I
Изобретение отноеится к смазочно-охлаждающим жидкостям, нредназначенным для скоростного силового шлифования металлов.
Известны смазочно-охлаждающие жидкости (СОЖ) для металлообработки, представляющие собой эмульсолы Э-1, Э-2, ЭТ-2, НГЛ-205, ЭМУС, СДМУ, минеральные масла с активными добавками марки В-296, В-31, В-32к, В-35 и сульфофрезол {1.
Однако известные СОЖ не обеспечивают необходимой эффективности при шлифовальной обработке. При скоростном силовом шлифовании изменяется тепловой режим обработки, что приводит к появлению нрижогов и треш,ин в поверхностном слое металла и частым остановкам деталей на подаче в автоматических линиях.
Известна также СОЖ для шлифования металлов, вес. %:
Нитрит натрия4-6
Триэтаиоламин2-4
Тринатрийфосфат0,5-1,5
Натриевая соль сульфированного нефтяного масла 27-33 Неионогенный смачиватель3-5
Хлорированный парафин8-12
Вода до 100 2
Однако такая СОЖ не эффективна при скоростном шлифовании, так как имеет недостаточные смазочные свойства, в результате чего
не обеспечивается низкий удельный износ алмазных брусков, обработанная поверхность имеет низкзЮ шероховатость.
Цель изобретения - повышение смазочных свойств жидкости, в результате чего улучшается шероховатость обработанной поверхности, новышается производительность.
Достигается это тем, что предлагаемая смазочно-охлаждаюш.ая жидкость на оспог с иоды, натриевой соли сульфиронаиного нефтяного масла, хлорированного парафин;, тр/ниатрийфосфата, триэтаиоламина, нитрита и;п-рия н иеионогенного смачивателя, допо.шительно содержит а-окситр1 Хлорэтилд1П 0111 лфосфинат при следуюнл.ем содержании компонентов, вес. %:
Натриевая соль сульфированного нефтяного масла 2,7-3,3 Хлорированный парафин 0,35-0,65 Тринатрийфосфат0,025-0,075
Триэтаиоламии0,05-0,25
Нитрит натрня0,15-0,35
Неионогенный смачиватель 0.05-0,15 а-окситрихлорэтилдинонилфосфинат0,05-0,15
Водадо 100
В качестве сульфированного нефтяного масла может быть нснользовано дизельиое масло, целесообразно использовать хлорироваиный парафин с содержаинем 40% хлора.
СОЖ приведены в
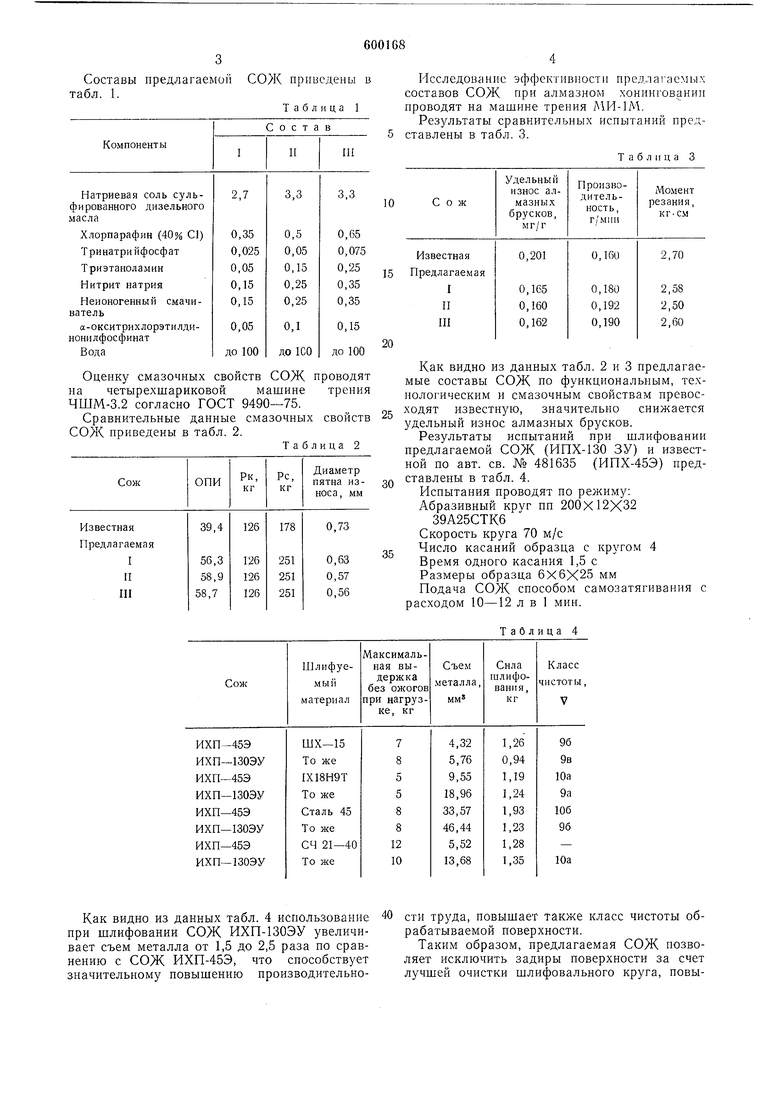
Составы предлагаемой табл. 1.
4
Исследование эффективности пред.ла аемых составов СОЖ гфи алмазном хонннгованип проводят на машине трения АШ-1М,
Результаты сравнительных испытаний представлены в табл. 3.
т а б .п I ц а 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1129227A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1268609A1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1987 |
|
SU1467083A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1198106A1 |
| Смазочно-охлаждающая жидкость для шлифования металлов | 1972 |
|
SU481635A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU863624A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1981 |
|
SU960230A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1150257A1 |
| Смазочно-охлаждающая жидкость для шлифования и хонингования металлов | 1983 |
|
SU1100299A1 |
| Смазочно-охлаждающая жидкость дляМЕХАНичЕСКОй ОбРАбОТКи МЕТАллОВ | 1979 |
|
SU794069A1 |
Как видно из данных табл. 4 использование при шлифовании СОЖ ИХП-130ЭУ увеличивает съем металла от 1,5 до 2,5 раза по сравнению с СОЖ ИХП-45Э, что способствует значительному повышению производительноКак видно из данных табл. 2 и 3 предлагаемые составы СОЖ по функциональным, технологическим и смазочным свойствам превосходят известную, значительно снижается удельный износ алмазных брусков.
Результаты испытаний при шлифовании предлагаемой СОЖ (ИПХ-130 ЗУ) и известной по авт. св. № 481635 (ИПХ-45Э) представлены в табл. 4.
Испытания проводят по режиму:
Абразивный круг пп 200x12X32 39А25СТК6
Скорость круга 70 м/с
Число касаний образца с кругом 4
Время одного касания 1,5 с
Размеры образца 6X6X25 мм
Подача СОЖ способом самозатягивания с расходом 10-12 л в 1 мин.
Таблица 4
сти труда, повышает также класс чистоты обрабатываемой поверхности.
Таким образом, предлагаемая СОЖ позволяет исключить задиры поверхности за счет лучшей очистки шлифовального круга, новышает чистоту поверхности, увеличивает стойкость круга между правками, повышает санитарно-гигиенические условия труда.
Формула изобретения
Смазочно-охлаждающая жидкость для шлифования металлов на основе воды, натриевой соли сульфированного нефтяного масла, хлорировапиого парафина, тринатрийфосфата, триэтаиоламина, нитрита натрия и неионогснного смачивателя, отличающаяся тем, что, с целью повышения смазочных свойств жидкости, она дополнительно содержит а-окситрихлорэтилдинонилфосфинат нри следуюHieM содержании компонентов, вес.. %:
Натриевая соль сульфированного нефтяного масла 2,7-3,3 Хлорированный парафин0,35-0,65
Тринатрийфосфат0,025-0,075
Триэтаноламин0,05-0,25
Нитрит натрия0,15-0,35
Ь еионогенный смачиватель 0,05-0,15 а-окситрихлорэтилдинонилфосфинат0,05-0,15
ВодаДо 100
Источники информации, принятые во внимание при экспертизе
