Изобретение относится к смазочно охлаждающим жидкостям, применяелвлм при обработке металлов резанием и давлением.
Наиболее распространенными вилами смазочно-охлаждающих жидкостей, (СОЖ) при механической обработке металлов являются углеводородные жидкости, в . частности минеральные масла и керосин, в которые добавляют различные хлор-, серу-, азот- и фосфорсодержащие органические соединения 11. В настоящее время нашли применение СОЖ на основе минеральных масел, хлорированного парафина и элементарной серы, в которые дополнительно входят диалки.лдитиофосфаты металлов, антиоксиданты и ингибиторы коррозии (СОЖ МР-1) 2, или растительный или животный жир и многозольный сульфрнат щелочноземельного металла З.
Наиболее близкой по составу и назначению к предлагаемой является смазочно-охлаждающая жидкость на основе минерального масла, бариевой солй фенолформальдегидной конденсации, бариевой соли диалкиларилдитиофосфQpнoй кислоты с добавлением серусодержащей присадки - эфиров тиокарбаминовой кислоты (СОЖ ИХП-1) Г.
Однако известная СОЖ не обеспечивает требуемой стойкости режущего инструмента и качества обрабатываес мой поверхности. В результате из-за низких смазочных свойств жидкость не обеспечивает высокой производительности процесса.
JQ Целью изобретения является повышение стойкости режущего инструмента, производительности обработки и качества обрабатываемой поверхности.
Цель достигается тем, что смазоч15но-охлаждающая жидкость для меха.нической обработки металлов, содержащая минеральное масло, бариевую соль диалкилари.пдитиофосфорной кислоты и серусодержащую присадку, в ка20честве последней жидкость содержит 2,2-тиобис(4-метил-6-а -метилбензилфенол)и дополнительно содержит хло:рированный парафин при следующем содержании компонентов, мае.%:
25
Бариевая соль
диалкиларилдитиофосфорной кислоты 2-3
Хлорированный
30
парафин1-3
2,2-Тиобис(4. метил-б-в метилбензилфенол) 2-4 Минеральное масло Остальное
Присадку 2,2-тиобис(4-метил-6-о 5 -метилбензилфенол) получают путем алкилирования крэзола стиролом в о-положении и дешьнейщим осернением полученного соединения SCI. Целевой продукт представляет собой смолооб- jg раэную массу желтого цвета и имеет следующие характеристики: п ° 1|б043, -dj 1,0995 г/см, выход продукта 88,5 мас.%.
I Структура полученного соединения 4 с доказана методом МК-спектроскопии. В ИК-спектре данного соединения полоса поглощения в области 870 свидетельствует о наличии дизамещенного крезола, узкий одиночный сигнал в области 3540 см характеризует экранированный фенол. Слабая полоса поглощения в области 665 см- характе-. ризует - С - S - связь.
Предлагаемый состав СОЖ имеет следукмцие физико-химические характе- 25 ристики: вязкость кинематическая при 50°С (14-15), .10 м7с, плотность при 20°С 0,87-0,88 г/см, общая щелочность 1,2 мг. КОН/Г, температура вспышки в открытом тигле, 170-i80c. 30
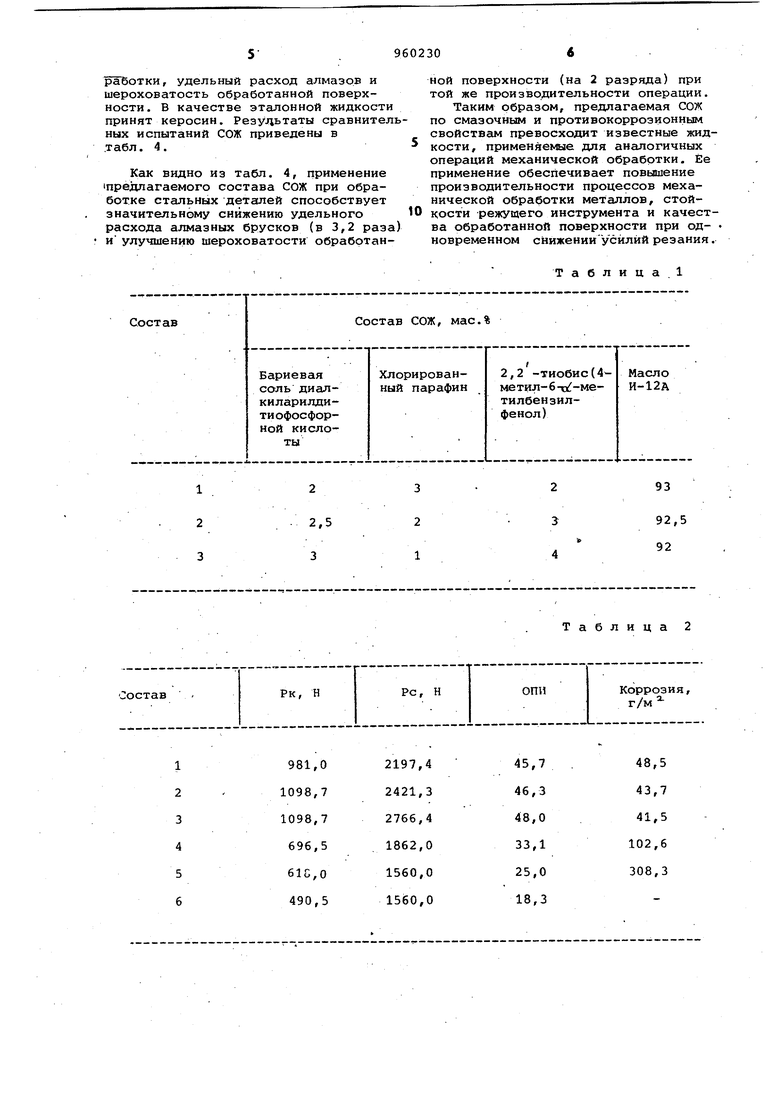
Для проведения испытания приготовлены композиции СОЖ, состав которых представлен в табл. 1. В качестве минерального масла исйользовано масло И-12А.35
Указанные СОЖ (составы 1-3) был« испытаны в Сравнении с известной СОЖ 4 (состав 4), а также представлены результаты испытаний базового масла И-12А (5) и керосина (6), широко рас- л пространенного в качестве СОЖ при резании металлов, в частности при алмазном хонинговании. Испытания проводили на четырехшариковой машине трения ЧШМ-3.2 согласно ГОСТ 9490-75. Все опыты проводили с использованием шаров диаметром 12,7 NM из стали ШХ-15 {HRC 60-62). Число оборотов шпинделя 1420 об/мин, что соответствует .скорости скольжения 32,4 м/мин. Длительность проведения каждого опы- 50 та 10 с. Нагрузки повышали ступенями вплоть до нагрузки сваривания.
Кроме того, оценивали противокоррозионные свойства составов СОЖ на установке ДК-2. Коррозию определяли 55 по изменению массы пластин при 140 С в течение 25 ч согласно ГОСТ 20502-75. Результаты испытаний представлены в табл. 2
Как видно из табл. 2,предлагаемьае 60 оставы СОЖ более эффективно повышат прочность масляных пленок, что арактеризует их хорошее смазочное ействие, обусловливающее более высоое качество обрабатываемой поверх- 5
ности и стойкость инструмента. Кроме того, предлагаемая СОЖ обладает более высокими защитными свойствами.
Учитывая, что физико-химическая и функциональная оценка свойств СОЖ обычно дает лишь предварительные сведения о степени их активности, предлагаемый состав СОЖ был испытан при механической обработке металлов, в частности при шлифовании и хонинговании различных конструкционных материалов.
В лабораторных условиях СОЖ состава 2 под названием СОЖ ИХП-iOOM была испытана на круглошлифовальном станке мсЗД. ЗБ161 при обычном (35 м/с) и скоростном (60 м/с) шлифовании деталей из легированных сталей. Для сравнения результатов была испытана также широко распространенная 3%-ная эмульсия из эмульсола Укринол-1 (ТУ-38-101-197-72).
Результаты испытаний представлены в табл. 3.
Полученные данные показывают, что применение предлагаемой СОЖ по сравнению с СОЖ Укринол-1 позволяет: п;ри шлифовании стали 20x13 увеличить c,ToftKocTb круга в 16 раз, увеличить производительность (коэффициент шлифования) в 7,4 раза, улучшить шероховатость обработанной поверхности на 3%, уменьишть усилия резания (удельную мрщность шлифования) на . 4%; при шлифовании стали 35Х увеличить стойкость круга на 6%, увеличит производительность в 2,7 раза, улучшить шероховатость поверхности на 5% уменьшить усилия резания на 24%, при шлифовании стали ШХ-15 увеличить критическую безприжоговую подачу в 2,S4 раза, увеличить производительность в Ij3 раза, улучшить шероховатость поверхности на 24%, уменьшит усилия резания на 43%; при шлифовани стали 65Г увеличить критическую безприжоговую подачу в 1,74-1,64 раза в зависимости от скорости шлифова ния, увеличить удельную производительност в 1,95 раза при скорости 35 м/с и в 2,66 раза при скорости 60 м/с, улучшить шероховатость поверхности н 10%, уменьшить усилия резания на 61-64%.
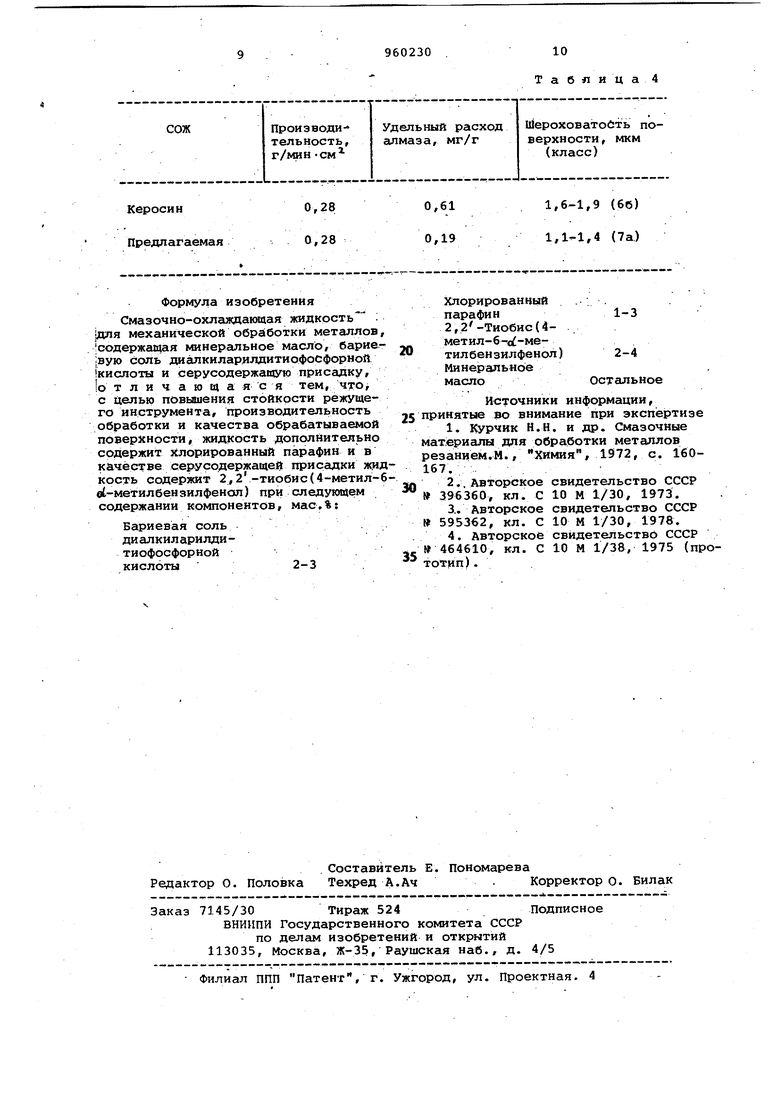
П редлагаемая СОЖ была также испытана при алмазном хонинговании деталей из стали 40 на станке мод. ОФ-38 брусками характеристики АСВ 125/100, Ml, 100%. Условия испытания: скорост вращательного движения хонголовки 40 м/мин;скорость возвратно-поступательного движения хонголовки 8,5м/ми удельное давление разжима брусков 0,4 МПа; время хонингования одного образца 1 мин; шероховатость исходной поверхности образцов 4,0 мкм (5 класс). В процессе испытаний определяли производительность обраВотки, удельный расход алмазов и шероховатость обработанной поверхности. В качестве эталонной жидкости принят керосин. Реэудьтаты сравнительных испытаний СОЖ приведены в табл. 4.
Как видно из табл. 4, применение предлагаемого состава СОЖ при обработке стальных деталей способствует значительному снижению удельного расхода алмазных брусков (в 3,2 раза) и улучшению шероховатости обработанной поверхности (на 2 разряда) при той же производительности операции. Таким образом, предлагаемая СОЖ по смазочным и противокоррозионным свойствс1м превосходит известные жидкости, применяемые для аналогичных операций механической обработки. Ее применение обеспечивает повышение производительности процессов механической обработки металлов, стойкости режущего инструмента и качества обработанной поверхности при одновременном сниженииУсилий резания.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1150257A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2201955C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016053C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1198106A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1975 |
|
SU540905A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1456461A1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1979 |
|
SU787452A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1129227A1 |
| Смазочно-охлаждающая жидкость для обработки металлов | 1982 |
|
SU1097648A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2044764C1 |
СоставСо Бариевая соль диалкиларилдитиофосфорной кислоты12 22,5 33 :остав .Рк, Н
981,0
1098,7
1098,7
696,5
61С,0
490,5
48,5
45,7
43,7 46,3 48,0
41,5 33,1
102,6
308,3 25,0 18,3 тав СОЖ, мас.% Хлорирован- 2,2 -тиобис(4 Масло ный парафин метил-6-а -ме- И-12А тилбензилфенол) 3293 2J92,5 14 .Таблица2 PC, Н ОПИ Коррозия,
Формула изобретения
Смазочио-охлаждакицая жидкость |для механической обработки металлов, 1содержащая минеральное масло, барие|вую соль диалкиларилдитиофосфорноП кисло1ы и серусодержачую присадку, о т л и ч а ю щ а я с я тем, что с целью повьвиения стойкости режущего инструмента, производительность обработки и качества обрабатываемой поверхности, жидкость дополнительно содержит хлорированный парафин и в качестве серусодержащей присгщки я дкость содержит 2,2-тиoбиc(4-мeтил-6вt-мeтилбeнзилфeнaп) при следующем содержании компонентов,
Бариевая соль
диалкиларилдитиофосфорной
кислоты 2-3
Таблица4
Хлорированный
1-3
парафин
2,2-Тиобис(4метил-6-с -метилбензилфенол)
2-4
Минеральное остальное
масло
Источники информации, 25 принятые во внимание при экспё1ртизе
30 № 396360, кл. С 10 М 1/30, 1973.
тотип).
