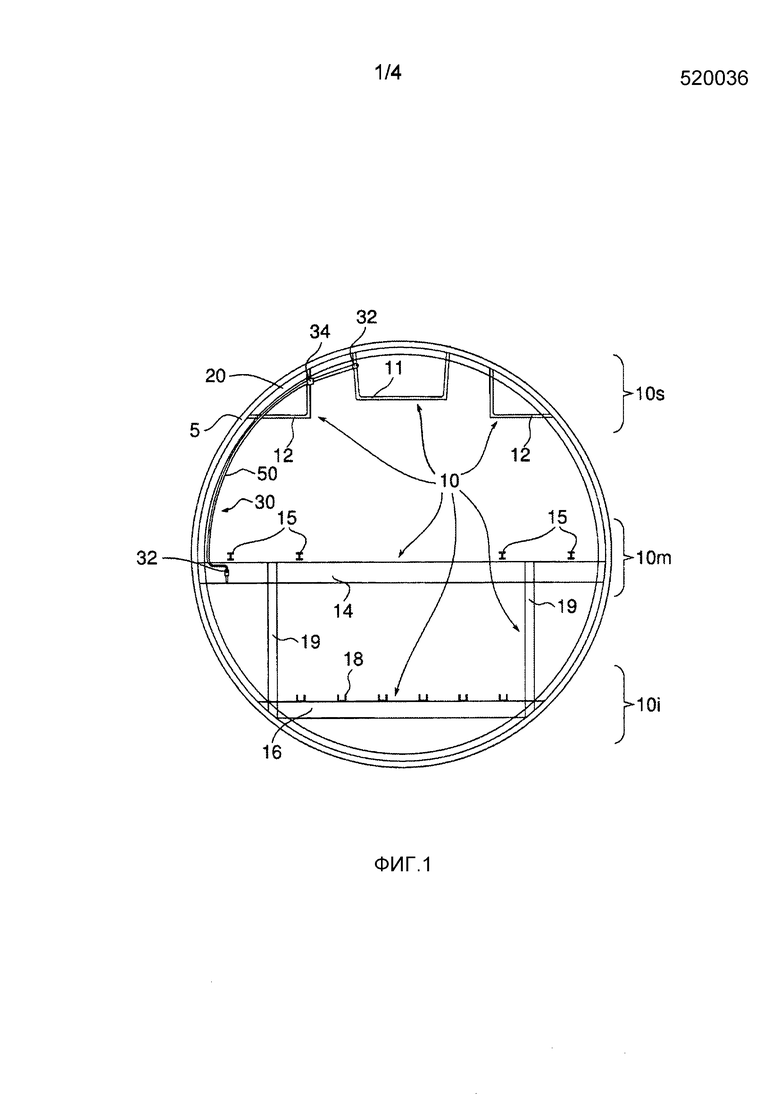
Для обеспечения выполнения функций электрических межсоединений в самолете с обшивкой из композитной структуры была предложена конструкция, выполненная из металлических деталей для создания электрической сети. В общем, эта сеть состоит из трех продольных линий, которые проходят вдоль фюзеляжа самолета. В соответствии с поперечным разрезом пассажирского салона, изображенным на фиг. 1, обшивка самолета 5 из углеродного материала выполнена в виде изогнутой стенки, на которой закреплены три части, например, сети 10 линии обратного тока: верхняя 10s, средняя 10m и нижняя 10i продольные части.
Верхняя часть 10s сети содержит центральный суппорт 11 и два боковых металлических суппорта. В центральном суппорте 11 размещены кабели и технические материалы, тогда как в боковых суппортах расположены багажные отсеки.
Средняя часть 10m выполнена в виде металлической траверсы 14, на которой установлены металлические направляющие 15 для пассажирских кресел.
Нижняя часть 10i содержит другую металлическую траверсу 16 для размещения металлических грузовых направляющих 18. Конструктивные металлические тяги 19 связывают среднюю металлическую траверсу 14 с нижней металлической траверсой 16.
Верхняя, средняя и нижняя части объединены в единую сеть поперечной конструктивной рамой 20 из композитного материала на основе углеродных волокон. На этой углеродной раме 20 гибкие жгуты 30 соединяют суппорты 11 и 12 верхней части 10s со средней траверсой 14.
В примере разводки по фиг. 1 жгуты 30 содержат два концевых соединителя 32, закрепленных на центральном суппорте 11 и на средней траверсе 14, а также промежуточный соединитель 34, закрепленный на боковом суппорте 12. Жгуты 30 состоят из плоского слоя 50 электрически неизолированных проводников, образованных шнурами из алюминиевых жил, соединенных с соединителями 32 и 34. Такой жгут обеспечивает разводку в узком пространстве, например между углеродной рамой 20 и защитной термозвукоизолирующей панелью или внутренней панелью пассажирского салона.
Структура электрической сети создана, таким образом, для повышения безопасности работы.
Одной из критических точек этой сети является способ выполнения промежуточных 34 и концевых 32 соединителей между слоем алюминиевых проводников 50 и металлическими структурами, образующими сеть 10 линий обратного тока самолета.
Соединители проводников традиционно выполнены из наконечников и удлинителей для алюминиевых проводников или модуля массы. Однако эти наконечники, удлинители или модули не позволяют осуществить воспроизводимые, одинаковые, плотные и надежные соединители с многожильными неизолированными алюминиевыми проводниками и обеспечить уменьшение массы при малой стоимости. В частности, в области самолетостроения эти аспекты, связанные с массой, единообразием распределения усилий и стоимостью, приобретают особое значение.
В частности, существующие решения не позволяют распределить усилия и сопротивления соединения проводников одновременно, по отдельности и равномерно. Кроме того, соединения должны иметь возможность простого сопряжения с металлическими структурами сети линий обратного тока. Вместе с тем, одинаковый обжим нескольких проводников неосуществим с помощью известного обжимного инструмента, который в общем случае представляет собой пуансон и матрицу, либо несколько диаметрально противоположных пуансонов для обжима каждого проводника в отдельности. Более того, известные соединители не позволяют обеспечить надежную и продолжительную изоляцию для множества проводников из электрически неизолированных алюминиевых сплавов, причем изоляция обеспечивается только изолирующей оболочкой соединений проводов с наконечниками или модулями массы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предоставление воспроизводимого, единообразного и надежного соединения как для промежуточных, так и для концевых соединений с плоским многослойным жгутом проводников описанного выше типа. Для этого в изобретении предусматривается одновременный обжим проводников в соединителях путем приложения непрерывного и одинакового давления в обжимаемой зоне.
Точнее настоящее изобретение относится к способу соединения путем обжима электрических проводников в соединителях для эквипотенциального соединения с металлическими деталями. Эти электрические проводники, которые образуют плоский и гибкий слой, размещены в отдельных продольных и параллельных гнездах, образованных между двумя плоскими стенками каждого соединителя. Эти соединители далее обжимаются в зоне обжима путем поперечного и одновременного штампования, по меньшей мере, одной стенки соединителя. Это поперечное штампование образует, по меньшей мере, одну линию поперечных канавок, соответствующую, по меньшей мере, упомянутой стенке соединителя и, вследствие распределения нагрузки, на каждый из проводников.
В соответствии с предпочтительными вариантами воплощения:
- штамповку осуществляют путем одинакового выполнения ребра, по меньшей мере, на одной из стенок соединителя;
- штамповку осуществляют попеременно таким образом, что поперечные канавки предназначены для образования волнообразного размещения проводников в соединителях;
- ребра и соответствующие канавки имеют цилиндрическую форму.
Настоящее изобретение также относится к обжимному инструменту, содержащему два корпуса, при этом каждый корпус имеет основную стенку, образующую внутреннюю сторону, снабженную, по меньшей мере, одним поперечным ребром, при этом каждый корпус содержит также края, загнутые перпендикулярно стенкам для образования внутреннего пространства. В этом пространстве соединитель проводников, расположенный перпендикулярно ребрам, может быть введен для осуществления упомянутого выше способа соединения путем обжима.
Предпочтительно, обжимный инструмент содержит два ребра на внутренней стороне корпуса и ребро, расположенное между двумя другими ребрами на внутренней стороне другого корпуса, расположенного напротив в процессе обжима.
Настоящее изобретение также относится к модульному многоточечному соединителю для соединения слоя параллельных проводников с металлической деталью линии обратного тока. Такой соединитель содержит внутренние гнезда, продольные относительно посадочного места проводников, причем эти гнезда образованы двумя внутренними сторонами продольно расположенных стенок. По меньшей мере, одна канавка для обжатия проводников простирается поперечно, по меньшей мере, на одной внутренней стороне стенки. Этот соединитель содержит также средства для соединения с металлическими деталями линии обратного тока, причем эти средства закреплены, по меньшей мере, в одном отверстии, образованном в упомянутых стенках.
В соответствии с предпочтительными вариантами воплощения:
- соединитель является концевым соединителем, в котором глухие отверстия гнезд открываются на поперечной стороне;
- средства крепления закреплены, таким образом, на другом конце, нежели выходная сторона гнезд, в частности на стороне, противоположной этой выходной стороне;
- соединитель является промежуточным соединителем, в котором гнезда являются сквозными и открываются на концах двух поперечных сторон;
- средства соединения размещены в центральной зоне стенок соединителя.
В соответствии с предпочтительными вариантами воплощения:
- соединители выполнены из алюминиевого сплава с малым сопротивлением;
- поверхность соединителей обработана, в частности, путем никелирования, лужения, серебрения и тому подобным образом, для осуществления соединения путем прикрепления с плотной посадкой относительно соответствующих соединяемых деталей для того, чтобы не допустить гальванической коррозии;
- гнезда на концах имеют скошенные поверхности, чтобы облегчить вставку проводников;
- промежуточные соединители, соединенные с упомянутым слоем и с соединяемыми деталями, вставляются в любой точке слоя между двумя концевыми соединителями;
- концевые и промежуточные соединители имеют толщину, незначительно превышающую диаметр проводников.
Изобретение также относится к соединительному жгуту, выполненному с возможностью соединения металлических деталей линии обратного тока. Этот жгут содержит параллельные проводники, образующие плоский и гибкий слой, описанные выше концевые и промежуточные модульные многоточечные соединители, предназначенные для соединения с упомянутыми металлическими деталями, и оболочку, покрывающую слой и соединения между слоем и соединителями.
В соответствии с частными вариантами воплощения:
- каждый проводник образован из множества единичных алюминиевых жил, сгруппированных в шнур, а проводники сгруппированы друг с другом путем соединений, которые перпендикулярны проводникам и распределены вдоль слоя;
- оболочка выполнена из материала PVF (поливинилфторида) или РТЕЕ (политетрафторэтилена);
- оболочка содержит гибкие водонепроницаемые изоляционные пленки, покрывающие слой проводников, и термоусаживаемую оболочку, герметично покрывающую изделие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие аспекты и признаки реализации изобретения станут понятны из нижеследующего подробного описания и сопроводительных чертежей, на которых:
- фиг. 1 изображает вид в поперечном разрезе части пассажирского салона самолета, снабженного, например, проводкой согласно уровню техники (уже описанному);
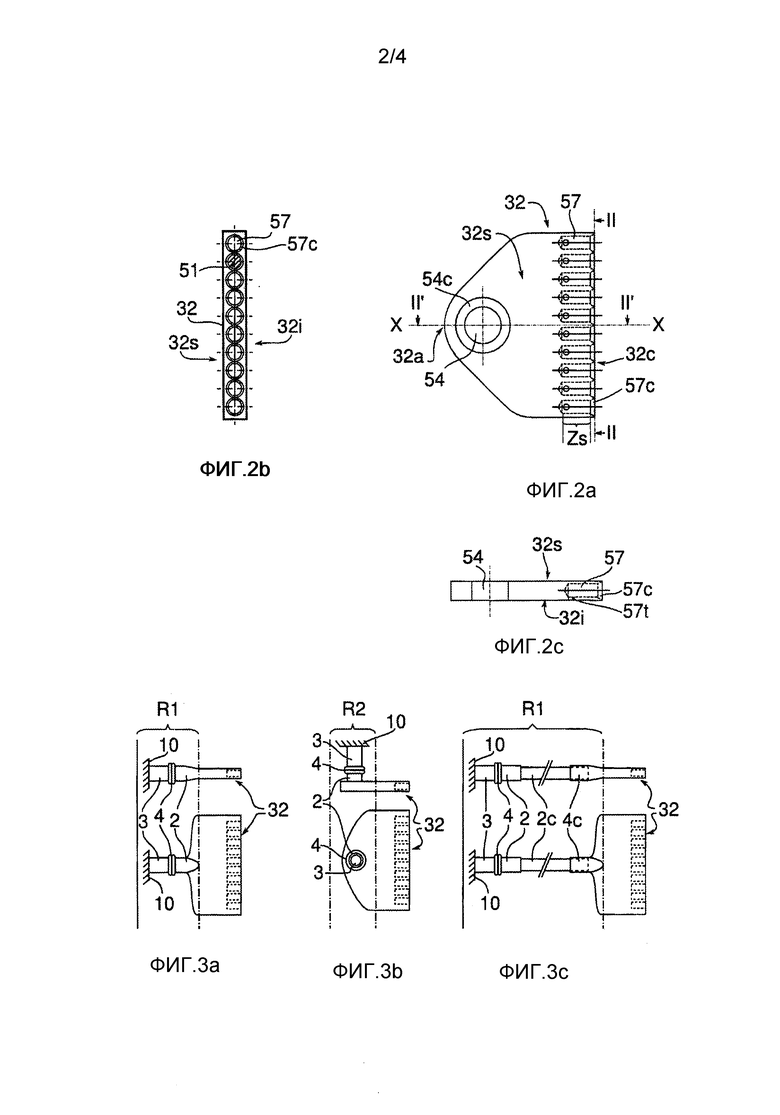
- фиг. 2а-2с изображают виды фронтальный и в разрезах по II-II и IIʹ-IIʹ примера концевого соединителя согласно изобретению;
- фиг. 3а-3с схематично изображают на виде сбоку и сверху примеры соединений концевого соединителя согласно изобретению в сети обратного тока;
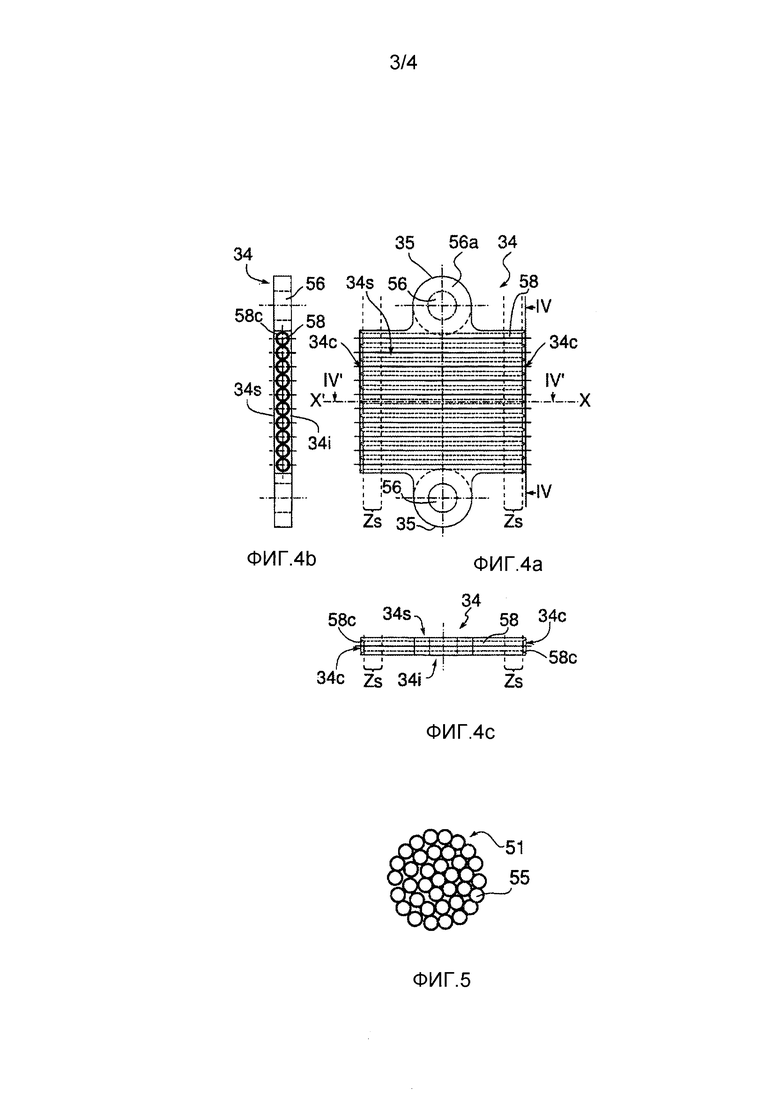
- фиг. 4а-4с изображают фронтальный вид и виды в разрезе по IV-IV и IVʹ-IVʹ примера многоточечного промежуточного соединителя;
- фиг. 5 изображает вид в поперечном разрезе одного из проводников сжимаемого в соединителе слоя;
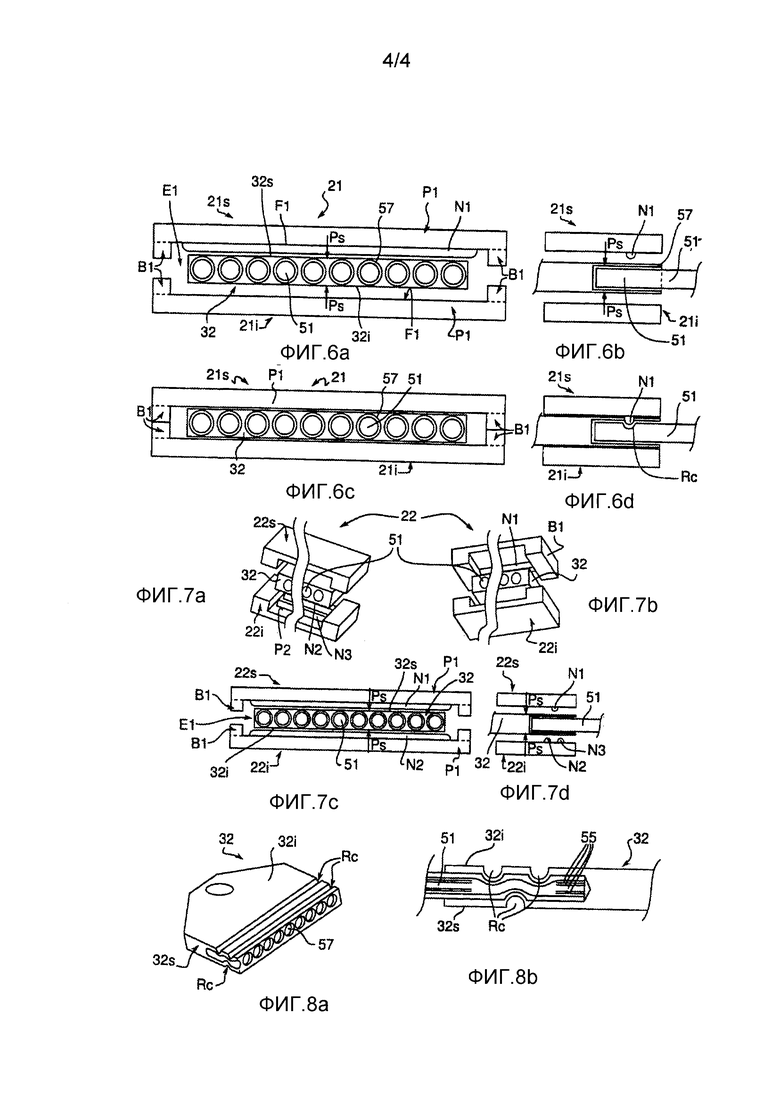
- фиг. 6а-6d изображают фронтальные виды (6а и 6с) и виды в разрезе (фиг. 6b и 6d), соответственно, до и после обжима, пример инструмента для обжима проводников в соединителе согласно изобретению;
- фиг. 7а-7d изображают виды в перспективе (фиг.7а и 7b), фронтальный вид (фиг.7с) и вид в разрезе (фиг. 7d) другого примера инструмента для обжима проводников в соединителе согласно изобретению, и
- фиг. 8а и 8b изображают вид в перспективе и вид в разрезе концевого соединителя после обжима проводников с использованием инструмента по фиг. 7а-7d.
ПОДРОБНОЕ ОПИСАНИЕ
Идентичные ссылочные позиции, используемые на различных чертежах, относятся к идентичным или технически эквивалентным элементам. Термины «верхний», «средний», «нижний» относятся к положению, касающемуся стандартного варианта использования или монтажа. Термины «продольный» и «поперечный» характеризуют элементы, простирающиеся соответственно в заданном направлении и в плоскости, перпендикулярной этому направлению, в частности «продольный» обозначает ось фюзеляжа самолета.
Концевые соединители 32, изображенные на фронтальном виде и в разрезах по II-II и IIʹ-IIʹ фиг. 2а-2с, содержат верхнюю стенку 32s и нижнюю стенку 32i, между которыми располагаются со стороны 32с и по всей длине этой стороны отдельные выровненные гнезда 57. Каждое гнездо 57 предназначено для приема конца проводника и последующего обжима по всей своей длине. На входе каждого гнезда 57 предусмотрены фаски 57с для облегчения введения проводника и сохранения сцепления алюминиевых жил проводников 51 (фиг. 5) между собой в процессе введения проводников 51 в их отдельное гнездо. Таким образом, исключается то, что одна или несколько жил останутся снаружи обжимаемого гнезда. В случае концевых соединителей 32 гнезда 57 представляют собой глухие полости.
Концевые соединители 32 соединены с металлическими деталями суппорта 11 и траверсы 14 (фиг. 1) для линии обратного тока путем соответствующих креплений и сопряжений. Область электрического контакта 54с, которая окружает крепежное отверстие 54, вытянута, чтобы не превышать предварительно определенные границы нагрева под воздействием эффекта Джоуля.
Изображенный концевой соединитель имеет продольную ось симметрии ХʹХ и кончик, обозначенный 32а, при этом отверстие 54 выполнено, по существу, в центре выступа. Такое фиксирующее сопряжение может размещаться на изогнутой поверхности, сгибе под заданным углом и т.д. В соответствии с другими вариантами сопряжение может быть выполнено быстроразъемным, на 1/4 оборота и т.п.
В схематических примерах, изображенных на видах сбоку и сверху на фиг. 3а-3с, соединения являются быстроразъемными, так чтобы можно было осуществить соединение/разъединение, например, менее чем за 10 секунд. Соединения R1, R2, R3 состоят, таким образом, из двух частей: часть 2 соединителя, не демонтируемая с концевого соединителя 32, заменяет соединительную систему отверстием 54. Геометрия кончика 32а (фиг.2а) локально изменена для адаптирования этой части 2 к системе быстрого соединения/разъединения. Ответная часть 3, прикрепляемая к детали 2 средствами 4 для привинчивания или защелкивания, устанавливается далее на элементе 10 линии обратного тока (фиг. 1). В другом варианте воплощения, первый участок этой детали 2 образован, например, кабелем 2с (фиг. 3с) и может быть установлен на концевом соединителе 32 с помощью обжимных средств 4с.
Что касается промежуточных соединителей, то их - фронтальный и в разрезе - виды IV-IV и IVʹ-IVʹ изображены, соответственно, на фиг. 4а-4с.
Этот соединитель содержит верхнюю стенку 34s и нижнюю стенку 34i, между которыми размещены гнезда по всей длине сторон 34с. Гнезда 58 выполнены в виде продольных непрерывных полостей, проходящих сквозь соединитель 34 от одного края до другого. Эти полости на концах имеют фаски 58с, облегчающие доступ проводников в гнезда 58.
Проводники 51, такие как изображены в разрезе на фиг. 5, вставляются по отдельности в гнезда 58 без какой-либо обрезки, что приводит к росту контактного сопротивления и увеличению надежности соединения. Проводники обжимаются в гнездах в зонах обжатия Zs, образованных вблизи одного и/или другого из концов 34с соединителя 34.
Сопряжение промежуточного соединителя 34 с металлическими деталями самолета адаптировано к специфическим требованиям. Так, промежуточные соединители 34 могут иметь единственный кончик 35 с крепежным отверстием 56, или, как изображено, два кончика 35, симметричных относительно продольной оси ХʹХ, с двумя крепежными отверстиями 56. Выступ области электрического контакта 56а, который окружает крепежное отверстие 56, оптимизирован с точки зрения тепловыделения, а крепление осуществляется привинчиванием или подобным образом через отверстия 56.
Что касается концевых соединителей, сопряжение может быть изогнутым, согнутым под заданным углом, или тому подобным. Также другие варианты сопряжения могут быть выполнены быстроразъемными, в ¼ оборота или тому подобными. Предпочтительно, эти промежуточные соединения 34 позволяют присоединять кабель линии обратного тока элемента оборудования наиболее близко от этого элемента оборудования, образуя Т-образное ответвление, например, с помощью соединений R1-R3, изображенных на фиг. 3а-3с.
Таким образом, сопряжение многоточечного промежуточного соединителя 34 с плоским слоем выполнено путем вставки и обжима каждого проводника в отдельном гнезде 58. Каждый проводник 51 состоит из единичных алюминиевых жил 55, сгруппированных для образования шнура, как изображено на виде в разрезе на фиг. 5. Представленный в качестве примера проводник представляет собой калиброванный образец AWG12, который имеет внешний диаметр примерно 2 мм.
В процессе размещения данного слоя в заданном положении специализированные инструменты позволяют обрезать и обжимать каждую часть слоя в соединителях 32 и 34 для изготовления требуемого жгута. Соединение жгута, таким образом, может быть адаптировано в соответствии с конфигурацией и размерами изготавливаемой установки. В частности, соединение может быть адаптировано к удельному сопротивлению осуществляемого соединения, переходному току или току перегрузки, количеству точек крепления и габаритным требованиям установки, а также к количеству соединяемых деталей.
Геометрия соединителей позволяет уменьшить их общую массу до абсолютного минимума. В частности, толщина соединителей 32 и 34 между их стенками точно равна максимальному диаметру проводников 51, оставаясь достаточной для сохранения жесткости, совместимой с наличием гнезд.
Соединители предпочтительно выполнены из алюминиевого сплава, предназначенного для электропроводки и соответственно обладающего малым удельным сопротивлением. Обработка поверхности для соединителей (покрытие никелем, лужение и т.п.) предпочтительно выполняется для того, чтобы эта поверхность имела малое удельное сопротивление и образовывала электрические соединения при сопряжении с плотной посадкой путем прикрепления к суппортам 11, 12 и траверсам 14, 16, подлежащим соединению (см. фиг. 1). Таким образом, уменьшены риски гальванической коррозии в области электрического соединения.
Упомянутый слой является также модульным для облегчения его адаптивности: количество проводников 51, их сечение, размеры соединителей, количество промежуточных соединителей, толщина и ширина слоя регулируются. Кроме того, электрические и механические сопряжения соединений могут быть адаптированы к соединяемой детали.
Финишная обработка в области концевых соединителей 32 и промежуточных 34 соединителей обеспечивается участками полиолефиновой термоусаживаемой оболочкой или тому подобным. Эта усаженная наружная финишная оболочка, покрывающая пространство между каждым проводником и плоским слоем, механически защищает, таким образом, обжатые элементы и выступающую часть проводников, полностью охватывая это сопряжение между проводниками и соединителями. В другом примере эта наружная финишная оболочка выполняется путем локальной заливки при низком или высоком давлении.
Что касается обжима проводников 51 в каждом гнезде соединителя, то он осуществляется специальным инструментом. В соответствии с изобретением такой инструмент осуществляет одновременное и одинаковое давление на стенки 32s и 32i концевых соединителей 32 (или между стенками 34s и 34i промежуточных соединителей 34) для оптимизации соединения путем минимизации деформации пластика и перемещения материала в соединителях. Предпочтительно, контроль давления обжима осуществляется так, чтобы не вызывать образования трещин в соединителе 32.
Обжим всех гнезд 57 осуществляется одновременно и за одну операцию. Обжим сжимает и деформирует отдельные жилы проводников 51, но не изменяет эквивалентного сечения проводящего материала проводников.
Длина обычного обжима такова, что сила растяжения, которую следует приложить к проводнику 51 для того, чтобы заставить его выскользнуть или вырваться от обжима, превышает предел упругости этого проводника.
Предпочтительно, проводники перед обжимом не раскручиваются. Электрическое сопротивление обычного обжима ниже или равно электрическому сопротивлению длины проводника, эквивалентной длине обжима.
Обработка соответствующей поверхности проводника 51 - никелированием, лужением, серебрением или тому подобная - обеспечивает электрохимическую совместимость с поверхностью соединителей, и при этом обработанные поверхности не разрушаются при обжиме.
На фронтальном виде и виде в разрезе на фиг. 6а и 6b образец обжимного инструмента 21 согласно настоящему изобретению содержит два корпуса - корпус, называемый верхним, 21s, и корпус, называемый нижним, 21i. Каждый корпус состоит из основной стенки Р1, образующей внутреннюю сторону F1 и загнутые вниз края В1 (по меньшей мере, на одном корпусе), перпендикулярные основной стенке Р1, для образования внутреннего пространства Е1. Внутренняя сторона F1 верней стенки 21s снабжена поперечным ребром N1. При подготовке к обжиму соединитель 32 вводится в пространство Е1 так, чтобы корпуса 21s и 21i располагались с обеих сторон стенок 32s и 32i обжимаемого соединителя 32, в данном случае концевого соединителя.
Ребро N1 корпуса 21s, расположенное поперечно, размещается приблизительно посередине относительно части 51р проводников 51, расположенных в гнездах 57. Такое расположение также подходит для обжима проводников в промежуточном соединителе согласно изобретению.
В процессе обжима одинаковое давление Рs прикладывается к каждому корпусу 21s и 21i инструмента 21, чтобы сблизить два корпуса 21s и 21i до контакта краев В1, как изображено на фиг. 6с и 6d. Ребро N1 одновременно и с одинаковой силой вдавливается в стенку 32s соединителя 32, образуя цилиндрическую поперечную канавку Rc в этой стенке 32s, и, вследствие приложения нагрузки, сжимает и деформирует проводники 51.
В соответствии с другим примером обжимного инструмента, изображенного, соответственно, на фиг. 7а и 7b, верхний корпус 22s инструмента 22, содержит, подобно указанному выше, поперечное ребро N1. Внутренняя сторона F2 нижнего корпуса 22i содержит два поперечных ребра N2 и N3. В этом случае при обжиме проводников 51 соединителя 32, как изображено более подробно на фиг. 7с и 7d, ребро N1 входит между ребрами N2 и N3. Приложение давления Рs к корпусам 22s и 22i вызывает вдавливание ребер N1-N3 одновременно и с одинаковой силой в стенки 32s и 32i соединителя 32.
Как изображено на видах в перспективе и в разрезе соединителя 32 на фиг. 8а и 8b, канавки Rc, таким образом, формуются на стенках 32s и 32i соединителя 32. Для лучшего представления двух параллельных канавок, образованных на нижней стенке 32i, соединитель 32 изображен перевернутым на этих фиг. 8а и 8b по сравнению с обычным использованием. При приложении нагрузки через канавки Rc жилы 55 проводников 51 сжимаются и попеременно деформируются для принятия волнообразной формы.
После обжима достигаются следующие электрические и механические преимущества:
- величина электрического сопротивления обжима строго ниже величины электрического сопротивления проводника с длиной, эквивалентной длине обжатия (упомянуто выше);
- в данном соединителе все электрические сопротивления обжатий находятся в диапазоне изменения относительно друг друга порядка на 5%, что позволяет исключить циркуляцию неравномерных токов в проводниках 51;
- величина сопротивления растяжению, по меньшей мере, равна величине предела упругости проводника 51.
Изобретение не ограничено описанными и представленными примерами воплощения. Можно, например, предусмотреть гибридные промежуточные соединители, образованные частично сквозными полостями и глухими гнездами для размещения проводников. Кроме того, проводники, предпочтительно, выполнены из алюминиевого сплава, но могут быть также выполнены из сплава меди или титана.
Использование: в области электротехники. Технический результат - обеспечение воспроизводимого, единообразного и надежного соединения как для промежуточных, так и для концевых соединений с плоским многослойным жгутом проводников. Согласно способу предусматривается одновременный обжим проводников в соединителях путем приложения непрерывного и одинакового давления в зоне обжима. В варианте воплощения обжим согласно изобретению осуществляют инструментом, содержащим два корпуса (21s, 21i), каждый из которых имеет основную стенку (Р1), образующую внутреннюю сторону (F1), снабженную поперечными ребрами (N1, N2, N3). Каждый корпус (21s, 21i) содержит также загнутые внутрь края (В1), перпендикулярные стенкам (Р1) для образования внутреннего пространства (Е1). В этом пространстве (Е1) соединитель неизолированного проводника (51), расположенный перпендикулярно ребрам (N1, N2, N3), введен для формирования поперечных канавок путем сжатия (Ps) ребер (N1, N2, N3) на стенках (32s, 32i) соединителя (32). 4 н. и 6 з.п. ф-лы, 21 ил.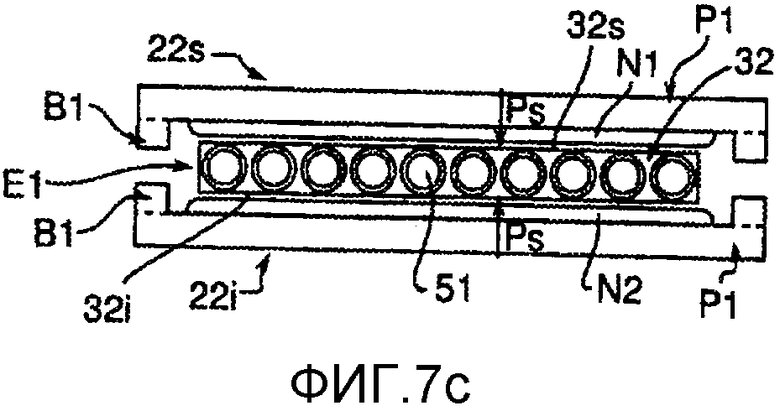
1. Способ соединения путем обжима электрических проводников (51) в соединителях (32, 34) для эквипотенциального соединения плоского и гибкого слоя, образованного этими проводниками, с металлическими деталями (11, 12, 14), отличающийся тем, что эти электрические проводники (51) размещают в продольных и параллельных отдельных гнездах (57, 58), образованных между двумя плоскими стенками (32s, 32i; 34s, 34i) каждого соединителя (32, 34), тем, что эти соединители (51) далее обжимают в зоне (Zs) обжатия путем поперечного и одновременного штампования по меньшей мере одной стенки (32s, 32i; 34s, 34i) соединителя (32, 34), и тем, что это поперечное штампование образует по меньшей мере одну линию соответствующей поперечной канавки (Rc) по меньшей мере на одной стенке (32s, 32i; 34s, 34i) соединителя путем приложения нагрузки к каждому из проводников (51).
2. Способ соединения по п. 1, в котором штампование осуществляют одинаковым прессованием (Ps) ребра (N1, N2, N3) по меньшей мере на одной стенке (32s, 32i; 34s, 34i) соединителя (32, 34).
3. Способ соединения по п. 1, в котором штампование чередуют таким образом, что выполняют поперечные канавки (Rc) для образования волнообразного пути проводников (51) в соединителях (32, 34).
4. Способ соединения по п. 1, в котором ребра (N1, N2, N3) и соответствующие канавки (Rc) выполняют цилиндрической формы.
5. Обжимный инструмент (21, 22), выполненный с возможностью осуществления способа по п. 1, отличающийся тем, что он содержит два корпуса (21s, 21i; 22s, 22i), при этом каждый корпус содержит основную стенку (Р1), образующую внутреннюю сторону (F1), снабженную по меньшей мере одним поперечным ребром (N1, N2, N3), причем каждый корпус (21s, 21i; 22s, 22i) содержит также края (В1), загнутые перпендикулярно стенкам (Р1) для образования внутреннего пространства (Е1), и тем, что в это пространство (Е1) введен соединитель (32, 34) проводников (51), размещенный перпендикулярно ребрам (N1, N2, N3).
6. Обжимный инструмент по п. 5, отличающийся тем, что содержит два ребра (N2, N3) на внутренней стороне (F1) корпуса (21s, 21i; 22s, 22i) и одно ребро (N1), размещаемое между двумя другими ребрами (N2, N3) на внутренней стороне (F1) другого корпуса (21i, 21s; 22i, 22s), располагаемого напротив в процессе обжима.
7. Модульный многоточечный соединитель (32, 34) для соединения слоя параллельных проводников (51) с металлической деталью (11, 12, 14) линии обратного тока, отличающийся тем, что он содержит продольные внутренние гнезда (57, 58) для размещения проводников, причем эти гнезда (57, 58) образованы двумя внутренними сторонами расположенных продольно стенок (32s, 32i; 34s, 34i), тем, что по меньшей мере одна обжимная канавка (Rc) проводников (51) простирается поперечно по меньшей мере на одной внутренней стороне стенки (32s, 32i; 34s, 34i), и тем, что содержит также средства (2, 3, 4, 2с, 4с) для соединения с металлическими деталями линии обратного срока, причем эти средства закреплены по меньшей мере через одно отверстие (54, 56), образованное в упомянутых стенках (32s, 32i; 34s, 34i).
8. Модульный многоточечный соединитель по п. 7, в котором соединителем является концевой соединитель (32), в котором глухие гнезда (57) открываются на поперечной стороне (32с).
9. Модульный многоточечный соединитель по п. 7, в котором соединителем является промежуточный соединитель (34), в котором гнезда (58) являются сквозными и открыты с обоих концов двух поперечных сторон (34с).
10. Соединительный жгут, выполненный с возможностью соединения металлических деталей (11, 12, 14) линии обратного тока, отличающийся тем, что он содержит параллельные проводники (51), образующие плоский и гибкий слой, при этом проводники в соответствии со способом по п. 1 обжаты в концевых (32) и промежуточных (34) многоточечных модульных соединителях по п. 7 для соединения упомянутых металлических деталей (11, 12, 14) с защитной оболочкой, закрывающей соединение между упомянутым слоем и соединителями.
| СПОСОБ ПРОИЗВОДСТВА ФОРТОЧКИ-СЛАЙДЕРА | 2024 |
|
RU2826518C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ | 2007 |
|
RU2352036C1 |
| Устройство для соединения токопроводящих жил опрессовкой | 1982 |
|
SU1078520A1 |
| JP 2007188654A, 26.07.2007. | |||

