ОБЛАСТЬ ТЕХНИКИ
Изобретение относится в целом к новым разработкам в области термопластичных заготовок, в частности, типа, применяемого для выдувного формования контейнеров, более конкретно, к заготовкам, имеющим кристаллизованное горлышко для сопротивления деформации при повышенных температурах. Оно также относится к способу изготовления указанных контейнеров и, в частности, к заготовкам, применяемым для их изготовления, а также к способу изготовления указанных заготовок.
УРОВЕНЬ ТЕХНИКИ
Применение пластмассовых контейнеров в качестве заменителей стеклянных или металлических контейнеров в упаковке напитков становится все более распространенным. Применяют различные виды пластмасс, в диапазоне от алифатических и ароматических полиолефинов (полиэтилен, полипропилен, полистирол) до галогензамещенных полимеров (поливинилхлорид, поливинилиденхлорид) и алифатических полиамидов (нейлон) и до ароматических сложных полиэфиров. В том, что касается сектора жесткой упаковки для пищевых продуктов, наиболее широко применяемым полимером, безусловно, является полиэтилентерефталат (ПЭТ), ароматический сложный полиэфир. Такой выбор обусловлен его уникальными свойствами материала, сочетающими, среди прочего, стойкость к разбиванию, легкость, высокую механическую прочность, прозрачность, возможность повторного использования и т.д. Применение в качестве тары для напитков, как для газированных, так и для негазированных продуктов, составляет одну из наиболее значительных областей применения контейнеров из ПЭТ. Большую часть контейнеров из ПЭТ изготавливают формованием с раздувом и вытяжкой заготовок, изготовленных способами, включающими инжекционное формование. При некоторых обстоятельствах предпочтительно, чтобы полимер заготовки был по своей природе аморфным или только слегка полукристаллическим, поскольку это дает возможность формования с раздувом и вытяжкой. Заготовки с высокой кристалличностью обычно трудно поддаются формованию с раздувом и вытяжкой или вообще не поддаются.
В случае пластмасс (например, ПЭТ), получаемых из нефти, непрерывное повышение цен на полимеры, нефть и энергию создает значительное давление на производителей упаковки, вынуждая их снижать общие затраты на приобретение и эксплуатацию оборудования для их пластмассовой упаковочной смеси. Это, в свою очередь, заставляет сосредоточиться на поиске решений, которые могут дополнительно снизить толщину стенки данных пластмассовых (например, ПЭТ) контейнеров (облегчение), при сохранении свойственных им общих эксплуатационных характеристик и гибкости дизайна. Это также требует от промышленности по переработке пластмасс повышения производительности ее установок переработки пластмасс в таких процессах, как инжекционное формование и формование с раздувом и вытяжкой. Сочетание пониженного расхода материала и повышенной производительности серийного производства снижает общие затраты на приобретение и эксплуатацию оборудования как для заготовок, так и для контейнеров.
В то же время, для некоторых особых конечных рыночных применений требуются повышенные параметры эксплуатационных характеристик, включая теплостойкость, барьерные свойства и механическую жесткость. Такие особые конечные рыночные применения, требующие повышенных эксплуатационных характеристик для контейнеров из ПЭТ, включают контейнеры для горячего заполнения, которые должны выдерживать без значительной деформации заполнение горячими жидкими продуктами, с последующим осуществлением процесса укупорки и охлаждения, создающего разрежение в контейнере вследствие объемного сокращения жидкости, залитой в горячем состоянии.
Особая проблема, связанная с данными контейнерами для горячего заполнения, касается теплостойкости как основной части, так и, особенно, горлышка контейнера на всем протяжении процесса горячего заполнения, поскольку повышение температуры во время данного процесса вызывает молекулярную релаксацию и усадку материала контейнера. Чем выше кристалличность контейнера, тем сильнее сопротивление контейнера указанной релаксации. Когда по существу аморфную или только слегка полукристаллическую заготовку превращают в контейнер путем процесса формования с раздувом и вытяжкой, условия процесса определяют степень кристалличности, которая создается в различных частях контейнера. Если не предпринимать специальных мер предосторожности и/или не включать дополнительные технологические стадии, то степень кристалличности зажатого горлышка, растяжение которого ограничено, почти не увеличится. Любое достигнутое увеличение всегда будет пренебрежимо мало по сравнению с увеличением, вызванным в растянутой основной части. Любая часть контейнера, изготовленная из полностью аморфного или только слегка полукристаллического ПЭТ, может не обладать достаточной способностью сохранения размеров во время стандартного процесса горячего заполнения, для того чтобы обеспечить сопротивление процессу релаксации и, следовательно, удовлетворять техническим требованиям, обязательным в случае применения стандартных крышек с резьбой.
Неприемлемая объемная усадка контейнера и/или особенно области горлышка может привести к негерметичности соединения между горлышком и крышкой, повышая таким образом подверженность воздействию микроорганизмов и в то же время повышая вход и/или выход газа. Это может привести к ухудшению качества и проблемам несоответствия техническим требованиям и, в случае пищевых применений, к ситуациям, потенциально опасным для потребителей, когда внутри упакованных пищевых продуктов могут размножаться патологические микроорганизмы.
При таких обстоятельствах предпочтительным был бы контейнер, включающий повышенные количества кристаллического ПЭТ, особенно в горлышке, поскольку он мог бы сохранять свою форму во время процессов горячего заполнения.
Другая область применения, в котором пластмассовые контейнеры подвергаются воздействию повышенных температур, включает контейнеры, пригодные для пастеризации, которые после заполнения и герметизации затем выдерживают при повышенной температуре в течение определенного интервала времени. На протяжении всего процесса пастеризации герметизированный контейнер должен обладать способностью сохранения размеров, чтобы оставаться герметичным и находиться в пределах заданных допустимых отклонений объема.
Еще одним высокотемпературным применением является применение многократно используемых и заполняемых пластмассовых контейнеров как для газированных, так и для негазированных напитков, в соответствии с чем контейнер должен выдерживать циклы мытья и повторного использования. Такие контейнеры заполняют газированным или негазированным напитком, продают потребителю, пустые контейнеры возвращают и моют в горячем, возможно щелочном, растворе перед повторным заполнением. Такие повторяющиеся циклы термообработок делают трудным поддержание общей формы, внешнего вида и горлышка с резьбой в пределах допустимых отклонений, требуемых для обеспечения соответствующей функциональности и/или широкого признания потребителем.
Был предложен ряд способов решения указанных проблем воздействия повышенной температуры на пластмассовые контейнеры на всем протяжении цикла их заполнения или использования, посредством чего обеспечивали выполнение технических требований на объемную усадку, сохранение формы, размягчение горлышка и т.д.
Один из таких способов состоит в добавлении дополнительной технологической стадии, на которой горлышко и/или основную часть заготовки или контейнера подвергают воздействию нагревательного элемента с целью проведения термической кристаллизации горлышка и/или основной части заготовки или контейнера. Однако требуемые капиталовложения, увеличение времени промышленной обработки и стоимости особых материалов и/или вспомогательного оборудования приводят к увеличению общих затрат на приобретение и эксплуатацию оборудования и к повышению общей стоимости продукта. Как было отмечено выше, общие затраты на изготовление контейнера очень важны, и их необходимо жестко контролировать из-за давления конкурентного рынка и бизнеса.
Альтернативные способы упрочнения горлышка включают кристаллизацию выбранных частей горлышка, например верхней поверхности герметизации и фланца. Это также требует дополнительной стадии нагрева и увеличивает время обработки.
Другой альтернативой является применение материала с высокой температурой стеклования в одном или более слоев горлышка. Обычно это включает технологии инжекционного формования более сложной заготовки для достижения в горлышке требуемой слоистой структуры.
Другой альтернативный способ включает особую конструкцию контейнера и конструктивные особенности, например, для того чтобы компенсировать разрежение, создающееся во время процесса горячего заполнения.
Особая эксплуатационная характеристика, связанная с контейнерами для газированных напитков и критически важная для них, включает барьерные свойства, т.е. регулирование входа и/или выхода газа. Для сохранения вкуса напитка и, следовательно, для увеличения срока годности продукта важно, чтобы газовая смесь в контейнере оставалась неизменной как можно дольше после процесса заполнения. В настоящее время применяют различные способы улучшения барьерных свойств стенок контейнера, включая пассивные способы (методы многослойной совместной экструзии, нанесение покрытий, нанотехнологии) и активные способы (включение поглотителя кислорода) и их сочетания. Все данные способы значительно повышают затраты на приобретение и эксплуатацию оборудования.
Что касается механических свойств, то для коммерческих изделий, изготовленных в общем случае из сложных полиэфиров, а более конкретно, из ПЭТ, они зависят, главным образом, от некоторой степени ориентации, созданной во время технологических процессов для улучшения механических свойств.
Степень молекулярной ориентации и физические свойства получаемого ориентированного изделия определяются, прежде всего, скоростью деформации, прилагаемой во время обработки, степенью растяжения, молекулярной массой полимера и температурой, при которой происходит ориентация. Двуосная ориентация во время формования с раздувом и вытяжкой, когда происходит трансформация заготовки в контейнер, приводит к кристаллизации, вызванной деформацией. Это, в свою очередь, повышает механическую прочность и барьерные свойства. Достигнутая степень кристалличности и форма кристаллов зависят от скорости деформации и от температуры растяжения. Способы производства, известные из уровня техники, оптимизированы для повышения механической прочности путем растяжения аморфной заготовки до максимальной прочности в пределах свойств материала. Типичные применяемые средние степени растяжения достигают 4,5 в направлении вдоль окружности и 3,2 в осевом направлении. Превышение данных пределов и попадание в интервалы слишком высоких степеней растяжения приводит к образованию микропор и к преждевременному повреждению контейнера.
Особой проблемой, возникающей при выдувном формовании, остается создание повышенной механической прочности в горлышке и в области дна контейнера, принимая во внимание, соответственно, пренебрежимо малые степени растяжения в данных особых зонах.
Такое локальное снижение прочности, особенно в случае контейнеров, предназначенных для заполнения газированными безалкогольными напитками, приводит к более серьезной деформации контейнера и, следовательно, к снижению содержания растворенного диоксида углерода в безалкогольном напитке и к уменьшению срока годности. Для снижения непрочности, свойственной указанным особым зонам, используют заготовки, у которых толщина стенок в горлышке и в области дна значительно выше.
Другим широко применяемым способом использования индуцированной кристалличности и распространения ее в менее ориентированные области является процесс, называемый термостабилизацией, в котором трансформацию аморфной заготовки в кристаллический контейнер осуществляют при высокой температуре в течение довольно длительных времен цикла воздействия.
Особое ограничение, которым страдают способы производства, известные из уровня техники, является результатом подогрева перед формованием с раздувом и вытяжкой контейнера, а более конкретно, тепловой истории контейнеров, подвергнутых термостабилизации.
В процессе термостабилизации заготовку и получающийся контейнер подвергают воздействию значительно более высоких температур, чем в случае так называемых холоднотянутых бутылок, которые применяют, например, для воды и газированных безалкогольных напитков. Типичная температура повторного нагрева заготовки для термостабилизированного контейнера составляет 130°С против 90-100°С для холоднотянутых контейнеров.
Затем заготовку подвергают формованию с раздувом и вытяжкой в нагретой форме для выдувания контейнера, где только внутреннюю стенку контейнера охлаждают воздухом.
Типичные температуры формы для термостабилизированного контейнера составляют приблизительно 160°С. Напротив, холоднотянутый контейнер выдувают в форму, поддерживаемую при температуре приблизительно 20°С.
Данная термообработка разрушает большую часть ориентации, вызванной растяжением, так как для развития процессов релаксации имеется достаточно времени. В результате, получающийся термостабилизированный контейнер теряет значительную часть механической прочности. Предельной механической прочности в термостабилизированной бутылке достигают преимущественно путем дополнительной кристаллизации посредством продолжительной термообработки. В целом, прочность получающегося термостабилизированного контейнера ниже, чем прочность типичного холоднотянутого контейнера.
Следовательно, термостабилизированные контейнеры предъявляют более высокие требования к материалам, требуют более длительных времен рабочих циклов и применения большего количества энергии по сравнению с холоднотянутыми контейнерами.
Из вышесказанного очевидно, что было бы желательно обеспечить способ производства заготовки, изготовленной из кристаллизующихся полимеров, для контейнера, имеющего горлышко, обладающее сопротивлением деформации, особенно при повышенных температурах, характеризующейся тем, что ее получают в пределах стандартного времени обработки и/или увеличенного в ограниченной степени.
Столь же очевидно, что было бы желательно обеспечить способ производства заготовки, изготовленной из кристаллизующихся полимеров, для контейнера, обладающего при оптимизированной толщине стенки равными или превосходящими конечными эксплуатационными характеристиками, включающими, среди прочего, сопротивление газопроницаемости и механическую прочность.
Согласно первому воплощению настоящего изобретения, настоящее изобретение направлено на способ изготовления из кристаллизующихся полимеров в общем случае изделия, более конкретно, заготовки и контейнера, получаемого формованием с раздувом и вытяжкой, обладающих равными или превосходящими конечными эксплуатационными характеристиками. Указанный способ включает модификации системы горячих литниковых каналов, посредством чего вызывают образование новых структур на уровне заготовки и/или контейнера.
В другом воплощении настоящего изобретения предложены способ и устройство для рентабельного производства в общем случае таких изделий, в частности заготовок, полученных инжекционным формованием, и контейнеров, полученных формованием с раздувом и вытяжкой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложен способ производства заготовок и контейнеров, изготовленных из кристаллизующихся полимеров, в частности, типа, применяемого для контейнеров, получаемых формованием с раздувом и вытяжкой, а более конкретно, заготовок и контейнеров с оптимизированной толщиной стенки, к тому же обладающих превосходными общими эксплуатационными характеристиками, включая повышенное сопротивление термической деформации как в основной части, так и особенно в горлышке, сопротивление газопроницаемости и механическую прочность.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В данном описании применяют следующие обозначения.
- "Кристаллизующийся полимер" означает полимер, в котором, после охлаждения до равновесного состояния ниже температуры плавления, наблюдаются как аморфные, так и кристаллические области.
- "Кристалличность" означает объемную долю кристаллизующегося полимера, который находится в кристаллическом состоянии. Данную объемную долю рассчитывают как (Р-Ра)/РсРа, где Р представляет собой плотность испытываемого материала, Ра представляет собой плотность чистого аморфного материала (например, для ПЭТ - 1,333 г/см3), а Рс представляет собой плотность чистого кристаллического материала (например, для ПЭТ - 1,455 г/см3).
- "Предварительно-слоистая структура" означает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул и/или кристалличности между различными участками поперечного сечения заготовки. "Слоистая структура" означает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул и кристалличности между различными участками поперечного сечения контейнера.
Как указано выше, хотя для формования с раздувом и вытяжкой предпочтительной является заготовка с пониженной степенью кристалличности, предпочтительным является контейнер, имеющий более высокую степень кристалличности, из-за его улучшенных общих конечных эксплуатационных характеристик, включая лучшую теплостойкость в случае воздействия повышенных температур во время его заполнения или цикла использования, повышенное сопротивление газопроницаемости и более высокую механическую прочность.
Если не предпринимать специальные меры предосторожности во время процесса инжекционного формования (например, методы закалки), то в общем случае изделия, полученные инжекционным формованием, в частности заготовки, получаемые из кристаллизующихся полимеров, состоят из кристаллических областей, где молекулы расположены регулярно и плотно, причем сильные короткодействующие межцепные взаимодействия удерживают их вместе, и некристаллических, или аморфных, областей, где молекулы расположены нерегулярно и с меньшей плотностью и/или в некоторой степени регулярно, но еще менее плотно, чем в нерегулярной аморфной фракции.
В кристаллических областях значительно труднее достичь деформации (например, растяжения путем формования с раздувом и вытяжкой) вследствие блокирующего действия вышеупомянутых сильных короткодействующих межцепных молекулярных взаимодействий. Следовательно, увеличение доли кристаллических областей, т.е. увеличение кристалличности, приводит к снижению способности к формованию с раздувом и вытяжкой.
Поэтому, с целью облегчения процесса формования с раздувом и вытяжкой, который превращает преимущественно аморфную заготовку через промежуточную стадию ориентации аморфных цепей в трехмерный кристаллический и, соответственно, прочный контейнер, в способах, известных из уровня техники, применяют закалку расплава полимера в полости для нагнетания, с тем чтобы предотвратить кристаллизацию в заготовке. Поскольку горлышко также подвергают закалке, оно является таким же некристаллизованным, как и основная часть. Однако, в отличие от основной части, зажатое горлышко, нагрев и растяжение которого ограничены, не может кристаллизоваться во время стадии формования с раздувом и вытяжкой.
Поэтому конечным результатом способа, известного из уровня техники, является контейнер с ориентированной кристаллической основной частью и менее ориентированным или неориентированным аморфным горлышком, что приводит к проблемам размягчения горлышка и к применяемым в настоящее время временным решениям проблем, как описано выше.
Основные физические принципы, лежащие в основе данного изобретения, следующие.
Когда полимерный расплав кристаллизующегося полимера быстро охлаждают, т.е. закаляют, материал переходит в стеклообразное состояние, до того как может начаться кристаллизация. Процесс стеклования приводит к резкому ограничению подвижности сегментов макромолекул, иными словами, макромолекулы в стеклообразном состоянии больше не могут эффективно располагаться так, чтобы начать образование кристаллитов. Процесс стеклования также фиксирует некоторое предварительное упорядочение/ориентацию макромолекул, которое могло присутствовать в расплаве полимера на момент закалки. Поэтому стеклообразный материал является аморфным по своей природе.
Когда стеклообразный аморфный материал нагревают при подготовке к процессу формования с раздувом и вытяжкой, фиксированное предварительное упорядочение/ориентация высвобождается, как только достигается температура стеклования. Поскольку цикл нагрева является очень медленным по молекулярной временной шкале, процессы релаксации могут стать активными, а анизотропия, которая могла быть зафиксирована в ходе предыдущего стеклования расплава полимера, может снова исчезнуть, оставляя материал в большей степени изотропным по своей природе.
Затем нагретый материал растягивают в двух направлениях в процессе формования с раздувом и вытяжкой. В зависимости от температуры, при которой происходит формование с раздувом и вытяжкой, начало и скорость вынужденной кристаллизации могут меняться. Однако интервал времени, за который заготовку растягивают в контейнер, является достаточно длительным по молекулярной временной шкале для того, чтобы гарантировать кристаллизацию, что понятно специалистам в данной области. Кроме того, специалистам в данной области известно, что скорость кристаллизации, вызванной процессом растяжения, значительно выше, чем любая скорость кристаллизации, которой достигают при применении только температурных параметров.
При переносе вышесказанного на известную из уровня техники практику производства контейнеров путем инжекционного формования и формования с раздувом и вытяжкой становится очевидным, почему горлышко проявляет меньшую теплостойкость, чем основная часть контейнера в конце операции растягивания.
Основная часть была подвергнута закалке и перешла в аморфное состояние во время процесса инжекционного формования, затем ее нагрели и подвергли формованию с раздувом и вытяжкой, и, таким образом, она стала кристаллической по своей природе, что и требуется.
Горлышко было подвергнуто закалке и перешло в аморфное состояние во время процесса инжекционного формования, затем его оставляли холодным и препятствовали его растягиванию до и, соответственно, во время процесса формования с раздувом и вытяжкой, и, следовательно, оно осталось аморфным по своей природе, и его кристалличность нисколько не увеличилась.
Для того чтобы повысить теплостойкость горлышка, необходимо, чтобы оно стало кристаллическим по своей природе. Были предложены модификации и добавления к производственному процессу, как описано ранее. Все они обладают тем недостатком, что являются медленными и, следовательно, увеличивают ценное и дорогостоящее время производственного процесса. Причину этого можно найти во втором физическом явлении, упомянутом выше: различие в скорости кристаллизации между кристаллизацией, вызванной теплом, и кристаллизацией, вызванной механическим воздействием, будь то кристаллизация, вызванная сдвигом, потоком, растягивающей деформацией или аналогичными процессами.
Согласно настоящему изобретению, теперь неожиданно было обнаружено, что эффект вынужденного предварительного упорядочения/ориентации макромолекул в расплаве полимера может действовать совместно с эффектом кристалличности ускоренным образом. Путем применения обоих эффектов в настоящее время можно получить в общем случае изделия или, более конкретно, заготовки и изделия, полученные формованием с раздувом и вытяжкой, в частности контейнеры, обладающие превосходными свойствами, которых никогда нельзя было достичь традиционными способами, описанными в уровне техники.
Согласно настоящему изобретению, как кристалличность, так и предварительное упорядочение/ориентация макромолекул в расплаве полимера определяют свойства в общем случае изделий, в частности заготовок и изделий, полученных формованием с раздувом и вытяжкой, особенно контейнеров, изготовленных из кристаллизующихся полимеров.
В настоящем изобретении применяют сочетание эффекта предварительного упорядочения/ориентации макромолекул в расплаве полимера и хорошо известного эффекта кристалличности, для того чтобы достичь синергетического улучшения характеристик в общем случае изделия, более конкретно, заготовки и/или контейнера.
Посредством регулируемого локального трения/сдвига, благодаря введению модификаций в систему горячих литниковых каналов, синергетическое сочетание, лежащее в основе настоящего изобретения, обеспечивает возможность введения градиентов ориентации, а следовательно, слоистой структуры в сечении стенки изделий, изготовленных из кристаллизующихся полимеров, включая заготовку и контейнер, полученный формованием с раздувом и вытяжкой.
Механизм регулируемого локального трения/сдвига и синергетическое/кумулятивное сочетание предварительного упорядочения/ориентации и кристаллизации кристаллизующегося полимера, в свою очередь, обеспечивают возможность создания предварительно-слоистой и слоистой структуры в поперечном сечении произведенных конечных продуктов, таких как заготовки и контейнеры, что приводит к конечным изделиям, обладающим высокой теплостойкостью, сопротивлением газопроницаемости и механической прочностью.
Путем создания указанных градиентов ориентации и предварительно-слоистых и слоистых структур можно изготовить изделия, такие как заготовки, в результате чего контейнеры, произведенные из них, будут обладать равными или превосходящими конечными эксплуатационными характеристиками при оптимизированной толщине стенки и/или будут сохранять необходимые размеры в горлышке и/или в основной части, когда конечный контейнер подвергают воздействию повышенных температур во время его заполнения или цикла использования.
Путем регулирования локального трения/сдвига и получаемого предварительного упорядочения/ориентации макромолекул кристаллизующегося полимера в процессе инжекции, осуществляют регулирование механизмов, положений и скоростей движения его молекул как в структуре расплава полимера, так и в структуре конечной стенки в произведенных изделиях, таких как заготовка и изделие, полученное из нее формованием с раздувом и вытяжкой.
На практике, в способе согласно настоящему изобретению, степень предварительного упорядочения/ориентации макромолекул кристаллизующегося полимера в расплаве полимера и получающуюся в результате молекулярную ориентацию и градиенты ориентации, полученные в общем случае в изделии, регулируют, главным образом, в системе горячих литниковых каналов. Природу материала - полукристаллическую или аморфную - и распределение данной природы по выбранным областям в общем случае изделия, в частности заготовки, после процесса инжекционного формования регулируют главным образом в полости для заготовки инжекционного процесса.
Как указано выше, согласно настоящему изобретению, предварительное упорядочение/ориентацию макромолекул создают путем регулирования локального трения/сдвига в процессе инжекции.
В общем случае, для того чтобы упорядочить макромолекулы, что облегчает создание требуемых градиентов ориентации и предварительно-слоистых и слоистых структур в общем случае в изделии, в частности в заготовке, макромолекулы расплава полимера ориентируют в горячих литниковых каналах системы инжекции путем регулирования локально приложенного трения/сдвига. Этого можно достичь, помимо прочего, путем пропускания расплавленного полимера через особым образом сконструированный горячий литниковый канал, в котором проведены внутренние модификации, например изменение профиля шины и/или иглы или размещение вкладышей внутри системы горячих литниковых каналов. При необходимости это можно сочетать с высоким давлением инжекции или с повторением циклов увеличения и снижения давления.
В отличие от горячих литниковых каналов для способов инжекционного формования, известных из уровня техники, в соответствии с которыми данные горячие литниковые каналы обычно конструируют таким образом, чтобы избежать трения/сдвига, когда полимер течет через горячий литниковый канал, в настоящем изобретении применяют регулирование локально приложенного трения/сдвига в указанном горячем литниковом канале в качестве способа введения предпочтительного предварительного упорядочения/ориентации макромолекул. Дополнительные трение/сдвиг также можно создать на входе в полость для заготовки.
Основным принципом, лежащим в основе данного признака, является тот факт, что проток или канал, через который будут течь выбранные материалы, модифицируют с точки зрения поперечного сечения и относительно его длины. Конструкцию горячего литникового канала модифицируют таким образом, чтобы создать предварительное упорядочение/ориентацию в расплаве полимера.
Варианты указанных модификаций конструкции горячего литникового канала включают конфигурации горячего литникового канала, которые можно получить путем применения некоторых из следующих не исчерпывающих или не ограничивающих видов регулировки, которые применяют либо по отдельности, либо в сочетании друг с другом:
i) изменение диаметра канала,
ii) введение сужений типа Вентури для потока расплава, за которыми следуют каналы определенной длины, производящие последующее расширение потока,
iii) соответствующий наклон указанных сужений или расширений.
На практике это можно осуществить путем изменения профиля иглы и/или внешней оболочки горячего литникового канала (шины) и/или введения вкладышей (например, выбранных из одной или более следующих геометрических конфигураций: концентрические трубки, звездочки или зоны переменного диаметра) в выбранные места горячего литникового канала; указанные варианты не являются ограничивающими или исчерпывающими.
Дополнительные трение/сдвиг на входе в полость для заготовки можно получить путем уменьшения диаметра дросселирующего отверстия внутри горячего литникового канала.
Конечные каналы, полученные в горячем литниковом канале, могут очень отличаться по конструкции и могут быть симметричными или несимметричными, в зависимости от того, что требуется для достижения требуемой конечной слоистой конфигурации контейнера.
Далее, не ограничиваясь какой-либо теорией, будут описаны физические и химические явления, которые образуют основу данного изобретения.
Общеизвестно, что закалка изотропных полимерных расплавов приводит к переходу макромолекул в стеклообразное состояние при температуре, являющейся характерной для конкретного полимера, так называемой температуре стеклования. Ниже температуры стеклования подвижность сегментов макромолекул резко ограничена таким образом, что макромолекулы "замораживаются". Выше температуры стеклования подвижность сегментов макромолекул монотонно возрастает с ростом температуры. Поскольку степень подвижности сегментов макромолекул возрастает, разупорядочение структуры, известное как релаксация, становится все более и более преобладающим, что в итоге приводит к изотропному расплаву.
Специалистам в данной области известно, что поведение анизотропных, т.е. предварительно упорядоченных/ориентированных расплавов полимеров, значительно различается в зависимости от скорости закалки/охлаждения. В зависимости от степени предварительного упорядочения/ориентации процесс стеклования происходит при температурах, превышающих характеристическую температуру стеклования полимера, и стеклование приводит к более плотной аморфной структуре.
Поэтому, когда расплав полимера, характеризующийся различными степенями предварительного упорядочения/ориентации, например слоистый расплав полимера, подвергают закалке, его части, проявляющие наиболее высокую степень предварительного упорядочения/ориентации, будут переходить в стеклообразное состояние первыми, т.е. при наиболее высокой температуре, тогда как его части, не проявляющие предварительное упорядочение/ориентацию, будут переходить в стеклообразное состояние при температуре стеклования. Части, характеризующиеся промежуточными степенями предварительного упорядочения/ориентации, будут переходить в стеклообразное состояние при промежуточных температурах. Результатом является высокоанизотропное аморфное полимерное стекло, характеризующееся областями, в которых молекулярная упаковка находится в интервале от полностью беспорядочной, т.е. нерегулярной, до структурированной, т.е. предварительно упорядоченной/ориентированной. Данные градиенты ориентации переходят в градиенты плотности, причем структурированные области характеризуются более высокой плотностью.
При повторном нагреве охлажденной стеклообразной полимерной матрицы подвижность сегментов макромолекул начинает проявляться в обратном порядке, то есть чем ниже степень предварительного упорядочения/ориентации в стеклообразном состоянии, тем раньше (т.е. при более низкой температуре) начинает проявляться подвижность сегментов макромолекул (которая, как указано выше, приводит к разупорядочению изотропной структуры, то есть к релаксации), как только в процессе нагрева превышают температуру стеклования.
Из вышесказанного очевидно, что предварительное упорядочение/ориентация, замороженное в стеклообразном состоянии во время процесса первой закалки, сохраняется после нагрева такой матрицы полимера выше его температуры стеклования. В зависимости от предельной температуры, достигаемой в цикле нагрева, некоторые области в матрице полимера останутся стеклообразными, а именно области с повышенными степенями предварительного упорядочения/ориентации, которые переходили в стеклообразное состояние при температурах, превышающих температуру, достигаемую в цикле нагрева.
Таким образом, данные явления обеспечивают возможность сохранения предварительно-слоистой и слоистой структуры, созданной в заготовке во время процесса нагнетания, во время подогрева перед формованием с раздувом и вытяжкой, а затем превращения слоистой аморфной структуры в слоистую кристаллическую структуру в процессе формования с раздувом и вытяжкой.
Изменения скорости охлаждения/закалки в полости для нагнетания дают возможность оптимизации природы - аморфной или полукристаллической - расплава полимера в стеклообразном состоянии.
В то время как быстрая закалка фиксирует предварительное упорядочение/ориентацию в стеклообразном состоянии, пониженные скорости охлаждения/закалки обеспечивают возможность конкуренции между постепенным развитием процессов стеклования и кристаллизации.
Поскольку, как известно специалистам в данной области, предварительное упорядочение/ориентация значительно повышает скорость кристаллизации по сравнению со скоростью кристаллизации, вызванной тепловым воздействием, относительно малые различия в скорости охлаждения могут привести к значительным различиям в природе охлажденной матрицы полимера.
В отличие от стадий дополнительного нагрева, применяемых в способах, известных из уровня техники, как описано ранее, кристаллизация сильно предварительно упорядоченной/ориентированной фракции полимера в предварительно-слоистой и слоистой структуре происходит за значительно более короткое время и в пределах интервала времени, типичного для продолжительностей цикла инжекционного формования заготовки, известного из уровня техники, и/или с его увеличением в ограниченной мере.
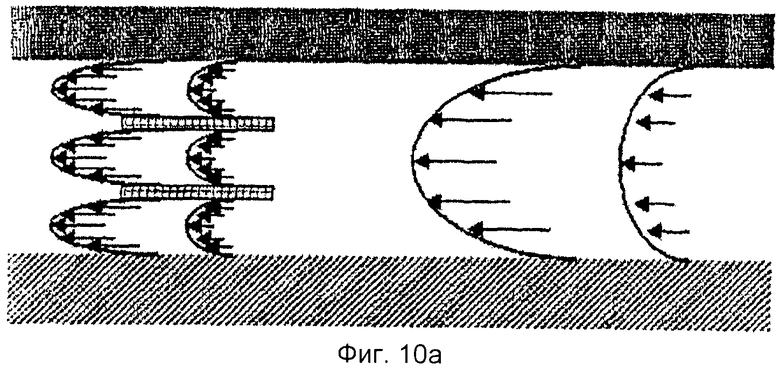
Вышеуказанные явления обеспечивают возможность введения регулярной или нерегулярной последовательности изменений молекулярного предварительного упорядочения/ориентации (см. Фиг.10a и 10b) и/или кристалличности между различными участками поперечного сечения заготовки.
Соответствующее регулирование скорости охлаждения/закалки в полости для нагнетания (т.е. времени и способа размещения) в способе инжекционного формования облегчит производство заготовки, имеющей по существу предварительно-слоистую структуру, в процессе инжекционного формования. Трансформация такой заготовки в кристаллический контейнер будет происходить в течение единственного процесса формования с раздувом и вытяжкой, без необходимости дополнительного нагрева или технологических стадий для упрочнения горлышка.
Вышеупомянутые явления также обеспечивают возможность введения регулярной или нерегулярной последовательности изменений молекулярного предварительного упорядочения/ориентации и кристалличности между различными участками поперечного сечения контейнера.
Соответствующее регулирование скорости охлаждения/закалки в полости для нагнетания (т.е. времени и способа размещения) в способе инжекционного формования облегчит производство контейнера, имеющего по существу слоистую структуру в основной части. Такой контейнер не потребует дополнительного нагрева или технологических стадий для упрочнения горлышка.
Предпочтительно поддерживать различные уровни охлаждения путем термоизоляции областей, требующих более низких скоростей охлаждения. Данную термоизоляцию можно выполнить, например, путем применения сочетания материалов с низкой и высокой теплопроводностью в качестве вкладышей.
Изготовление заготовки согласно способам настоящего изобретения предпочтительно выполнять в рамках предпочтительных продолжительностей цикла и/или с их ограниченным увеличением, применяемых для изготовления стандартных заготовок из ПЭТ аналогичного размера, конструкции и массы стандартными способами, применяемыми в настоящее время в производстве заготовки. Указанные способы, путем проектирования инструментов и технологий производства, могут обеспечить возможность одновременного создания градиентов ориентации и различных степеней кристалличности в отдельных участках заготовки.
Охлаждение формы в областях заготовки, для которых предпочтительно, чтобы материал являлся в основном аморфным или полукристаллическим, осуществляют путем циркуляции охлажденной текучей среды через выбранные области полости формы и стержня.
Имея в виду рассмотрение механизма данного изобретения, описанное выше, легко понять, что условия процесса нагнетания можно оптимизировать до строго установленного диапазона, с целью изготовления в общем случае изделий, а более конкретно, заготовок и контейнеров, получаемых формованием с раздувом и вытяжкой согласно настоящему изобретению.
Настоящее изобретение можно применять к различным кристаллизующимся полимерам для производства в общем случае изделий, в особенности заготовок и контейнеров, посредством способов, включающих инжекционное формование и формование с раздувом и вытяжкой.
Заготовку и контейнер можно изготовить исключительно из ПЭТ или другого кристаллизующегося полимера, предпочтительно, но не исключительно, ароматического или алифатического сложного полиэфира, смеси ароматических или алифатических сложных полиэфиров, сополимера ароматических или алифатических сложных полиэфиров или любого их сочетания.
Предпочтительные примеры включают полиэтилентерефталат (ПЭТ), полиэтиленнафталат (ПЭН), политриметилентерефталат (ПТТ), политриметиленнафталат (ПТН), полимолочную кислоту (ПМК) и их сополимеры и смеси.
Заготовки, изготовленные из кристаллизующихся полимеров, предпочтительно являются однослойными, т.е. состоят из одного слоя основного материала, или они могут быть многослойными, включая, но не ограничиваясь перечисленным, заготовки, которые включают сочетание основного материала и защитного материала. Материал каждого из данных слоев может представлять собой кристаллизующийся полимер одного типа или может представлять собой смесь кристаллизующихся полимеров.
Согласно настоящему изобретению также было обнаружено, что можно оказывать дополнительное положительное воздействие на предварительное упорядочение/ориентацию аморфных макромолекул посредством применения кристаллизующегося полимера с более высокой молекулярной массой, поскольку после достижения ориентации предварительно упорядоченные макромолекулы кристаллизующегося полимера с более высокой молекулярной массой проявляют большую устойчивость по отношению к релаксации, посредством чего они сохраняют ориентацию в течение более длительного интервала времени.
Очевидно, что способ согласно настоящему изобретению может обладать убедительными преимуществами по сравнению со способами, известными из уровня техники. В частности, для изделий в общем случае или, более конкретно, для заготовок и контейнеров, изготовленных из кристаллизующихся полимеров посредством производственных процессов, включающих инжекционное формование и формование с раздувом и вытяжкой, с помощью достижения расслоения в основной части и в горлышке во время стадии инжекционного формования можно достичь требуемых конечных преимуществ, включающих, среди прочего, минимальные изменения размеров в горлышке при воздействии повышенных температур, вследствие более высокой средней степени кристалличности, достигнутой в горлышке, равного или лучшего сопротивления газопроницаемости и более высокой механической прочности.
Кроме того, посредством способа настоящего изобретения можно устранить известные из уровня техники стадии воздействия тепловых нагревательных элементов, кристаллизацию выбранных частей, применение материалов с высокой температурой стеклования в сочетании с более сложными способами инжекционного формования и/или способами, включающими тепловую кристаллизацию после формования, а производство указанных заготовок и контейнеров происходит в пределах обычного, стандартного интервала времени производства и/или с его ограниченным увеличением.
В частности, для изделий в общем случае изготовленных способами, включающими операции инжекционного формования и/или формования с раздувом и вытяжкой, а более конкретно, для заготовок и контейнеров, изготовленных из кристаллизующихся полимеров, настоящее изобретение может привести к дополнительному уменьшению толщины стенки изделия, обусловленному повышением механической прочности, достигнутым путем создания слоистой структуры в поперечном сечении стенки изделия. В свою очередь, уменьшение толщины стенки может привести к существенному повышению эксплуатационной производительности процесса инжекционного формования и/или формования с раздувом и вытяжкой. Сочетание данных преимуществ предоставляет возможность дополнительного снижения общих затрат на приобретение и эксплуатацию оборудования для производства в общем случае изделий, в особенности заготовок и контейнеров, изготовленных из кристаллизующихся полимеров.
Повышенная механическая прочность конечного выдутого контейнера также обеспечивает возможность возникновения вакуума при охлаждении жидкости, что позволяет изготавливать контейнеры, имеющие более простую конструкцию и геометрию по сравнению с традиционными контейнерами, имеющими вакуумные панели и/или другие особые конструктивные признаки в геометрии бутылки, создающие возможность поглощения вакуума.
Изложенные выше преимущества делают изделия по настоящему изобретению весьма пригодными для высокоспециализированных областей применения, включающих области применения с горячим заполнением и разнообразные области применения для газированных и/или негазированных напитков.
ПРИМЕРЫ
1. Инжекционная система (Фиг.1)
a. Использовали имеющийся в продаже сорт кристаллизующегося полимера, представляющего собой ПЭТ, с традиционной характеристической вязкостью в интервале 0,78-0,82, как, например, продукт M&G Cobiter 80.
b. Полимерный материал, указанный в 1а, подвергали обработке в традиционной инжекционной машине, например, типа Huskey, работавшей при следующих типичных рабочих параметрах:
c. Стадию 1b повторяли с применением имеющегося в продаже сорта кристаллизующегося полимера, представляющего собой ПЭТ, с повышенной характеристической вязкостью в интервале 0,82-0,86, как, например, продукт M&G Cleartuf Мах.
d. Стадию 1b повторяли с применением имеющегося в продаже сорта кристаллизующегося сополимера на основе ПЭТ, с традиционной характеристической вязкостью в интервале 0,78-0,82, как, например, продукт M&G Cleartuf 8006.
2. Система горячих литниковых каналов
a. Стадии 1а-1d выполняли с обычной традиционной конфигурацией горячих литниковых каналов для получения заготовки инжекционным формованием.
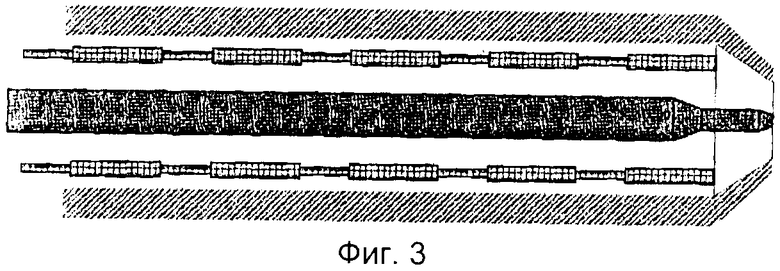
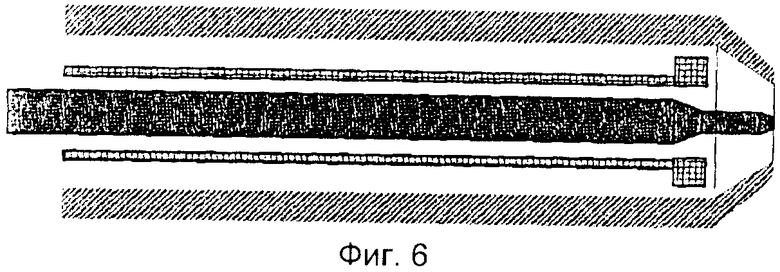
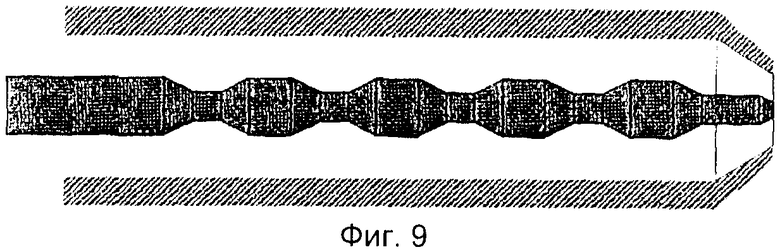
b. Стадии 1a-1d повторяли с включением особых модификаций горячих литниковых каналов, как указано на Фиг.2-9.
3. Заготовка, полученная инжекционным формованием
a. Стадии, описанные в пунктах 1 и 2, выполняли с применением доступной промышленной заготовки, подходящей для бутылки выбранного объема и размера, получаемой формованием с раздувом и вытяжкой.
b. Стадию 3а повторяли, но с применением доступной промышленной заготовки, подходящей для бутылки, получаемой формованием с раздувом и вытяжкой, причем заготовка имела пониженную осевую степень растяжения для выбранного объема и размера.
c. Стадию 3а повторяли при подходящих для заготовки температурах формы, находящихся в интервале от 8 до 60°С, для горлышка и/или для основной части.
d. Стадию 3d повторяли при подходящих для заготовки температурах формы, находящихся в интервале от 8 до 60°С, для горлышка и/или для основной части.
4. Процесс повторного нагрева заготовки
a. Заготовки, полученные на стадиях 3a-3d, повторно нагревали на традиционной выдувной формовочной машине, например, марки Sidel, работавшей в интервале температур повторного нагрева заготовки, составляющем от 90 до 95°С.
b. Заготовки, полученные на стадиях 3a-3d, повторно нагревали на традиционной выдувной формовочной машине, например, марки Sidel, работавшей в интервале температур повторного нагрева заготовки, составляющем от 100 до 110°С.
c. Заготовки, полученные на стадиях 3a-3d, повторно нагревали на традиционной выдувной формовочной машине, например, марки Sidel, работавшей в интервале температур повторного нагрева заготовки, составляющем от 120 до 130°С.
5. Процесс выдувного формования
a. Заготовки, полученные на стадиях 4а-4c, выдували в традиционную форму для выдувания, подходящую для бутылки выбранного размера, получаемой формованием с раздувом и вытяжкой, причем температура формы составляла 23°С.
b. Заготовки, полученные на стадиях 4а-4c, выдували в традиционную форму для выдувания, подходящую для бутылки выбранного размера, получаемой формованием с раздувом и вытяжкой, причем температура формы составляла 80°С.
c. Заготовки, полученные на стадиях 4а-4c, выдували в традиционную термостабилизационную форму для выдувания, подходящую для бутылки выбранного размера, получаемой формованием с раздувом и вытяжкой, причем температура формы составляла 160°С.
Приведенный выше пример демонстрирует преимущества, изложенные в описании, относительно конечных функциональных свойств, включая улучшения механической прочности, барьерных характеристик, способности сохранения размеров и оптимизированной толщины стенки, составляющей приблизительно 0,2 мм, контейнера, полученного формованием с раздувом и вытяжкой, как основного технологического продукта инжекционно-выдувного формования. Полученные контейнеры идеально подходят для областей применения с горячим заполнением (процент усадки составляет менее приблизительно 4%) и для разнообразных областей применения для газированных и/или негазированных напитков.
В данном описании изобретения и на чертежах представлены только типичные воплощения изобретения. Конкретные термины использованы в общем и описательном смысле, и это сделано не с целью ограничения. Как очевидно специалистам в данной области, следует понимать, что данное изобретение не следует неоправданно ограничивать иллюстративным примером, который был изложен выше.





Способ инжекционно-выдувного формования для изготовления контейнера включает стадии инжекции расплавленного кристаллизующегося полимера в форму для заготовки через систему горячих литниковых каналов и двуосного растяжения заготовки путем ее раздува с получением контейнера. При этом способ дополнительно включает средства для избирательного модифицирования протока для расплавленного кристаллизующегося полимера внутри системы горячих литниковых каналов. Заготовка, изготовленная способом по изобретению, включает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул между различными участками поперечного сечения стенки заготовки. Этим способом может быть получен контейнер для использования в областях с горячим заполнением или для газированных или негазированных напитков. Технический результат, достигаемый при использовании способа и заготовки для контейнера по изобретению, заключается в создании контейнеров, полученных формованием с раздувом и вытяжкой, в которых оптимизирована толщина стенки и которые обладают повышенным сопротивлением технической деформации во всех частях заготовки, особенно в горлышке. 7 н. и 16 з.п. ф-лы, 11 ил.
1. Способ инжекционно-выдувного формования для изготовления контейнера, включающий стадии инжекции расплавленного кристаллизующегося полимера в форму для заготовки через систему горячих литниковых каналов и двуосного растяжения заготовки путем раздува, для формирования тем самым контейнера, отличающийся тем, что заготовка включает регулярную или нерегулярную последовательность изменений предварительного упорядочения /ориентации молекул между различными участками поперечного сечения стенки заготовки.
2. Способ инжекционно-выдувного формования для изготовления контейнера по п. 1, в котором заготовка дополнительно включает регулярную или нерегулярную последовательность изменений кристалличности между различными участками поперечного сечения заготовки.
3. Способ инжекционно-выдувного формования для изготовления контейнера, включающий стадии инжекции расплавленного кристаллизующегося полимера в форму для заготовки через систему горячих литниковых каналов и двуосного растяжения заготовки путем раздува, для формирования тем самым контейнера, отличающийся тем, что указанный способ дополнительно включает средства для избирательного модифицирования протока для расплавленного кристаллизующегося полимера внутри системы горячих литниковых каналов таким образом, что заготовка включает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул между различными участками поперечного сечения стенки заготовки.
4. Способ инжекционно-выдувного формования для изготовления контейнера, включающий стадии инжекции расплавленного кристаллизующегося полимера в форму для заготовки через систему горячих литниковых каналов и двуосного растяжения заготовки путем раздува, для формирования тем самым контейнера, отличающийся тем, что контейнер включает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул и регулярную или нерегулярную последовательность изменений кристалличности между различными участками поперечного сечения стенки контейнера.
5. Способ по одному из пп.1-4, где в системе горячих литниковых каналов проток для расплава полимера включает профилирование внутри иглы, внутри шины или их сочетание.
6. Способ по одному из пп.1-4, где в системе горячих литниковых каналов проток для расплава полимера включает вкладыши, размешенные внутри системы горячих литниковых каналов.
7. Способ по одному из пп.2 и 3, где полость формы для инжекционного формования имеет соответствующие средства для обеспечения охлаждения, для того чтобы влиять на регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул и изменений кристалличности между различными участками поперечного сечения стенки заготовки.
8. Способ по одному из пп.1-4, где кристаллизующийся полимер представляет собой ПЭТ (полиэтилентерефталат), ПЭТ с высокой характеристической вязкостью или модифицированный ПЭТ или их сочетание.
9. Способ по п.8, дополнительно включающий стадию обеспечения сополимеров, подходящих для изменения физических характеристик заготовки, таких как, но не ограничиваясь перечисленным, полиамид, ПГА (полигликовая кислота), ПЭН (полиэтиленнафталат) или их смеси.
10. Способ по п.8, дополнительно включающий стадию обеспечения добавок, таких как антиоксиданты, поглотители УФ-излучения, красители, пигменты, нуклеирующие агенты, наполнители и их смеси.
11. Заготовка, пригодная для выдувного формования, изготовленная из кристаллизующихся полимеров, дополнительно отличающаяся тем, что указанная заготовка включает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул между различными участками поперечного сечения стенки заготовки.
12. Заготовка по п.11, пригодная для выдувного формования, изготовленная из кристаллизующихся полимеров, дополнительно включающая регулярную или нерегулярную последовательность изменений кристалличности между различными участками поперечного сечения стенки заготовки.
13. Заготовка по одному из пп.11 и 12, где кристаллизующийся полимер представляет собой ПЭТ, ПЭТ с высокой характеристической вязкостью или модифицированный ПЭТ или их сочетание.
14. Заготовка по п.13, дополнительно включающая стадию обеспечения сополимеров, таких как, но не ограничиваясь перечисленным, полиамид, ПГА, ПЭН или их смеси, подходящих для изменения физических характеристик контейнера.
15. Заготовка по п.13, дополнительно включающая стадию обеспечения добавок, таких как антиоксиданты, поглотители УФ-излучения, красители, пигменты, нуклеирующие агенты, наполнители и их смеси.
16. Контейнер, изготовленный выдувным формованием из кристаллизующихся полимеров, дополнительно отличающийся тем, что указанный контейнер включает регулярную или нерегулярную последовательность изменений предварительного упорядочения/ориентации молекул и регулярную или нерегулярную последовательность изменений кристалличности между различными участками поперечного сечения стенки контейнера.
17. Контейнер по п.16, где кристаллизующийся полимер представляет собой ПЭТ, ПЭТ с высокой характеристической вязкостью или модифицированный ПЭТ или их сочетание.
18. Контейнер по п.17, дополнительно включающий стадию обеспечения сополимеров, подходящих для изменения физических характеристик контейнера, таких как, но не ограничиваясь перечисленным, полиамид, ПГА, ПЭН или их смеси.
19. Контейнер по п.17, дополнительно включающий стадию обеспечения добавок, таких как антиоксиданты, поглотители УФ-излучения, красители, пигменты, нуклеирующие агенты, наполнители и их смеси.
20. Контейнер по п.16, где процент усадки указанного контейнера во время операций горячего заполнения составляет менее, чем примерно 4%.
21. Контейнер по одному из пп.16 или 20, имеющий части с толщиной стенки, составляющей менее, чем примерно 1 мм, предпочтительно примерно 0,2 мм.
22. Применение контейнера, определенного по п.16 или 20, для использования в областях применения с горячим заполнением.
23. Применение контейнера, определенного по п.16 или 20, для использования в областях применения для газированных или негазированных напитков.
| US 2002090473 A1, 11.07.2002 | |||
| US 5948450 A, 07.09.1999 | |||
| Устройство для вибрационной стабилизации подвижной части электромагнитного прибора | 1984 |
|
SU1215028A1 |
| US 5421715 A, 06.06.1995 | |||
| Рыхлитель | 1979 |
|
SU947304A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, МНОГОСЛОЙНАЯ ЗАГОТОВКА, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИЭФИРНОЙ ПЛАСТМАССЫ С БАРЬЕРНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ), СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОЙ ПЛАСТИКОВОЙ ЕМКОСТИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОЙ ПЛАСТМАССЫ С БАРЬЕРНЫМ СЛОЕМ ИЗ СОПОЛИМЕРА ТЕРЕФТАЛЕВОЙ КИСЛОТЫ, ИЗОФТАЛЕВОЙ КИСЛОТЫ И ДИОЛА | 1998 |
|
RU2200667C2 |
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.121-122, 147-149, 157-158, рис.8.73. | |||

