на шарнирах и наклоняется от вертикали на зоданный yroji с помошью установленных витовых домкратов, нагревательные элементы закреплены на опорной раме в промежутках между ребрами жесткости и при замене или ремонте ванны не разбираются, ванна изготовляется из низкоуглеродистой стали с малым содержанием кремния или из , «рмкожелеза, а опорная рама изготовляется из более прочной углеродистой стали.
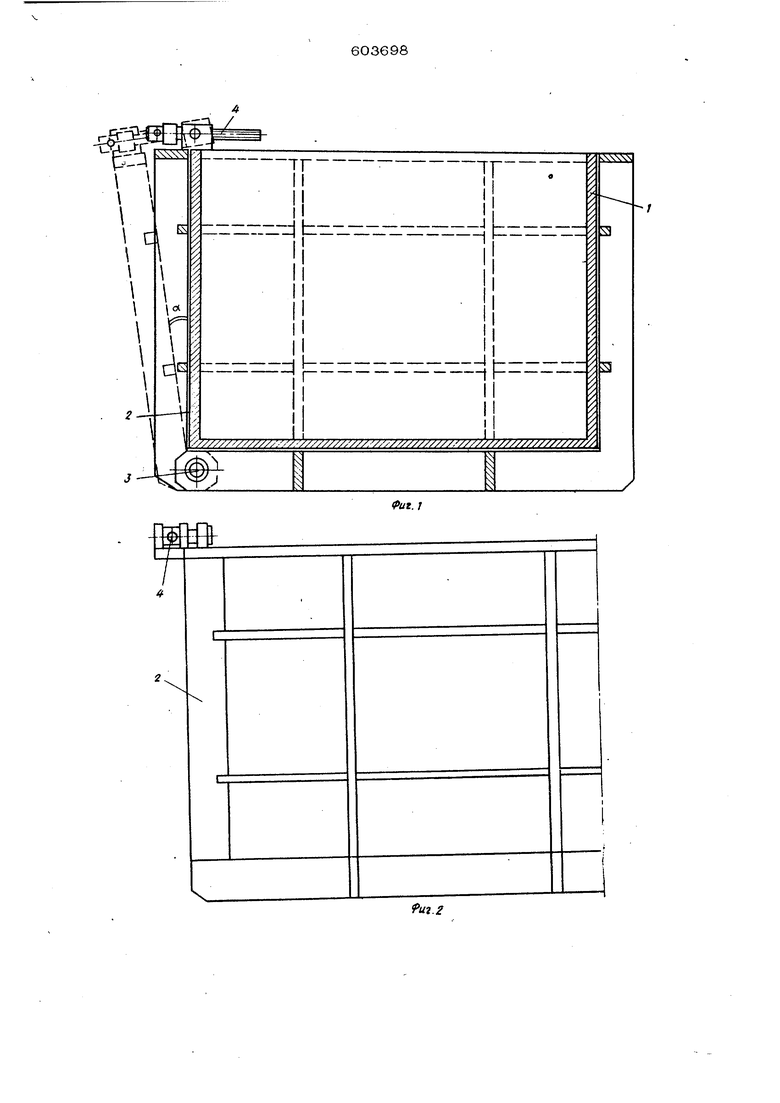
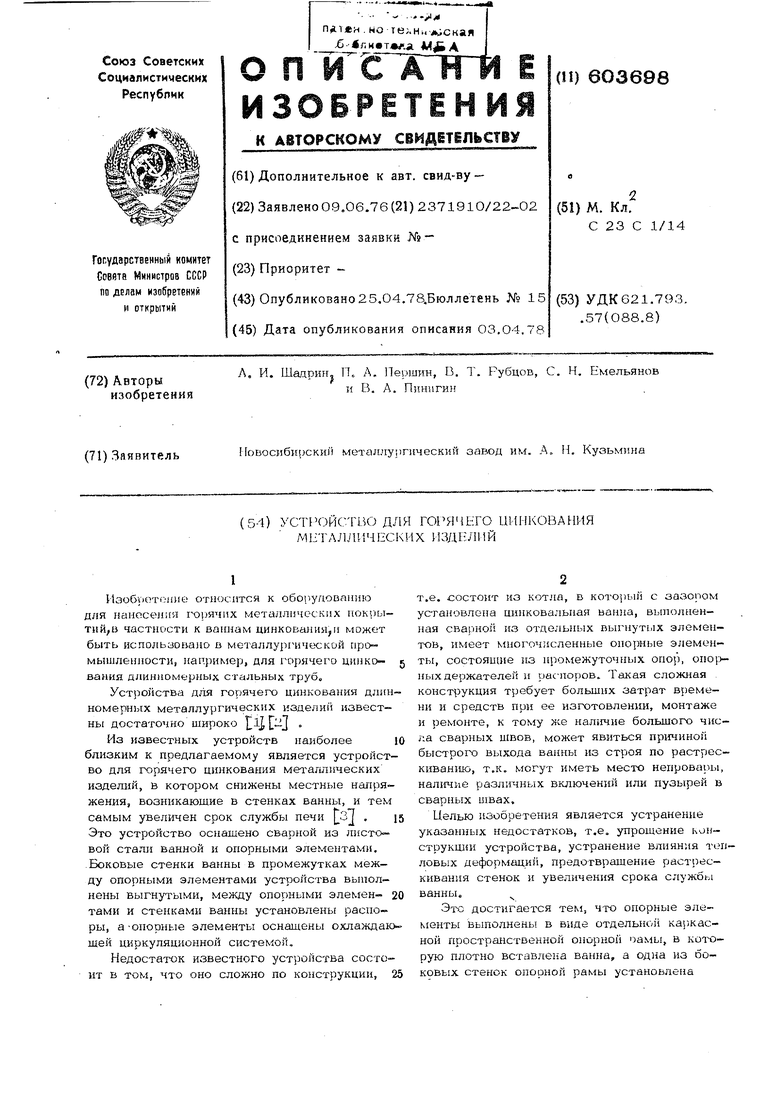
На фиг. 1 показано предлагаемое устройство, поперечный разрез; на фиг. 2 часть каркасной опорной рамы, вид сбоку; на фиг. 3- то же, В1щ сверху,
Устройство содержит сварную ванну 1 и отдельную :каркасную пространственную опорную раму 2, выполняющую функцию компенсаторов. Ванна 1 изготовляется из плоских листов низкоуглеродистой стали с малым содержанием кремния или из армкожелеза, причем количество сварных швов делается минимальным и швы выполняются с односторонней разделкой, с пелью уменьшения плошади соприкосновения шва с расплавленным цинком. Сварная опорная рама 2 собрана из поясов и ребер жесткости, изготовленных из более прочной углеродистой стали. Одна из боковых стенок опорной рамы 2 установлена на шарнирах 3 и накланяется от вертикали на заданный угол (CV 5-1О ), что позволяет при сбо5же свободно вставлять 41 плотно закреплять ванну в опорной раме. Для наклона боковой рамь установлены два винтовых домкрата 4, Электронагревательные элементы для рас- плавления цинка (на чертеже не показаны) закреплены на опорной раме в промежутках между ребрами жесткости и не демонтируются при замене или ремонте ванны.
Устройство подготавливается к работе следующим образом.
На подготовленный фундамент сначала устанавливается KapKacHas: пространственная опорная, рама 2 и з 1крепляется на фу1ща- менте. Затем с помощью винтовых домкратов 4 боковая стенка опорной рамы, установленная на шарнирах, наклоняется на заданный угол (off ). После этого готовая ванна 1 мостовым краном транспортируется к месту и свободно вставляется во внутрь опорной рамы 2. Потом винтовыми домкратами 4 боковую стенку опорной рамы устанавливают в вертикальное положение и тем самым плотно закрепляк т ванну 1 в опорной раме 2, Смонтированное таким образом
устройство загружается цинком, после чего включаются электронагревательные элементы, которые закреплены между ребрами жесткости опорной рамы 2. При замене или ремонте ванны нагревательные элементы не демонтируются, это явдяется основным преимуществом предлагаемого устройства по сравнению с известными.
Предлагаемое устройство для горячего цинкования длинномерных металлических изделий ( и другого профильного прокате)
позволяет упростить конструкцию, ускорить монтаж и снизить себестоимость затрат при изготовлении. Такая сборная конструкция, в которой стенки ванны опираются на опорные
элементы (компенсаторы), которые непосредственно не привариваются к самой ванне, позволяет на много увеличить срок службы ванны. Упрощается ремонт ванны, так как не надо проводить демонтаж электронагревательных элементов при замене или ремонте ванны.
Формула изобретения
1.Устройство для горячего цинкования металлических изделий, включающее сварную из листовой стали ванну, установленную в опорных элементах, и нагреватели, о т л ичаюшееся тем, что, с целью упрощения конструкции и увеличения срока службы ванны за счет устранения влияния тепловых деформаций и предотвращения растрескивания стенок, в нем опорные элементы выполнены в виде каркасной пространственной рамы с ребрами жесткости, одна из боковых стенок которой установлена щарнирно с возможностью наклона от вертикали, нагревателные элементы стационарно смонтированы на раме в промежутках между ребрами жесткости, а ванна установлена в раме плотно.
2.Устройство по п. 1,отличающее с я тем, что для наклона боковой стенки опорной рамы оно снабжено винтовыми домкратами.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 320559, кл. С 23 С 1/00, 1971.
2.Авторское свидетельство № 350868, кл. С 23 С 1/14, 1972.
3.Патент СССР № 405214, . кл. С 23 С 1/14, 1973.
IF
--1 U-iFfuj.2
. ,/ f f-
.Л ,
i
I
6O3698
/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ОСНОВАНИЯ СТАЛЬНЫХ РЕЗЕРВУАРОВ И ВИБРОРЕЙКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2626504C1 |
| Внешняя теплоизоляция корпуса ядерного реактора и система для установки внешней теплоизоляции корпуса ядерного реактора | 2019 |
|
RU2726737C1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| ПОДЪЁМНИК | 2023 |
|
RU2824240C1 |
| Способ переброски большепролетных трубопроводов доставки пароводяной смеси над каньоном, расположенным в сейсмоактивной зоне | 2023 |
|
RU2815705C1 |
| УСТРОЙСТВО УСТАНОВКИ ДОННОГО РОЛИКА В ВАННЕ ДЛЯ ЦИНКОВАНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2468115C2 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ | 2002 |
|
RU2256757C2 |
| ПОДПОРНОЕ УСТРОЙСТВО | 1995 |
|
RU2093223C1 |
| Штрековая крепь | 1985 |
|
SU1268737A1 |
| СПОСОБ УСТАНОВКИ НЕПОДВИЖНОЙ ОПОРЫ В ПРОЕКТНОЕ ПОЛОЖЕНИЕ С ВОЗМОЖНОСТЬЮ РЕГУЛИРОВКИ ВЫСОТНОГО ПОЛОЖЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2572428C2 |