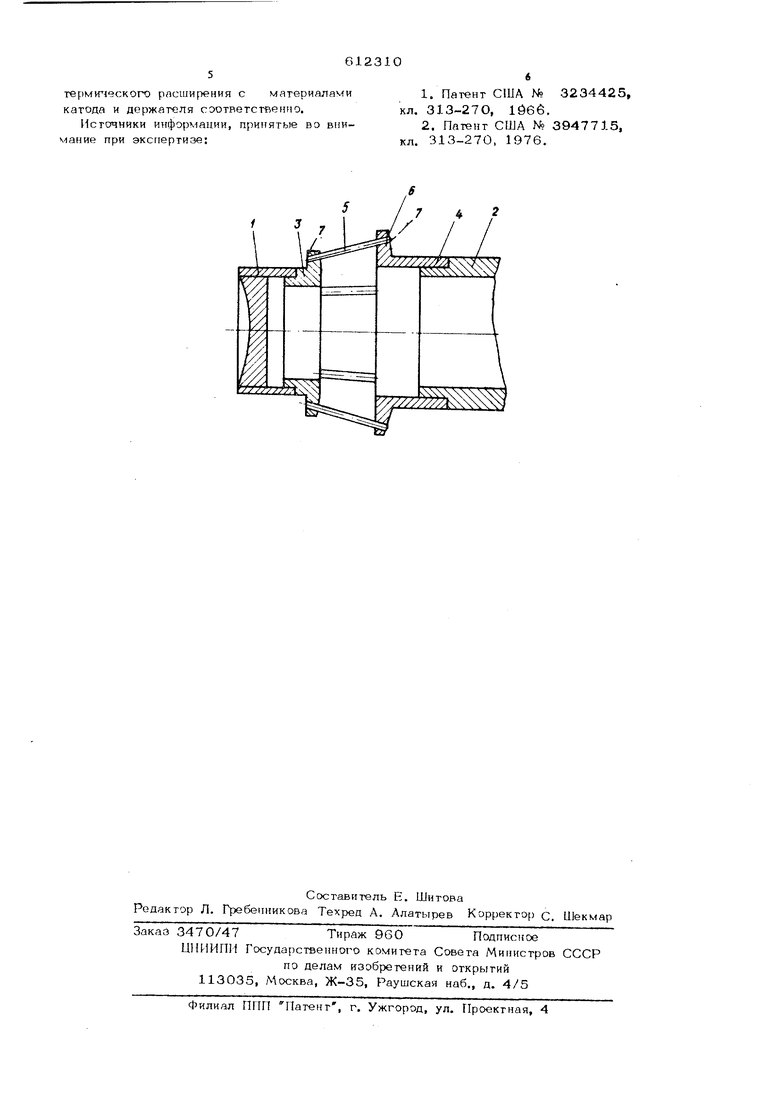
держателе - из обычной или ие)ж;шею1 1ей стали. Предлагаемая конструкция Г УГ}Роляег (тр манить для соединения деталей гак- Й гехнологический процесс, кш оплввление элек ptniecKofl дугой, электрсчгчым гли лучом. Места таких соедиийкий ( TOHKHJ обладают аначйт-ельн более вь(со кой надежностью, чем места соеднкряия контактной сваркой, На чертеже изображен предлат-домый катодный узел (вариант). На катоде 1 и держателе 2 жестко закреплены ссхзгвегспвен- но кольца 3 и 4 с выступами, которые соединены между собой с по гощью траверс 5, .вставленных в отверстия 6 колец и оплавленных в местах 7, При работе катодного узла после включения накала и раз грева коисгрукции кольца 3 и 4 будут иметь существенно разные температуры, на пример, 1150°С и 400-500°С соответственно. Компенсация разности радиальн.ых приращений размеров колец произойдет за счет небольшого изгиба траверс. Совокупность предлагаемых деталей 3j4 и 5 конструкции может быть выполнена в виде отдельного узла, который затем в про цессе сборки катодного узла сваривается с катодом 1 и держателем 2. Положительный эффект от использования предлагаемой конструкции заключаетх;я в следующем. Во-первых, возрастает механическая пр ность катодного узла, как вследствие креп ления совместным оплавлением траверс и колец, так и вследствие надежного крепления кольца 3 к катоду 1. Их мож1Ю на дежно соединить с помощью электроннолучевой или лазерной сварки, или другой сва кой, тогда как применить эти процессы для приварки к молибденовому керку катода траверс, как в известном узле 2, не представляется возможным. В отличие от крепления контактной сваркой не гфоисходи охрупчивания мест соединения, В огличие от соединения пайкой вьгсокотемпературным припоями с температурой плавления свыше примерно 12ОО-13ОО С, здесь не происходит рекристаллизации молибдена и резкого ухудшения его механических свойств. IКроме гого, отпадает нужда в специальном термическом оборудовании для пайки. Во-вгорых, повьпяение механической про ности достигается рациональным выбором материалов колец и гравере, что, наряду со способом крепления совместным- оплавлением, обеспечивает длительную целостность конструкции даже при высоких температурах и больших термопиклических нагрузках. Материал траверс выбирается н.ч условия, Mfj с:впрнпаемость материала rpafiRf-C этио гнгельна материалов колец должнг йыпг по меньшей мере удовлетворит эльн(й согласно ОСТ 11О54.О68-74 устпиавливаютт; гри градации свариваемости: хорсчиая, удовлетворительная и неудовлетвО5тт льная), Важно подчерк гуть, что при совместном оплавлении траверс и отверстиях колец этому условию удо влетворяюг различные комбинации металлов и сплавов, широко применяемых в электровакуумной ,промышленности. Так, HaiipuMepj катодное кольцо выполняют из молибдена, траверсы - из вольфрам-рениевого сплава ВР-20, кольцо на держателе из нержавеющей стали. В-третьих, происходит повышение экономичности путем снижения мощности накала вследствие хорошей теплоразвязки по траверс/зм. В четверть х, достигается повышение долговечности, главным образом, за счет снижения температуры подогревателя. В-пятьгх, достигается повышение механической точности теМ; что узел, содерхв- ший детали 3,4 и 5, можно co6tfpaTb на простых высокочастотных оправках. Этот узел можно предваригельно 1до сборки катодного узла) отжигать с целью снятия гермомеханических напряжений. Узел можно контролировать до и после отжига, проводить отбраковку. Возможны различные варианты конструкции. Например, отверстия в кольцах можно делать не сверлением, а ферезерованием, и тогда они будут иметь форму Пйзов. Для увеличения механической прочности траверсы можно располагать на конусной поверхности, как показано на чертеже. Можно приvjeHHTbj например, двойные, тройные кольпа с переходами на материалы с промежуточными зиаченияк и КТР, например, для высоKOrevfneparypHbix катодов. р е т е н и я о р м у 1.Катодный узел , содержащий торцевой катод, закрепленный на де;)жателе посредством траверс, отличающийся тем, что, с повышения его надежности катод и держатель снабжены кольцевыми выступами с отверстиями, внутри которых укреплоньг траверсы. 2.Катодный узел поп. 1, отлича ю- ш и и с я т-ем, что кольцевые выступы выполнень из отдельных деталей, соединенных соогветх;твенио с катодокт и держателе, из материалов, соггряженпых по кoэ4xtlициeнтa
TepMnfiecKOro расширения с материалами катода и держателя соответственно.
Источники информации, принятые во внимание при экспертизе;
1.Патент США fe 3234425,
кл. 313-270, isee.
2.Патент США № 3947715, кл. 313-270, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катодный узел электронной пушки | 2022 |
|
RU2789848C1 |
| Электровакуумный прибор СВЧ О-типа | 1987 |
|
SU1491243A1 |
| Катодно-подогревательный узел | 1981 |
|
SU978230A1 |
| Катодный узел мощной электронной пушки | 2023 |
|
RU2815173C1 |
| Катодный узел | 1986 |
|
SU1400361A2 |
| Катод прямого накала | 1979 |
|
SU873302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОГО НАГРЕВАТЕЛЯ | 1998 |
|
RU2150155C1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| УСТРОЙСТВО ДЛЯ ИЗЛУЧЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ, ИЗЛУЧАТЕЛЬ ЗАРЯЖЕННЫХ ЧАСТИЦ, СВАРОЧНЫЙ АППАРАТ, УЗЕЛ ДЛЯ ПРОХОЖДЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПУЧКА ЗАРЯЖЕННЫХ ЧАСТИЦ | 1998 |
|
RU2201006C2 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОЙ ПУШКИ С ПРОТЯЖЕННЫМ ЭЛЕКТРОННЫМ ПОТОКОМ | 2006 |
|
RU2321096C1 |
/
УТТТТТТ Щ,,:
х
//////////л
