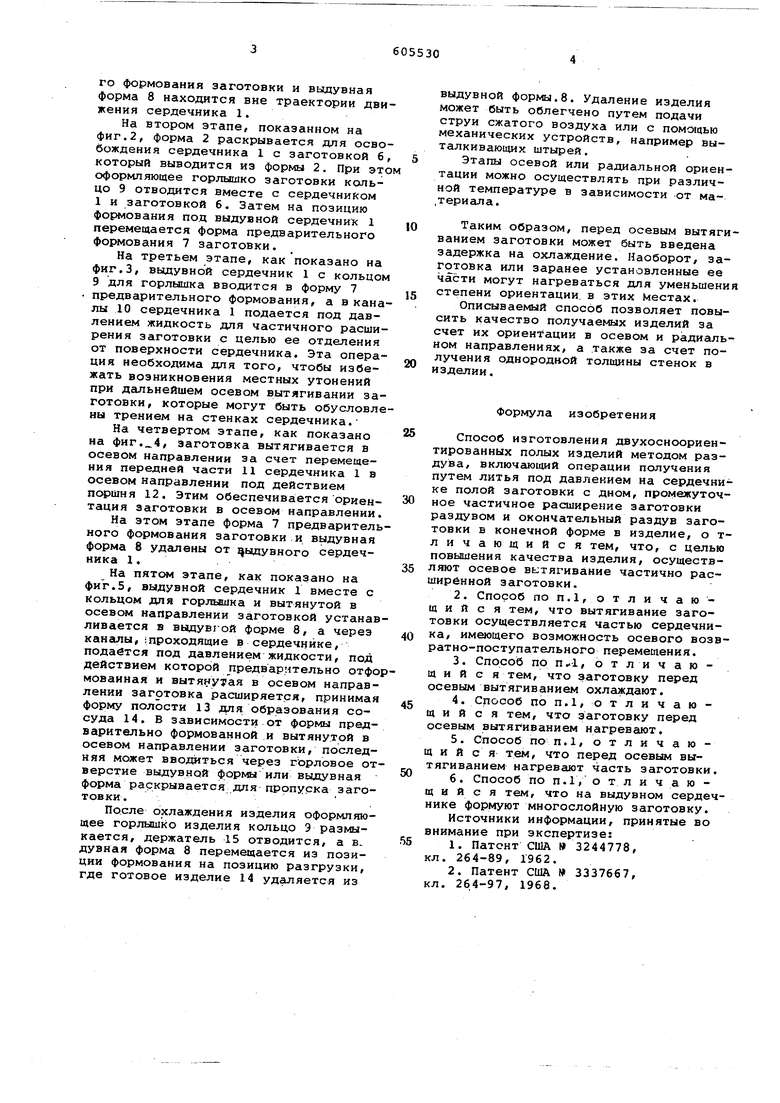
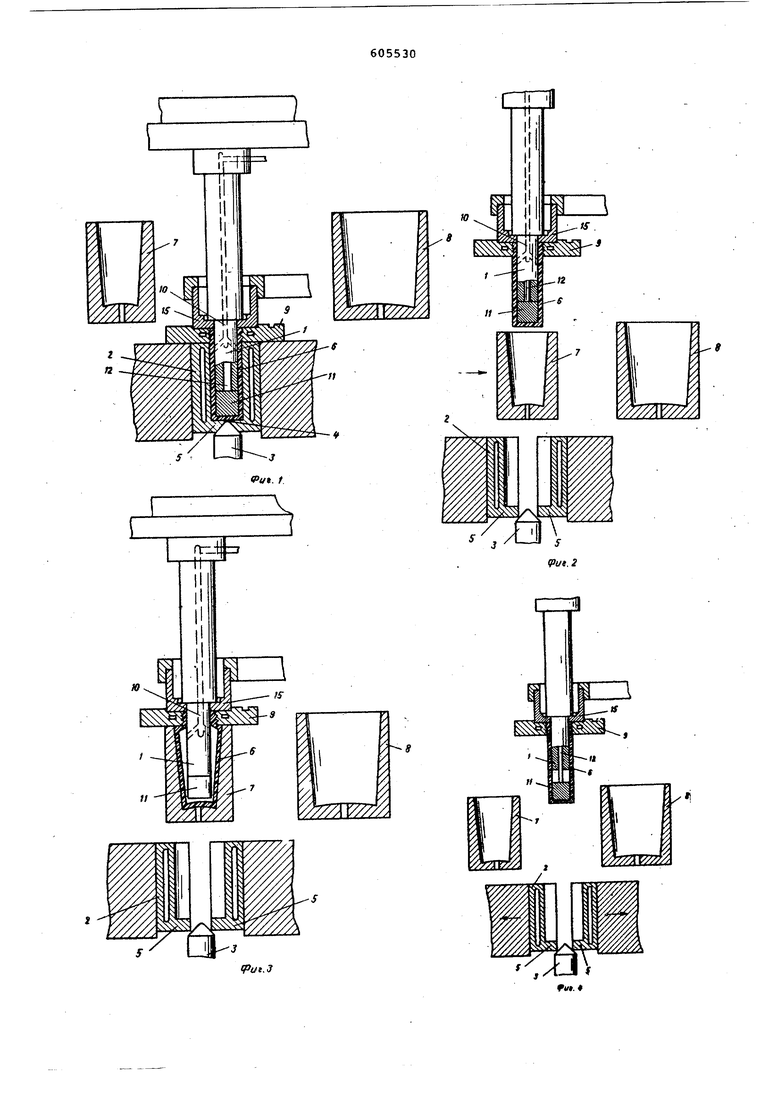
го формования заготовки и выдувная форма 8 находится вне траектории движения сердечника 1.
На втором этапе, показанном на фиг.2, форма 2 раскрывается для освобождения сердечника 1 с заготовкой б, который выводится из формы 2. При это оформляющее горлышко заготовки кольцо 9 отводится вместе с сердечником 1 и заготовкой б. Затем на позицию формования под выдувной сердечник 1 перемещается форма предварительного формования 7 заготовки.
На третьем этапе, как показано на фиг.З, выдувной сердечник 1 с кольцом 9 для горлышка вводится в форму 7 предварительного формования, а в каналы 10 сердечника 1 подается под давлением жидкость для частичного расширения заготовки с целью ее отделения от поверхности сердечника. Эта операция необходима для того, чтобы избежать возникновения местных утонений при дальнейшем осевом вытягивании заготовки, которые могут быть обусловлены трением на стенках сердечника.На четвертом этапе, как показано на фиг,4, заготовка вытягивается в осевом направлении за счет перемещения передней части 11 сердечника 1 в осевом направлении под действием поршня 12. Этим обеспечива:ется ориентация заготовки в осевом направлении.
На этом этапе форма 7 предварительного формования заготовки и выдувная форма 8 удалены от дыдувного сердечника 1.
На пятом этапе, как показано на фиг.5, выдувной сердечник 1 вместе с кольцом для горлышка и вытянутой в осевом направлении заготовкой устанавливается в выдувгой форме 8, а через каналы, проходящие в сердечнике, подается под давлением жидкости, под действием которой предварительно отфомованная и вытянутая в осевом направлении заготовка расширяется, принимая форму полости 13 для образования сосуда 14. В зависимости.от формы предварительно формованной и вытянутой в осевом направлении заготовки, последняя может вводиться через горловое отверстие выдувной формы или выдувная форма раскрывается для пррпуска заготовки. .
После охлаждения изделия оформляющее горлышко изделия кольцо Э размыкается, держатель 15 отводится, а в дувная форма 8 переметается из позиции формования на позицию разгрузки, где готовое изделие 14 удаляется из
выдувной формы.8. Удаление изделия может быть облегчено путем подачи струи сжатого воздуха или с помощью механических устройств, например выталкивающих штырей.
Этапы осевой или радиальной ориентации можно осуществлять при различной температуре в зависимости от ма.териала.
Таким образом, перед осевым вытягиванием заготовки может быть введена задержка на охлаждение. Наоборот, заготовка или заранее установленные ее могут нагреваться для уменьшения степени ориентации, в этих Местах.
Описываемый способ позволяет повысить качество получаемых изделий за счет их ориентации в осевом и радиальном направлениях, а также за счет получения однородной толщины стенок в изделии.
Формула изобретения
Способ изготовления двухосноориентированных полых изделий методом раздува, включающий операции получения путем литья под давлением на сердечнике полой заготовки с дном, промежуточ0ное частичное расширение заготовки раздувом и окончательный раздув заготовки в конечной форме в изделие, о тличающийся тем, что, с целью повьшения качества изделия, осуществляют осевое вытягивание частично рас5ширенной заготовки.
2.Способ поп.1,отли чающийся тем, что вытягивание заготовки осуществляется частью сердечника, имеющего возможность осевого возв0ратно-поступательного перемещения.
3.Способ по п.-, о т л и ч а ю щ и и с я тем, что заготовку перед осевым вытягиванием охлаждают.
4.Способ по п.1, о т л и ч а ю 5щ и и с я тем, что заготовку перед осевым вытягиванием нагревают.
5.Способ по п.1, отличающий с я тем, что перед осевым вытягиванием нагревают часть заготовки.
0
6.Способ по П.1, отличающийся тем, что на выдувном сердечнике формуют многослойную заготовку.
Источники информации, принятые во внимание при экспертизе;
55
1.Патент США №3244778, кл. 264-89, 1962.
2.Патент США 1 3337667, кл. 264-97, 1968.
f
dir
/
Vut.S
tput.S