на 2-3%. и снизить затраты на перешлифовку роликов в 3-4 раза.
Формула изобретения
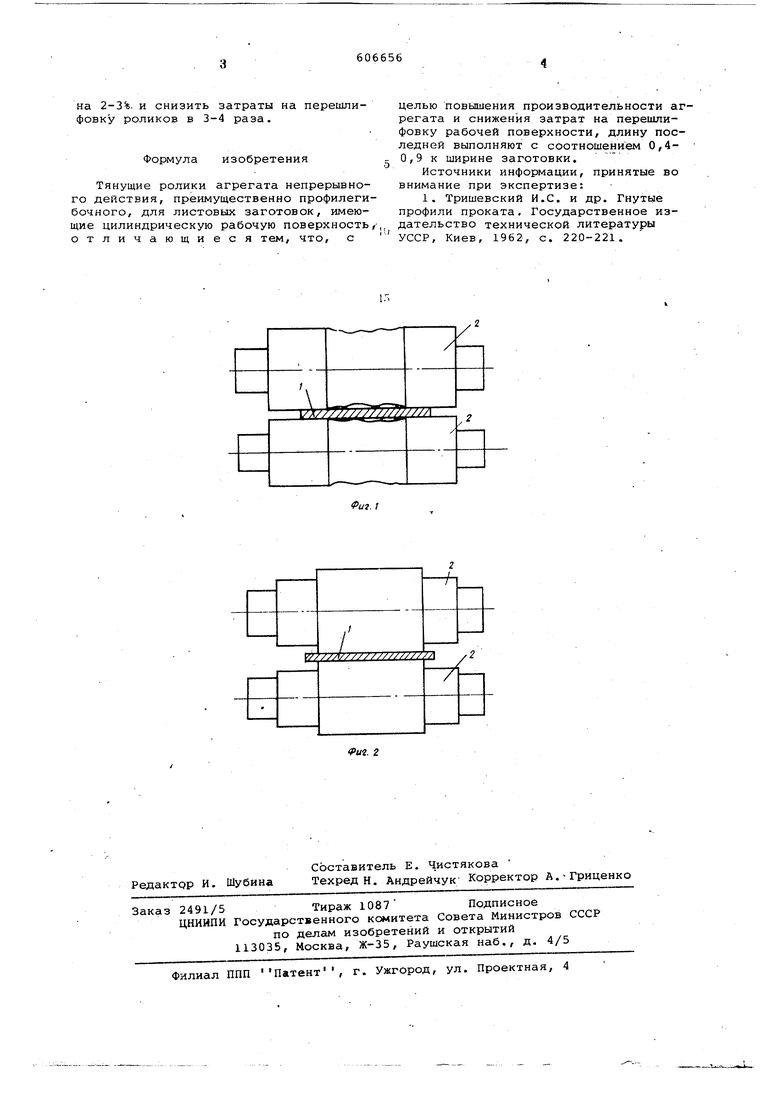
Тянущие ролики агрегата непрерывного действия, преимущественно профилегибочного, для листовых заготовок, имеющие цилиндрическую рабочую поверхность,-, отличающиеся тем, что, с
целью повышения производительности агрегата и снижения затрат на перешлиФовку рабочей поверхности, длину последней выполняют с соотношением 0,40,9 к ширине заготовки.
Источники информации, принятые во внимание при экспертизе:
1. Тришевский И.С. и др. Гнутые профили проката. Государственное издательство технической литературы УССР, Киев, 1962, с. 220-221. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РОЛИКОВ И ВАЛКОВ ПРОКАТНОГО ПРОИЗВОДСТВА | 2011 |
|
RU2483818C1 |
| Способ эксплуатации прокатных валков широкополосного стана | 1991 |
|
SU1810144A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Способ подготовки прокатных валков к работе в течение эксплуатационной кампании | 1986 |
|
SU1342549A1 |
| МАШИНА БЕССЛИТКОВОЙ ПРОКАТКИ АЛЮМИНИЕВОГО ЛИСТА | 2014 |
|
RU2567943C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2377086C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2368441C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2332272C2 |
| Абразивный зубчатый хон | 1973 |
|
SU563237A1 |
t
а/.
