1чЭ
СО со
Изобретение относится к механической обработке металлов алмазноабразивным инструментом и может быть использовано при шлифовании и хонинговании деталей из закаленных сталей, чувствительных к термическим воздействия и склонных к образованию прижогов.
Известна смазочнотохлаждающая жидкость (СОЖ) на водной основе, применяемая при хонинговании металлов и содержащая триэтаноламин, тетраборнокислый натрий, нитрит натрия, тетранатриевую соль Ы-октадецил-К-сульфосукциноиласпарагиновой кислоты (аспар.ал Ф) 1 7«
Известны также составы СОЖ для шлифования изделий из титана и скоростного шлифования Метсшлов, содержащие нитрит натрия, кальцинированную соду, триэтаноламинолеат, йодистый калий, глицерин, тринатрийфосфат 2, ил; нитрит натрия, триэтан.оламин, натриевую соль сульфированного нефтяного масла, неионогенный смачиватель и хлорированный парафин I3J.
,Указанные СОЖ достаточно эффективны при обработке металлов невысокой и средней твердости (HRC до 45 52) или таких специфических материалов, как титановые сплавы. При шлифовании и хонинговании деталей из сталей с твердостью HRC более 60, .обладающих повышенной чувствительностью к термическим воздействиям, эти СОЖ малоэффективны, так как их смачивающие, моющие и защит.гные свойства, а также проникающая способность -недостаточны. В результате эффективность процессов недостаточно высокая и не обеспечиваются предъявляемые требования к качеству обрабатываемых поверхностей (в части образования прижогов) и стойкости инструментов.
Наиболее близкой к предлагаемой является СОЖ для алмазной обработки ма.териалов (для хонингования и шлифования) след ющего сос±ава 4, мас.%:
Тетраборат натрия . 0,1-0,3
Триполифосфат натрия0,05-0,2
Фтористоводородная
кислота0,005-0,015
Триэтаноламин 0,1-0,3
Борная кислота 0,6-1,0 Вода - Остальное Однако при обработке указанной СОЖ стальных закаленных деталей высокой твердости, имеющих высокий коэффициент теплопроводности, где помимо охлаждающего действия должно обеспечиваться и смазочное действие СОЖ для улучшения теплоотвода из зоны контакта инструмента с деталью, не обеспечивается требуем производительности, стойкости инструмента и качества обрабатываемой поверхности.
Целью изобретения является разработка СОЖ, обеспечивающей повышение производительности, стойкости инструмента и качества обрабатываемой поверхности при алмазноабразивной обработке закаленных сталей, чувствительных к термическим воздействиям и склонных к образованию прижсгов.
Поставленная цель достигается тем, что СОЖ для шлифования и хонингования, содержащая воду и триполифбсфат натрия, дополнительно содержит нитрит натрия, сульфат меди, гексаметилентетрамин и полиоксиэтилированные первичные жирные спирты фракции .- с числом молей окиси этилена 8-10 при следующем соотношении компонентов, мас.%:
Нитрит натрия 0,2-0,3 Триполифосфат натрия 0,5-1,0 Сульфат меди 0,00015-0,0010 Гексаметилентетрамин0,15-0,25 Полиоксиэтилированные первичные жирные спирты фракции
--1о 18 числом молей окиси этилена 8-10 , .
0,2-0,5 Остальное Вода
В качестве пслиоксиэтилированных первичных жирных спиртов фракции QIO С чв числом молей, окиси этилена 8-10 целесообразно использовать продукт синтанол ДС-10 (ТУ614-577-77).
При приготовлении СОЖ все компоненты смешивают в воде при 30-50°С до полного их растворения.
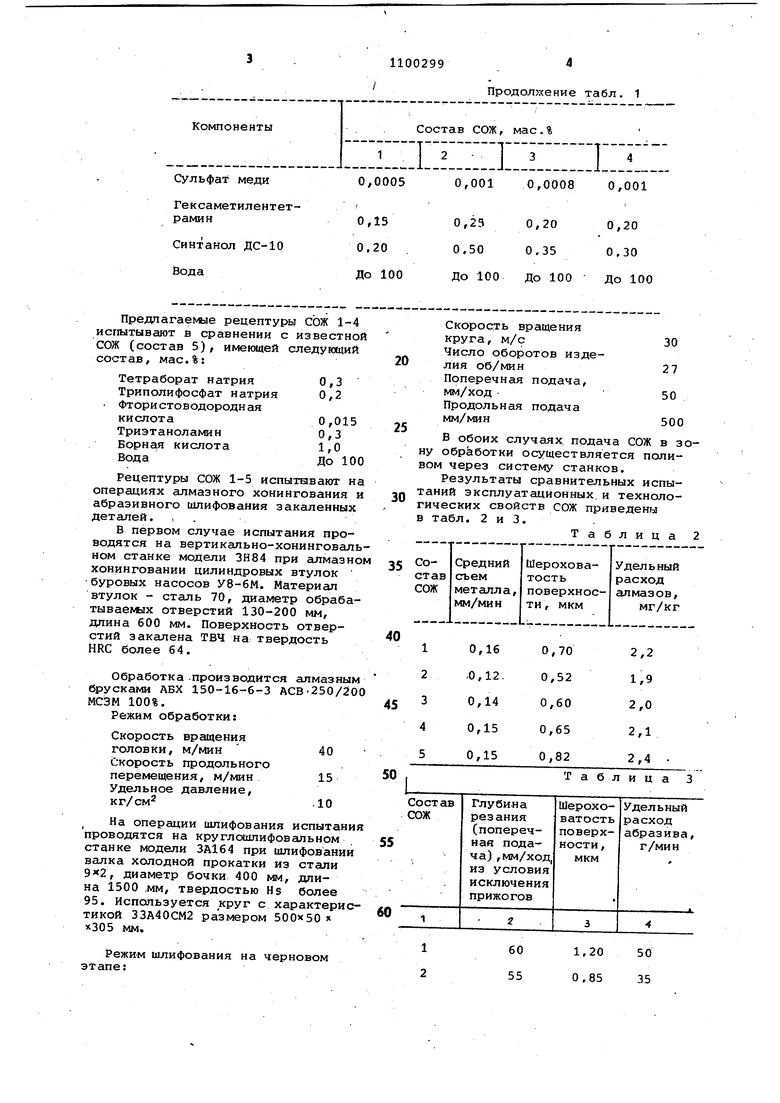
В табл.1 приведены составы предлагаемой СОЖ.
1;аблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для хонингования металлов | 1989 |
|
SU1684321A1 |
| Смазочно-охлаждающая жидкость для хонингования черных металлов | 1982 |
|
SU1089109A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2044764C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2017801C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1976 |
|
SU639921A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1675324A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2201955C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1456461A1 |
| Смазочно-охлаждающая жидкость для шлифования металлов | 1987 |
|
SU1532576A1 |
| Смазочно-охлаждающая жидкость для хонингования металлов | 1980 |
|
SU910745A1 |
СКАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ И ХОНИНГОВАНИЯ МЕТАЛЛОВ, содержащая воду и триполи фосфат натрия/ отлич ающайс я тем, что, с целью повышения производительности, стойкости инструмента и качества обрабатываемой поверхности,, жидкость дополнительно содержит нитрит натрия, сульфат меди, гексаметилентетрамин и полиоксиэтилированные первичные жирные спирты фракции с числом молей окиси этилена 8-10 при следующем соотношении компонентов, мас.%: Нитрит натрия 0,2-0,3 Триполифосфат натрия 0,5-1,0 Сульфат меди 0,0005-0,0010 Гексаметилентетрамин 0,15-0,25 Полиоксиэтилированные первичные жирные спирты фракции с:,- с, (Л с числом молей окиси этилена 8-100.2-0,5 с ВодаОстальное
Нитрит натрия 0,2
Триполифосфат натрия0,5
0,25
0,20
0,3
0,75
1,0
0,60
Гексаметилентетрамин
Синтанол ДС-10 Вода
Предлагаемле рецептуры СОЖ 1-4 испытывают в сравнении с известной СОЖ (состав 5), имеющей следующий состав, мас.%:
Тетраборат натрия0,3
Триполифосфат натрия0,2 Фтористоводородная
кислотаО,015
Триэтаноламин0,3
Борная кислота1 0
ВодаДо 100
Рецептуры СОЖ 1-5 испытнвают на операциях алмазного хонингования и абразивного 1илифования закаленных деталей. , .
В первом случае испытания проводятся на вертикально-хонинговальном станке модели ЗН84 при алмазно хонинговании цилиндровых втулок буровых насосов У8-6М. Материал втулок - сталь 70, диаметр обрабатываемых отверстий 130-200 мм, длина 600 мм. Поверхность отверстий закалена ТВЧ на твердость HRC более 64.
Обработка .производится алмазным брусками АБХ 150-16-6-3 АСВ-250/20 МСЗМ 100%.
Режим обработки:
Скорость вращения
головки, м/мин 40
скорость продольного
перемещения, м/мин 15
Удельное давление,
кг/см 10
На операции шлифования испытани проводятся на круглсвилифовальном станке модели ЗА164 при шлифовании валка холодной прокатки из стали , диаметр бочки 400 мм, длина 1500 ,мм, твердостью Hs более 95. Используется круг с характеристикой ЗЗА40СМ2 размером 500x50X 303 мм.
Режим шлифования на черновом этапе:
Продолжение табл. 1
0,15 0,23 0,20 0,20 0,20 0.50 0.35 0,30 До 100 До 100 До 100 До 100
Скорость вращения круга, м/с
30 27 50 500
Число оборотов изде0лия об/мин Поперечная подача, мм/ход
Продольная подача мм/мин
5
В обоих случаях подача СОЖ в зону обработки осуществляется поливом через систему станков.
Результаты сравнительных испытаний эксплуатационных.и техноло0гических свойств СОЖ приведены в табл. 2 и 3.
Таблица 2
35
40
45
50
55
60
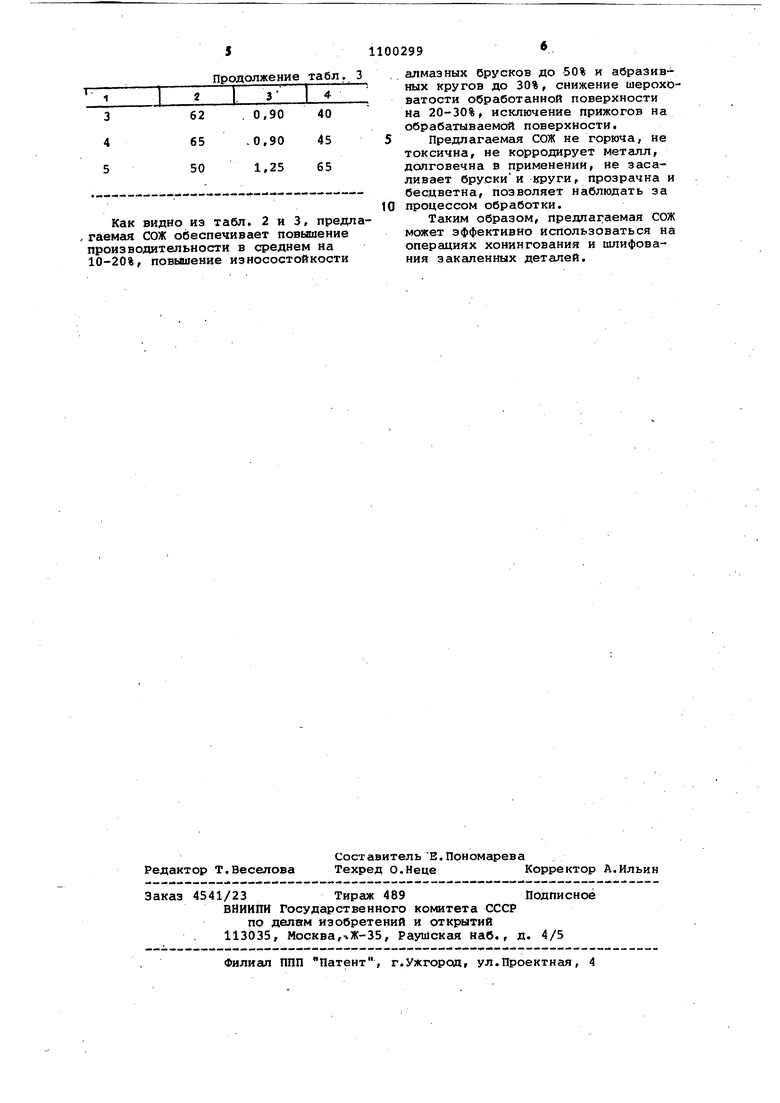
Продолжение табл. 3
Как видно из табл. 2 и 3, предлагаемая СОЖ обеспечивает повЕЛиение производительности в среднем на 10-20%, повышение износостойкости
алмазных брусков до 50% и абразивных кругов до 30%, снижение шероховатости обработанной поверхности На 20-30%, исключение прижогов на обрабатываемой поверхности
Предлагаемая СОЖ не горюча, не токсична, не корродирует металл, долговечна в применении, не засаливает бруски и круги, прозрачна и бесцветна, позволяет наблюдать за процессом обработки.
Таким образом, предлагаемая СОЖ может эффективно использоваться на операциях хонингования и шлифования закаленных деталей.
