Настоящее изобретение касается устройства установки, по меньшей мере, одного донного ролика в ванне жидкого цинка линии цинкования непрерывно движущейся стальной полосы, охарактеризованного в ограничительной части пункта 1 формулы изобретения.
Нижеуказанные фигуры и их описание позволяют лучше представить уровень техники в технической области, к которой относится изобретение.
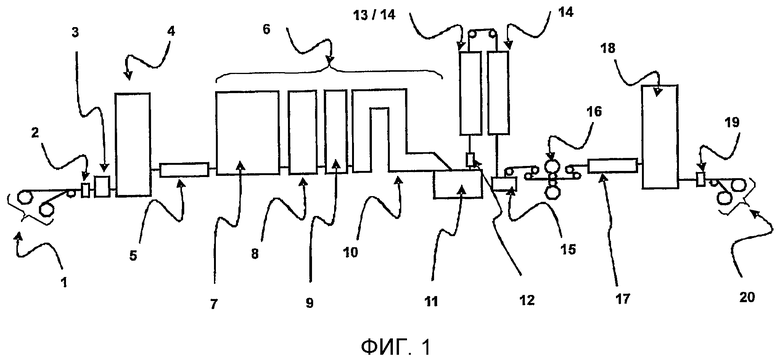
Фиг. 1 - типовая компоновка линии горячего цинкования непрерывно движущихся стальных полос.
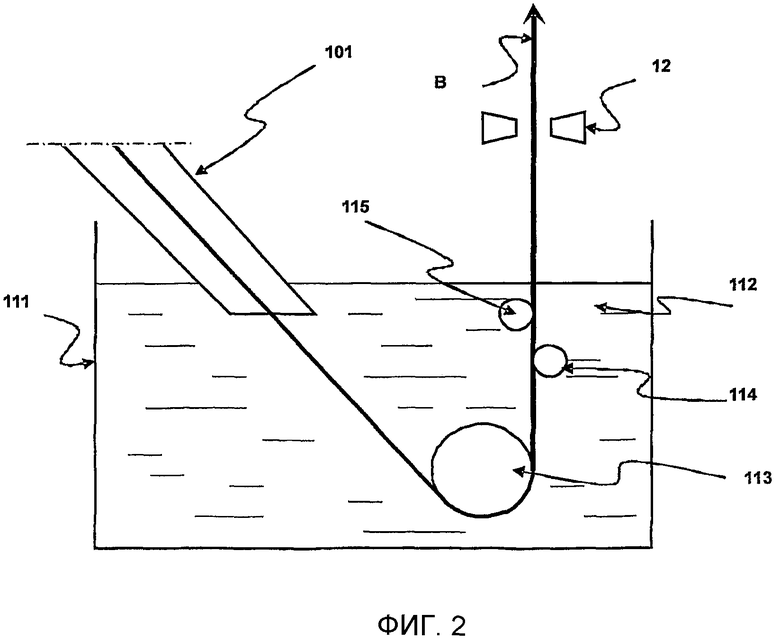
Фиг. 2 - типовая компоновка зоны ванны цинка.
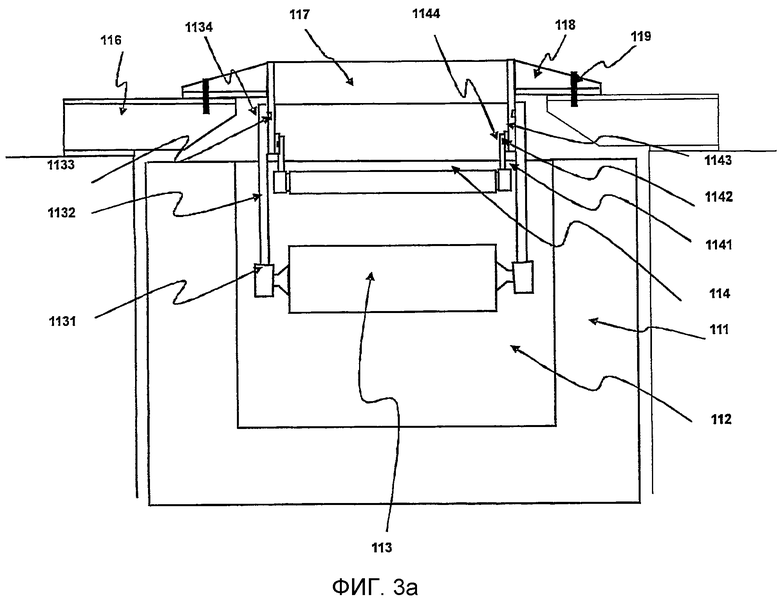
Фиг. 3 - типовая конструкция держателя донного ролика и корректирующего ролика.
Чтобы повысить коррозийную стойкость стали в некоторых областях применения, таких как строительство, автомобильная промышленность или производство электробытовых приборов, на поверхность стальных полос наносят покрытие из цинка или сплавов на основе цинка. Нанесение этого покрытия осуществляют на линии непрерывного цинкования, показанной на фиг. 1, где представлена типовая компоновка линии горячего цинкования непрерывно движущихся стальных полос, которая обычно содержит:
- Входную секцию с одним или двумя разматывателями 1 полосы, гильотинные ножницы 2, стыковочный сварочный аппарат 3, позволяющий соединять хвостовую часть полосы, выходящую из одного из разматывателей 1, с головной частью следующей полосы, выходящей из другого разматывателя 1, и обеспечивающий, таким образом, непрерывную работу линии, накопитель 4 полосы, который подает в линию предварительно накопленную полосу, если разматывание на входе накопителя остановлено для стыковой сварки,
- Секцию 5 обезжиривания холоднокатаных полос или кислотного травления горячекатаных полос,
- Обжиговую печь 6, содержащую секцию 7 нагрева, секцию 8 выдерживания, секцию 9 охлаждения и секцию 10 выдерживания при контролируемой температуре полосы перед ее подачей в ванну цинка,
- Секцию 11 цинкования, содержащую собственно ванну с цинком, в которую окунают непрерывно движущуюся стальную полосу, устройство 12 сушки жидкого цинка, нанесенного на полосу, в случае необходимости, индукционную печь 13 для легирования, охладитель 14 и бак 15 для закалки полосы,
- Выходную секцию с дрессировочным станом 16, известным под названием “Skin-Pass”, секцией 17 пассивации, выходным накопителем 18, ножницами 19 и одной или несколькими моталками 20 для наматывания оцинкованной полосы.
На фиг. 2 представлена типовая компоновка для нанесения цинкового покрытия на стальную полосу В, непрерывно движущуюся в ванне 112 с жидким сплавом цинка. Полоса В, выходящая из манжеты 101 секции выдерживания при контролируемой температуре (секция 10, фиг. 1), погружается под наклоном в ванну 112 жидкого цинка, содержащуюся в цинковальном баке 111. После этого полосу В отклоняют вертикально при помощи донного ролика 113, погруженного в ванну, затем она входит в контакт с правильным роликом 144, предназначенным для коррекции боковой кривизны полосы, появившейся в результате прохождения через донный ролик, затем с корректирующим роликом 115, предназначенным для коррекции конечной вертикальной траектории полосы В на выходе из цинковальной ванны. Таким образом, на выходе ванны жидкого цинка полоса В оказывается покрытой с двух сторон слоем жидкого цинка более или менее постоянной толщины, которую выравнивают в поперечном и продольном направлениях между двумя устройствами 12 (см. также фиг. 1) сушки жидкого цинка.
Это расположение органов, предназначенных для отклонения и удержания полосы в ванне жидкого цинка, предполагает наличие совокупности конструкций, которые могут нести и удерживать указанные органы, погруженные в ванну и необходимые для непрерывной подачи полосы в ванну. Как правило, эта совокупность органов включает опоры, закрепленные на полу по обе стороны от ямы, содержащей тигель с жидким цинком, конструкцию, на которой устанавливают донный ролик и правильный ролик, и органы крепления упомянутых конструкций на опорах, закрепленных на полу.
Условия работы погруженных роликов являются очень сложными, поскольку эти ролики и опорные подшипники, в которых установлены концы каждого из роликов, подвергаются неизбежным воздействиям, требующим их обслуживания через короткие промежутки времени порядка 1-3 недель в зависимости от требуемого качества оцинкованной полосы. Это обслуживание предусматривает замену поврежденного оборудования запасными органами, чтобы обеспечить возобновление работы линии цинкования с минимальными потерями времени. Так, держатели роликов отсоединяют от несущей конструкции, расположенной по обе стороны от тигля с жидким цинком, и перемещают в цех обслуживания, где ролики снимают, очищают от остатков цинка, в случае необходимости, их опорные поверхности подвергают механической обработке и опорные подшипники заменяют. После этого обработанные ролики и их опорные подшипники опять устанавливают на конструкции и регулируют их положения относительно органов крепления держателей на удерживающих конструкциях. После этого оборудование готово к использованию в производственной линии.
Кроме того, этой повторной установке на линии цинкования предшествует предварительный нагрев держателей и роликов до температуры, близкой к рабочей температуре в ванне, в частности, чтобы компенсировать перед погружением и креплением неизбежные расширения роликов и их металлических держателей. Затем упомянутые держатели роликов приподнимают при помощи погрузочно-разгрузочного устройства, такого как мостовой кран, обычно связанный с подвеской, и погружают в ванну жидкого цинка.
Под действием гидростатического давления, которое сначала действует на донный ролик, затем на всю погруженную конструкцию, положение центра тяжести всего комплекса постоянно меняется во время погружения, что усложняет направление ролика к меткам или крепежным держателям особенно с учетом высокой окружающей температуры, представляющей опасность для операторов, обеспечивающих упомянутое направление. С учетом также изогнутой формы конструкции удержания донного ролика и корректирующего ролика, а также положения упомянутых роликов, которое может меняться в зависимости от их износа, относительно положения органов крепления несущей конструкции роликов на опорах на полу, естественное погруженное положение постоянно меняется и не позволяет обеспечивать идеальный контакт крепежных площадок несущей конструкции и опор на земле. Поэтому неизбежный наклон контактных плоскостей этих площадок необходимо компенсировать путем затягивания крепежных органов до обеспечения правильного контакта, позволяющего окончательно затянуть упомянутые крепежные органы и обеспечить установку конструкции удержания донного ролика и корректирующего ролика в ее рабочее положение. Учитывая перемещаемые массы, такая операция часто оказывается слишком долгой и трудоемкой для операторов и неизбежно удлиняет время их пребывания в агрессивной зоне тигель/ванна жидкого цинка.
Прежде всего настоящее изобретение призвано предложить устройство для установки на место (погружение, извлечение) ролика в жидкой ванне для цинкования непрерывно движущейся стальной полосы, при этом упомянутая установка не требует никакого вмешательства человека в окружающую ее среду.
Это устройство, в первую очередь, должно после установки на место ролика позволять использовать органы с простым и быстрым позиционированием и креплением (вплоть до блокировки/стопорения), при этом упомянутые органы можно также приводить в действие дистанционно.
Наконец, это устройство можно применять на новых установках или вместо обычных устройств на уже существующих установках.
Соответствующее устройство для установки на место, по меньшей мере, одного ролика в ванну жидкого цинка линии цинкования непрерывно движущейся стальной полосы предложено в пункте 1 формулы изобретения.
Варианты выполнения упомянутого устройства и их предпочтительные отличительные признаки изложены также в зависимых пунктах формулы изобретения.
Объект настоящего изобретения и его преимущества будут более очевидны из представленных ниже примеров выполнения со ссылками на следующие фигуры.
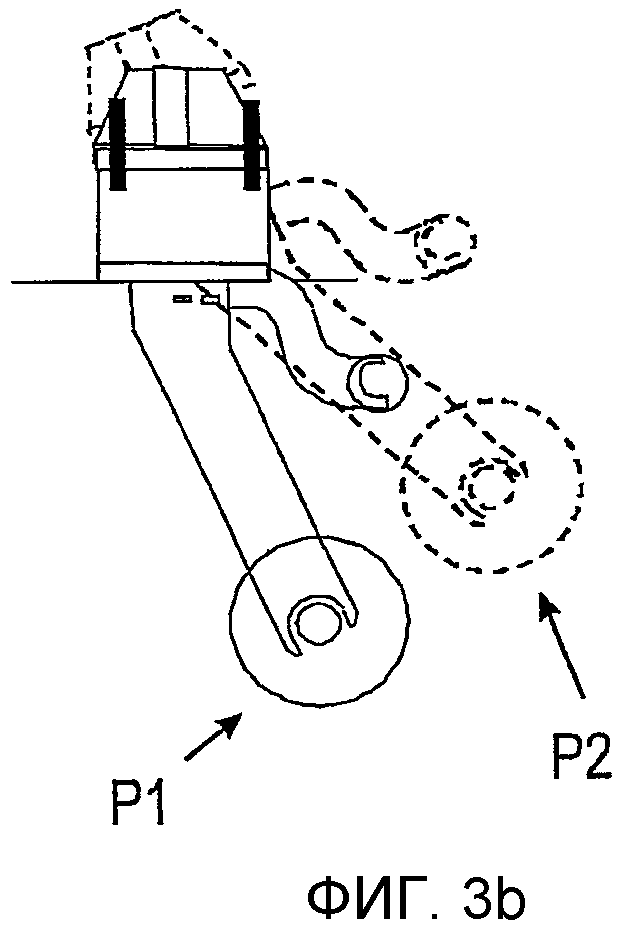
Фиг. 3а, 3b - типовое устройство держателя донного ролика и корректирующего ролика (фиг. 3а, 3b представляют соответственно вид спереди и вид сбоку относительно непрерывного движения стальной полосы).
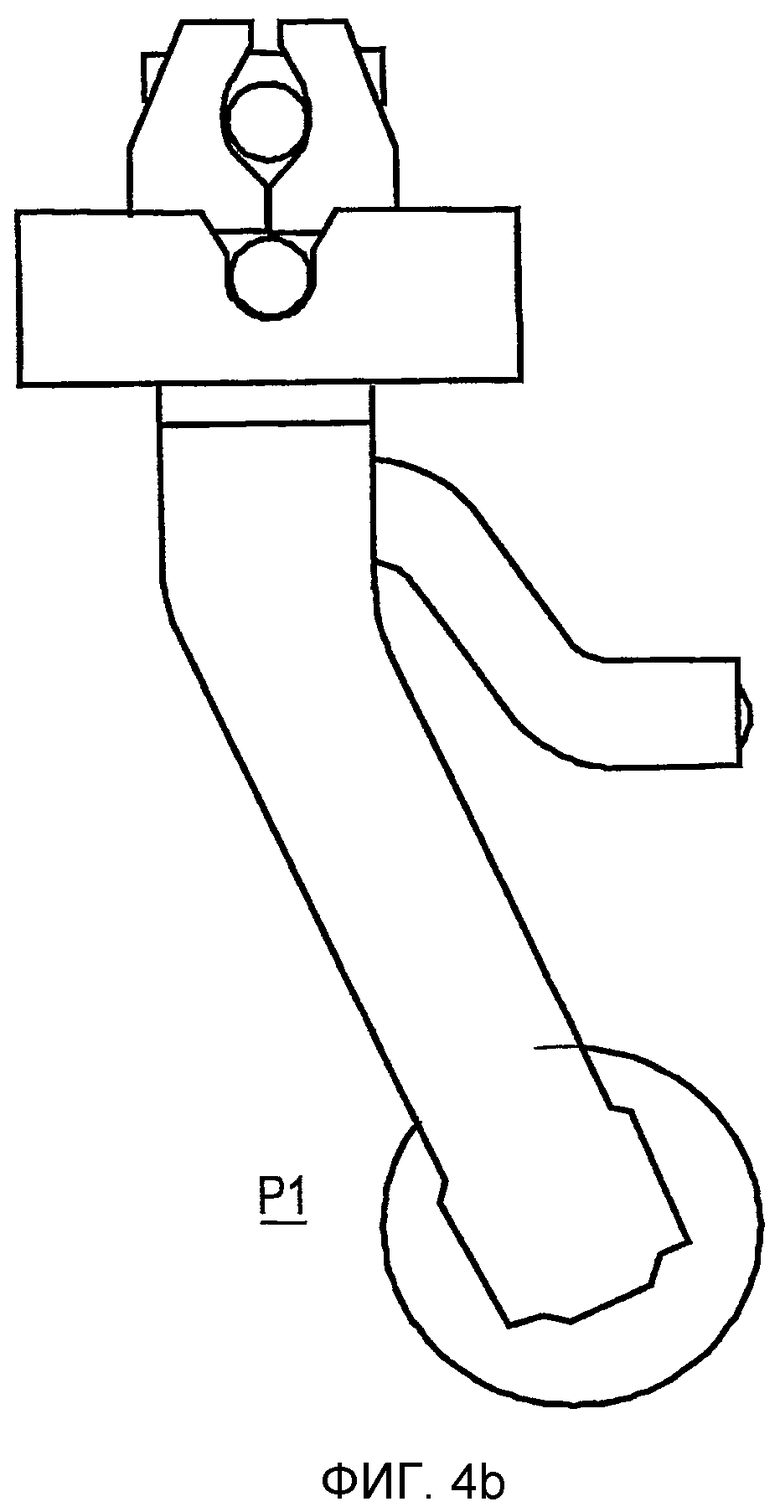
Фиг. 4а, 4b - первый вариант выполнения устройства, предназначенного для установки на место донного ролика и корректирующего ролика в соответствии с настоящим изобретением.
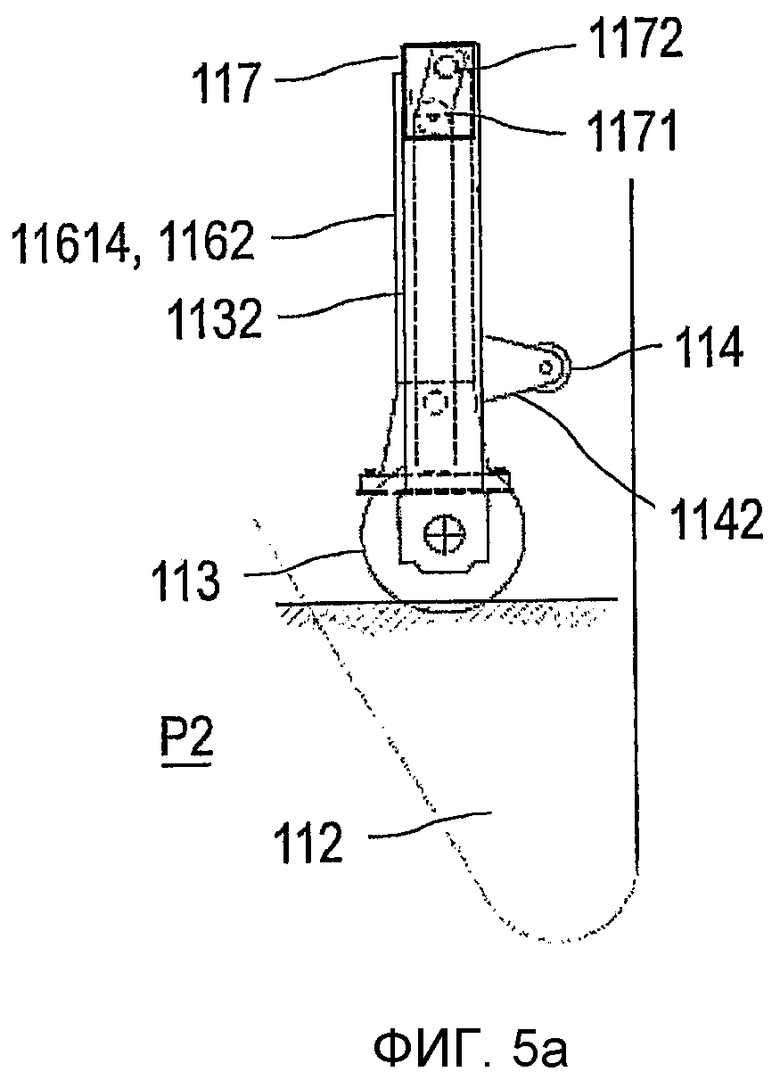
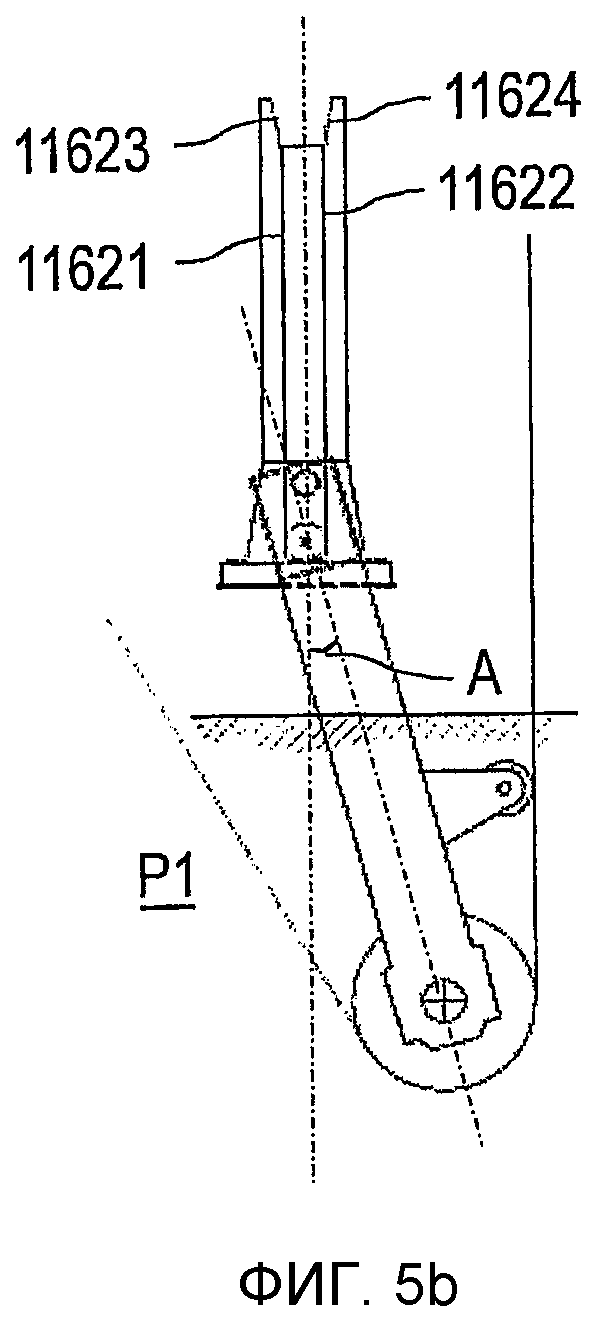
Фиг. 5а, 5b - второй вариант выполнения устройства, предназначенного для установки на место донного ролика и корректирующего ролика в соответствии с настоящим изобретением.
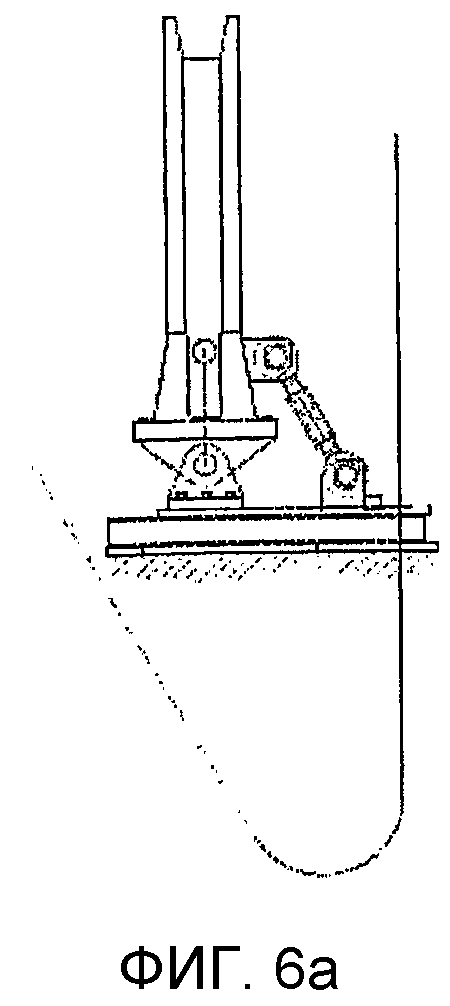
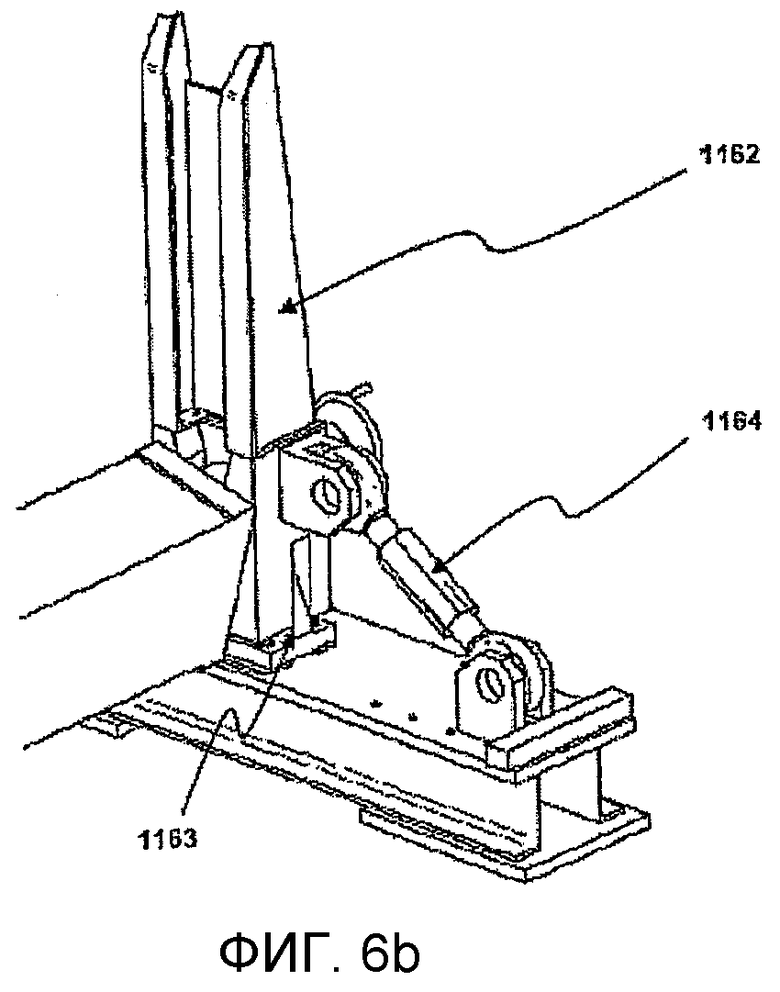
Фиг. 6а, 6b - версия второго варианта выполнения.
Таким образом, на фиг. 3а (и на фиг. 3b для лучшей наглядности показа устройства в перспективе) показано типовое устройство держателя донного ролика и корректирующего ролика, предназначенное для установки на место, по меньшей мере, одного ролика (донного) в ванне жидкого цинка линии цинкования непрерывно движущейся стальной полосы (не показана), содержащее балку (117), с которой связана первая пара стоек (1132), при этом на первой паре стоек (1132) установлен донный ролик (113), ось вращения которого связана с каждым из нижних концов (1131) каждой стойки (1132), при этом ролик предназначен для погружения в ванну (112) жидкого цинка при помощи средства перемещения первой пары стоек в рабочее положение (Р1) донного ролика относительно естественного погруженного положения (Р2) донного ролика под действием гидростатического давления.
В частности, установка, показанная на фиг. 3а, 3b, содержит несущую конструкцию, состоящую из двух опор (116), находящихся сверху и по обе стороны от ямы, содержащей цинковальный бак (111), который, в свою очередь, содержит ванну (112) цинка. Балка (117), продолженная крепежными консолями (118), закреплена болтами (119) на этих опорах (116) над жидкой ванной (112). Донный ролик (113) установлен в двух опорных подшипниках (1131), закрепленных на двух стойках (1132), которые соединены с балкой (117) с возможностью регулировки при помощи шпоночной системы или системы кулис (1133) и крепежных болтов (1134). Аналогично корректирующий ролик (114) установлен в двух опорных подшипниках (1141), закрепленных на двух стойках (1142), которые соединены двумя стойками (1132) с возможностью регулировки при помощи шпоночной системы или системы кулис (1143) и крепежных болтов (1144). Таким образом, перемещения (в данном случае в виде качания стоек ролика) в рабочее положение (Р1) и в естественное погруженное положение (Р2) донного ролика и корректирующего ролика происходят синхронно таким образом, чтобы погружать или извлекать оба ролика в ванну или из ванны цинка.
На фиг. 4а, 4b показан первый вариант выполнения устройства, предназначенного для установки на место донного ролика и корректирующего ролика в соответствии с настоящим изобретением.
В частности, это первое устройство в соответствии с настоящим изобретением предназначено для установки на место, по меньшей мере, одного ролика в ванне жидкого цинка линии цинкования непрерывно движущейся стальной полосы (В) и содержит балку (117), с которой связана первая пара стоек (1132), при этом на первой паре стоек (1132) установлен донный ролик (113), при этом ролик предназначен для погружения в ванну (112) жидкого цинка (при помощи средства перемещения первой пары стоек) в рабочее положение (Р1, см. фиг. 4b, где донный ролик погружают в его полное погруженное положение в ванну цинка, при этом упомянутое положение определено заранее и предназначено для цинкования полосы) донного ролика относительно естественного погруженного положения (Р2, см. фиг. 4а, где донный ролик можно рассматривать как удерживаемый «на плаву» на ванне цинка) донного ролика, за счет перемещения, обеспечиваемого взаимодействием упомянутой первой пары стоек с первой цилиндрической опорой (1171) удержания упомянутой первой пары стоек, при этом упомянутая цилиндрическая опора (1171) закреплена на каждом из двух концов балки (117). Упомянутое устройство в соответствии с настоящим изобретением отличается тем, что содержит:
а) вторую цилиндрическую опору (1172), закрепленную на каждом из двух концов балки (117) и отличную от первой цилиндрической опоры (1171), на той же секции на конце балки (117),
b) толкающее устройство (11614), взаимодействующее, по меньшей мере, с одной из первой и второй цилиндрических опор (1171, 1172) таким образом, чтобы в рабочем положении удерживать первую и вторую цилиндрические опоры (1171, 1172) в заранее определенной единой плоскости (в данном случае вертикальной) и чтобы первая цилиндрическая опора (1171) находилась под второй цилиндрической опорой (1172).
Таким образом, цилиндрические опоры (1171, 1172) можно уподобить с штангами/осями удержания или валиками, закрепленными и выступающими из боковых секций балки (117), при этом на упомянутой балке (117) закреплена первая пара стоек (1132). Вторую пару стоек (1142), на которой установлен корректирующий ролик (114), можно тоже закрепить на балке (117) или на первой паре стоек (1132) для обеспечения синхронного перемещения донного (113) и корректирующего (114) роликов.
Для этого толкающее устройство содержит первый толкающий элемент (11614), выполненный с возможностью перемещения в положение качания второй цилиндрической опоры (1171), установленной в отверстии опорного полуподшипника (1161), таким образом, чтобы она могла свободно поворачиваться вокруг своей оси между двумя положениями, называемыми положениями погружения и всплытия. В идеале этот первый толкающий элемент содержит контактную поверхность с кривизной, соответствующей цилиндрической поверхности второй цилиндрической опоры (1172), чтобы она могла лучше скользить по этой контактной поверхности, в частности во время перехода в положение погружения.
Для обеспечения большей стабильности позиционирования в рабочее положение толкающее устройство может также содержать второй толкающий элемент (11613), взаимодействующий за счет противодействующего (и синхронного) перемещения с первым толкателем (11614) таким образом, чтобы зажимать вторую цилиндрическую опору (1172) в рабочем положении донного ролика. Таким образом, обе цилиндрические опоры (1171, 1172) блокируются и обеспечивают точное и стабильное рабочее положение донного ролика, особенно во время его вращения при перемещении полосы. Толкающее усилие, а затем зажатие при помощи толкающих элементов (11613, 11614) обеспечивают, например, гидравлические домкраты (не показаны). Толкающие элементы (11613, 11614) толкающего устройства стопорятся путем шплинтовки или при помощи системы рычагов автоматической блокировки в необходимом рабочем положении во время операции цинкования. Таким образом, нет необходимости в каком-либо человеческом вмешательстве как для погружения роликов, так и для их удержания в положении цинкования.
На фиг. 5а, 5b показан второй вариант выполнения устройства, предназначенного для установки на место донного ролика и корректирующего ролика в соответствии с настоящим изобретением.
В частности, это второе устройство в соответствии с настоящим изобретением предназначено для установки на место, по меньшей мере, одного ролика в ванне жидкого цинка линии цинкования непрерывно движущейся стальной полосы (не показана) и содержит балку (117), с которой связана первая пара стоек (1132), при этом на первой паре стоек (1132) установлен донный ролик (113), при этом ролик предназначен для погружения в ванну (112) жидкого цинка (при помощи средства перемещения первой пары стоек) в рабочее положение (Р1, см. фиг. 5b, где донный ролик погружают в его полное погруженное положение в ванну цинка, при этом упомянутое положение определено заранее и предназначено для цинкования полосы) донного ролика относительно поднятого положения (Р2, см. фиг. 5а, где донный ролик можно рассматривать как удерживаемый «на плаву» на ванне цинка) и даже естественного погруженного положения донного ролика, за счет перемещения, обеспечиваемого взаимодействием упомянутой первой пары стоек с первой цилиндрической опорой (1171) удержания упомянутой первой пары стоек, при этом упомянутая цилиндрическая опора (1171) закреплена на каждом из двух концов балки (117). Упомянутое устройство в соответствии с настоящим изобретением отличается тем, что содержит:
а) вторую цилиндрическую опору (1172), закрепленную на каждом из двух концов балки (117) и отличную от первой цилиндрической опоры (1171), на той же секции на конце балки (117),
b) толкающее устройство (11614), взаимодействующее, по меньшей мере, с одной из первой и второй цилиндрических опор (1171, 1172) таким образом, чтобы в рабочем положении удерживать первую и вторую цилиндрические опоры (1171, 1172) в заранее определенной единой плоскости (в данном случае близкой к вертикальной) и чтобы первая цилиндрическая опора (1171) находилась под второй цилиндрической опорой (1172).
Для того, чтобы обеспечить переход в погруженное положение ролика за счет простой силы тяжести, то есть перемещение из естественного погруженного положения в рабочее положение, толкающее устройство (11614) содержит две кулисные колонки (1162), расположенные таким образом, чтобы обеспечивать противодействующий поворот первой и второй цилиндрических опор (1171, 1172) во время их опускания одна над другой свободным скольжением между двумя кулисными колонками (1162), сохраняя при этом угол (А) удержания первой пары стоек (1132) относительно вертикали. Действительно, кулисные колонки действуют боковым толкающим усилием на обе цилиндрические опоры (1171, 1172) или валики, при котором донный ролик оказывается на требуемой высоте и с требуемым боковым отклонением колонок (отсюда и угол поворота А стоек) в ванне цинка. Иначе говоря, обе цилиндрические опоры (1771, 1172) представляют собой ползуны, которые могут, в частности, опускаться за счет толкающего усилия или механического бокового давления между двумя колонками (1162), чтобы донный ролик (113) достигал своего конечного погруженного положения под углом (А) удержания стоек (113). Таким образом, предпочтительно их направление является очень точным для обеспечения тоже очень точного позиционирования донного ролика (113) в ванне (112) цинка. Эти кулисы обеспечивают направление ползунов (1171, 1172) при помощи направляющих дорожек (11621) и (11622), которые в своей верхней части продолжены рампами (11623) и (11624), образующими воронку и, следовательно, обеспечивающими легкое захождение ползунов (1171, 1172).
Вторую пару стоек (1142), на которой установлен корректирующий ролик (114), можно тоже закрепить на балке (117) или на первой паре стоек (1132) для обеспечения синхронного и точного перемещения донного и корректирующего роликов.
Таким образом, кулисные колонки (1162) содержат, каждая, по меньшей мере, одну вертикальную направляющую дорожку (11621), выполненную с возможностью механического направления без человеческого вмешательства каждого из концов балки (117), в данном случае горизонтальной, соединяющей стойки первой пары стоек.
Следует отметить, что линейное совмещение ползунов (1171, 1172) в секции балки (117) происходит под углом (А) относительно первой пары стоек (1132), как было указано выше. За счет этого можно помещать ползуны в заранее определенную плоскость, близкую к вертикальной, в рабочем положении и, следовательно, наклонять за счет точной регулировки стойки и донный ролик под углом (А) в ванне (112) цинка.
Для этого предусмотрена и показана на фиг. 6а, 6b версия второго варианта выполнения устройства в соответствии с настоящим изобретением (представленного на фиг. 5а, 5b). На фиг. 6а представлен вид сбоку устройства так же как на фиг. 5а, 5b. На фиг. 6b представлен вид в перспективе устройства, показанного на фиг. 6а.
Согласно этой версии кулисные колонки (1162) (первоначально направляющие погружение ролика) выполнены с возможностью поворота вокруг горизонтальной оси, установленной в проушине (1163), находящейся непосредственно под упомянутыми колонками, и под действием талрепа или домкрата (1164), установленных сбоку относительно колонок и опирающихся на проушину. Этот контролируемый механический поворот позволяет более точно регулировать положение конструкции в положении цинкования, то есть в рабочем положении донного ролика и корректирующего ролика.
Чтобы перейти к естественному погруженному положению (фиг. 5а) донного ролика из рабочего положения, толкающее устройство выполнено с возможностью разблокировки с удержанием балки на пределами кулисных колонок (1162).
Представленные ниже предпочтительные технические аспекты можно применять для всех вариантов выполнения устройства и для их версии в соответствии с настоящим изобретением.
Чтобы перейти к поднятому положению или, по меньшей мере, к естественному погруженному положению донного ролика из рабочего положения, устройства стопорения ослабляют таким образом, чтобы можно было извлечь несущую конструкцию донного ролика при помощи погрузочно-разгрузочного средства, такого как мостовой кран. Действительно, конструкция удержания донного ролика и корректирующего ролика содержит средства блокировки/стопорения донного ролика в рабочем положении для обеспечения устойчивого позиционирования донного ролика и корректирующего ролика во время фазы цинкования. Эти средства за счет блокировки позволяют удерживать обе цилиндрические опоры в заранее определенной плоскости (вертикальной или близкой к вертикальной), чтобы обеспечить требуемое рабочее положение в ванне цинкования. Во время подъема ролика в положение всплытия достаточно, таким образом, разблокировать эти средства блокировки, чтобы его можно было затем доставить в цех обслуживания.
Изобретение относится к устройству, позволяющему устанавливать на место, по меньшей мере, один ролик в жидкой ванне для цинкования непрерывно движущейся стальной полосы без вмешательства человека в окружающую ее среду. Устройство содержит балку (117), с которой связана первая пара стоек (1132), при этом на первой паре стоек (1132) установлен с опорой донный ролик (113), предназначенный для погружения в ванну жидкого цинка в рабочее положение донного ролика относительно естественного погруженного положения донного ролика, за счет перемещения, обеспечиваемого взаимодействием упомянутой первой пары стоек с первой цилиндрической опорой (1171), удерживающий упомянутую первую пару стоек, при этом упомянутая цилиндрическая опора (1171) закреплена на каждом из двух концов балки (117). Устройство также содержит вторую цилиндрическую опору (1172), закрепленную на каждом из двух концов балки (117) и отдельную от первой цилиндрической опоры (1171), на той же секции на конце балки (117), и толкающее.устройство (11614), взаимодействующее, по меньшей мере, с одной из первой и второй цилиндрических опор (1171, 1172) таким образом, чтобы в рабочем положении удерживать первую и вторую цилиндрические опоры (1171, 1172) в заранее определенной единой плоскости и чтобы первая цилиндрическая опора (1171) находилась под второй цилиндрической опорой (1172). 7 з.п. ф-лы, 10 ил.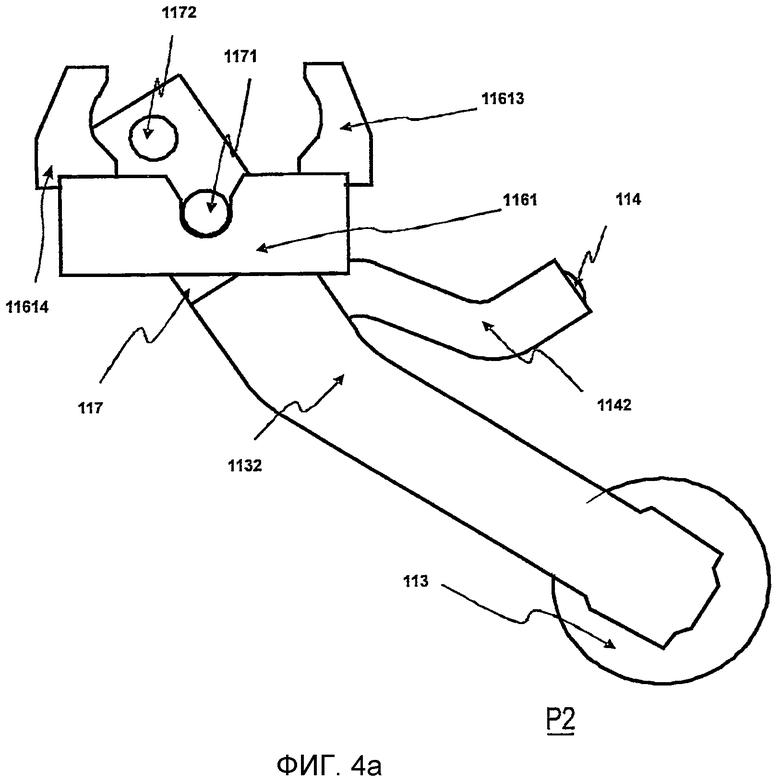
1. Устройство для установки, по меньшей мере, одного ролика в ванне жидкого цинка линии цинкования непрерывно движущейся стальной полосы (В), содержащее балку (117), с которой связана первая пара стоек (1132), при этом на первой паре стоек (1132) установлен с опорой донный ролик (113), при этом ролик предназначен для погружения в ванну (112) жидкого цинка в рабочее положение донного ролика относительно естественного погруженного положения донного ролика, за счет перемещения, обеспечиваемого взаимодействием упомянутой первой пары стоек с первой цилиндрической опорой (1171), удерживающий упомянутую первую пару стоек, при этом упомянутая цилиндрическая опора (1171) закреплена на каждом из двух концов балки (117), отличающееся тем, что она содержит
a) вторую цилиндрическую опору (1172), закрепленную на каждом из двух концов балки (117) и отдельную от первой цилиндрической опоры (1171), на той же секции на конце балки (117),
b) толкающее устройство (11614), взаимодействующее, по меньшей мере, с одной из первой и второй цилиндрических опор (1171, 1172) таким образом, чтобы в рабочем положении удерживать первую и вторую цилиндрические опоры (1171, 1172) в заранее определенной единой плоскости и чтобы первая цилиндрическая опора (1171) находилась под второй цилиндрической опорой (1172).
2. Устройство по п.1, в котором толкающее устройство содержит первый толкающий элемент (11614), выполненный с возможностью перемещения второй цилиндрической опоры (1172) в положение качания относительно первой цилиндрической опоры (1171), установленной в отверстии опорного полуподшипника (1161), таким образом, чтобы она могла свободно поворачиваться вокруг своей оси.
3. Устройство по п.2, в котором толкающее устройство содержит второй толкающий элемент (11613), взаимодействующий за счет противодействующего перемещения с первым толкателем (11614) таким образом, чтобы зажимать вторую цилиндрическую опору (1172) в рабочем положении донного ролика.
4. Устройство по п.1, в котором для перехода к рабочему положения толкающее устройство (11614) содержит две кулисные колонки (1162), расположенные таким образом, чтобы обеспечивать противодействующие повороту первой и второй цилиндрических опор (1171, 1172) во время их опускания одна над другой при свободном скольжении между двумя кулисными колонками (1162), сохраняя при этом угол (А) удержания первой пары стоек (1132) относительно вертикали.
5. Устройство по п.4, в котором кулисные колонки (1162) содержат, каждая, по меньшей мере, одну вертикальную направляющую дорожку (11621), выполненную с возможностью механического направления каждого из концов горизонтальной балки (117), соединяющей стойки первой пары стоек.
6. Устройство по одному из пп.4 или 5, в котором кулисные колонки (1162) выполнены с возможностью поворота вокруг горизонтальной оси, установленной в проушине (1163), под действием талрепа или домкрата (1164).
7. Устройство по п.4, в котором для перехода к естественному погруженному положению донного ролика из рабочего положения толкающее устройство выполнено с возможностью, своей разблокировки с удержанием балки за пределами кулисных колонок (1162).
8. Устройство по п.1, в котором толкающее устройство содержит средства блокировки/стопорения донного ролика в рабочем положении, соответствующем фазе цинкования.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 4307282 A1, 09.09.1993 | |||
| JP 55034609 A, 11.03.1980 | |||
| УСТРОЙСТВО для ПОДВЕСКИ РОЛИКОВ в ВАННАХ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 0 |
|
SU294872A1 |

