Изобретение относится к технологии изготовления прецизионных деталей из тугоплавких материалов, а более конкретно - катодных элементов энергетических установок, и может найти применение в электротехнике, электронике и приборостроении.
Известен плазменный катод-компенсатор, принятый за прототип, катодный нагреватель которого изготовлен путем закрепления спирали на держателе при помощи свинчивания и с одним поддерживающим кольцом [1].
В соединении за счет свинчивания закладывается зазор между сопрягаемыми деталями, что при различных термических условиях хранения и эксплуатации приводит к изменениям контактного сопротивления в местах закрепления спирали и, как следствие, к изменению основных рабочих параметров процесса нагрева (тока и напряжения накала), что в свою очередь, приводит к нестабильности процессов запуска катодов. Такой способ крепления спирали ограниченно применим, не универсален, не позволяет исключить разрушения спирального нагревателя при вибронагрузках.
При создании изобретения решалась задача повышения прочности и надежности катодного нагревателя проволочной спирали, навиваемой и фиксируемой на держателях, исключения трещинообразования и деформации, улучшения качества и ресурса работы катодного нагревателя в условиях жесткого теплового разогрева и термоциклирования в процессе эксплуатации.
Поставленная задача решена за счет того, что в известном способе изготовления катодного нагревателя, состоящего из проволочной спирали и держателей, включающем навивку спирали на держатели, согласно изобретению перед навивкой проводят вакуумный отжиг спирали при температурах (0,5-0,6)tпл. с выдержкой в течение 10-30 мин в вакууме не хуже 13,3•10-4 Па с последующим охлаждением до 800-900oC со скоростью 0,5-3oC/с, навивку осуществляют с диаметральным натягом и по меньшей мере в одном месте фиксируют спираль на держателе электронно-лучевой сваркой путем расплавления легкоплавкого материала, температура плавления которого ниже температуры плавления материала спирали.
Вольфрамо-рениевую спираль изготавливают с соотношением диаметра проволоки к диаметру навивки не более 1:8. В зоне фиксации спирали на держателе формируют спиральную направляющую канавку глубиной 0,6-0,9 диаметра проволоки, на длине 1-1,5 шага спирали. Кроме этого, вакуумный отжиг спирали проводят на резьбовой керамической оправке из термостойкой керамики с шагом резьбы, равным шагу спирали нагревателя. Перед вакуумным отжигом спирали проводят электролитическое снятие смазки-аквадака с поверхности проволоки в течение 10-40 с.
Температура отжига выбрана из условий обеспечения полной рекристаллизации и релаксации напряжений, возникающих при навивке высокопрочной вольфрамо-рениевой или вольфрамо-молибденовой проволоки, время выдержки и давление вакуума выбраны из условий максимальной дегазации и очистки поверхностей, а скорость охлаждения - из условий исключения тепловой и структурной деформаций.
Выбранные условия последующей навивки на держатели с расплавлением в зонах концевой навивки более легкоплавкого материала-фиксатора расплавлением электронно-лучевой или лазерной сваркой выбраны из условий наиболее стабильного "грибкового" оплавления с перекрытием по крайней мере двух витков спирали на каждом держателе. Оба высококонцентрированных метода нагрева ЭЛУ и лазер позволяют исключить зонный перегрев, а также окисление и охрупчивание поверхностных зон теплового воздействия на проволочных нагревателях в обеих зонах навивки и фиксации сваркой на держателях.
Выбор соотношения диаметров проволоки нагревателя к диаметру витой спирали произведен из условий обеспечения максимальной остойчивости и возможного минимального коробления спирали по шагу при высокотемпературных нагревах, а шаг канавок на держателях, отличающийся от шага проволочной спирали на 0,1-0,2 мм, обеспечивает более надежную фиксацию спирали до момента оплавления фиксаторов.
Кроме того, выбор протяженности спиральных направляющих канавок в 1-1,5 шага, а также глубина канавок на держателях в 0,6-0,9 диаметра проволоки одновременно с видом, формой и размерами оплавленных фиксаторов на держателях, составляющими не менее 1,5 шагов спирали, позволяет получить жесткую фиксацию, исключает консольные и изгибовые нагрузки в зонах схода проволочной спирали с держателей, предотвращает разрушение спирали при знакопеременных термических деформациях и вибронагрузках.
Предварительное снятие перед вакуумным отжигом смазки с поверхности витой спирали электролитическим травлением исключает поверхностное охрупчивание проволоки, а получаемая полированная поверхность практически не имеет концентраторов напряжений в виде рисок, царапин, наволакиваний, что повышает усталостную прочность материала спирали.
В конечном счете, все выбранные технологические и конструктивные особенности, режимы, последовательность выполнения операций позволяют получить катодный нагреватель с качественно новыми эксплуатационными свойствами.
На фиг. 1 изображен осевой разрез плазменного катода-компенсатора с нагревателем;
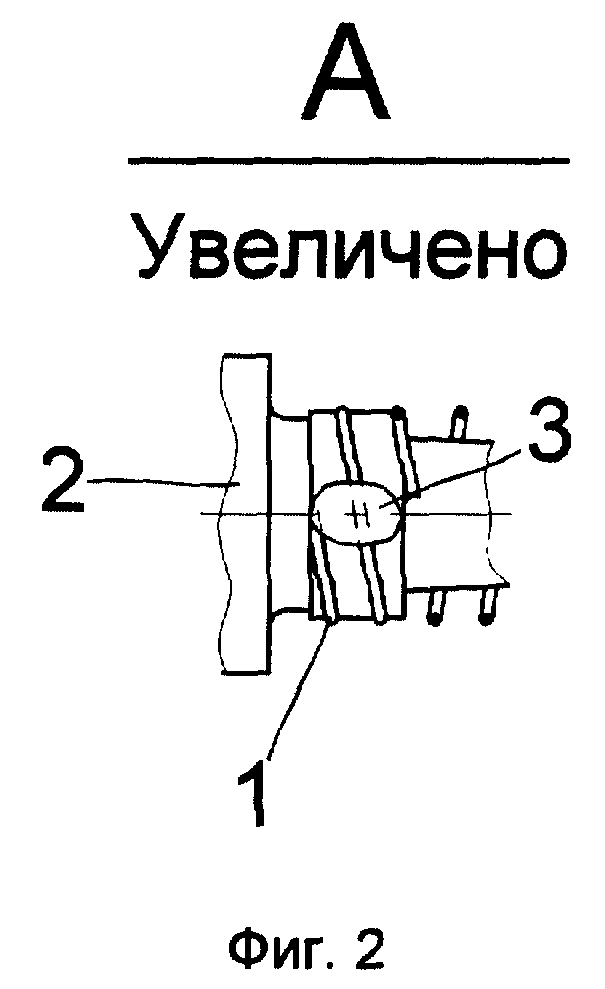
На фиг. 2 изображено соединение проволочной спирали и держателя с наплавленным материалом-фиксатором, вид А;
На фиг. 3 представлена фотография внешнего вида зоны электронно-лучевого оплавления фиксатора спирали на держателе (при 10-ти кратном увеличении), вид А;
На фиг. 4 представлен рентгеновский снимок геометрии спирального нагревателя из материала ВР-273В, изготовленного и обработанного по предложенной технологии и прошедшего ресурсные испытания (1:1), вид сбоку.
Катодный нагреватель плазменного катода-компенсатора содержит проволочную спираль 1, держатели 2 и фиксаторы 3.
При практическом осуществлении способа в нескольких катодных узлах электрореактивных двигателей малой тяги (ЭРД МТ) и технологических источниках плазмы витые проволочные спирали изготовляли из проволоки ВР-27ВП по ТУ 48-19-274-91, ВР-27-ЗВП по ТУ 48-19-190-82, диаметр проволоки брали 0,6 мм и 1,0 мм вольфрамо-рениевого сплава, содержащего 26,5-27,5% рения. Тугоплавкие держатели изготовляли из молибденовых прутков сплавов ЦМ10-ВД по ТУ 14-1-2952-80 и МИ5-ВД по ТУ 14-1- 3739-84 и сплава 4604 по ТУ 1-809-544-89.
Вакуумный отжиг спиралей проводили в двухколпаковых вакуумных электропечах СГВ-2.4/15-И2 и шахтных СШВЛ-1.2/2.5 с автоматическим регулированием и записью температур по лекалам и пишущим потенциометрам. Оплавление фиксаторов из сплавов ниобия и молибдена осуществляли при помощи лазерной сварки на установках "Квант-15" и "Квант-16", а также на специальных установках электронно-лучевой сварки и зонной термической обработки.
Пример 1. Катодный нагреватель ЭРД МТ изготовляли и обрабатывали по предложенной технологии: витую спираль из проволоки ВР-273ВП вначале подвергали вакуумному отжигу в печи СГВ-2.4/15-И2 в вакууме 10-4 Па по десять спиралей в одной садке, каждая на керамической оправке. Температура вакуумного отжига была 1500oC, время выдержки 15 минут, охлаждение со скоростью 2oC/с до 800oC, далее с печью произвольно.
После отжига крайними витками спираль устанавливали в держатели с заданным шагом канавок, а фиксацию витков на держателях осуществляли оплавлением штырька из сплава молибдена ЦМ-10 электронным лучом. Внешний вид зоны оплавления электронным лучом с фиксацией начальных двух витков спирали приведен на фиг. 3, а взаимное расположение элементов спирального нагревателя после окончательной сборки приведено на фиг. 4 (фотоснимок с рентгенографической пленки контроля качества сборки).
Как показали результаты ресурсных и контрольных испытаний катодного нагревателя изделия М-100, предложенная технология и конструкторско-технологическое исполнение двухсторонней фиксации витой спирали обеспечила надежную работу изделия в течение более 5000 часов или в 1,5 раза выше, чем в известном варианте изготовления и обработки. Практически исключено разрушение спирали при термоциклировании и форсированных нагревах до температур 1700-1900oC, также не наблюдалось образования трещин при виброиспытаниях по полному циклу нагружения изделия.
Одновременно сохранялась геометрия спирали по стреле прогиба в пределах 0,1-0,2 мм, не происходило искажение и изменение шага спирали при нагревах и охлаждениях до минус 80oC, что практически было невыполнимо в известных технологических решениях.
Пример 2. Катодные нагреватели изделия М-100 изготовляли по следующей технологической схеме: спираль из проволоки ВР-27ВП диаметром 0,6 мм навивали на токарном станке 16К20 и подвергали отжигу в вакууме на керамических оправках из керамики ВК-94-1 с заданным шагом, соответствующим чертежному шагу спирали перед сборкой. Температура отжига была 1600oC, время выдержки 10 минут, охлаждение со скоростью 0,5oC/с до 900oC.
Фиксацию крайних витков спирали на держателях из ниобия с применением ниобиевых штырей проводили оплавлением электронным лучом выступающих кромок штырей с формированием каплеобразного наплава. При этом на держателях предусматривалась винтовая канавка глубиной 0,5 мм на длине 1,5 шага спирали.
Как показали результаты рентгенографического контроля зон оплавления, в межвитковой области не наблюдалось образования непроплавов, трещин и утонения спирали, характерного для известных методов крепления спирали. Аналогичных дефектов и преждевременного разрушения не наблюдалось также при проведении ресурсных и виброиспытаний. Суммарная наработка изделия превысила 6000 часов.
Во всех случаях обработки и изготовления нагревателей при условиях за пределами параметров, заявляемых в формуле, качество изготовленных узлов снижалось, в частности, наблюдалось изменение шага и деформация нагревательной спирали при термоциклировании и в различных режимах форсированного разогрева катодного нагревателя.
Источники информации
Патент РФ N 2012946, кл. 5 H 01 J 37/077 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СИЛИЦИРОВАНИЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ МОЛИБДЕНА И ВОЛЬФРАМА | 1992 |
|
RU2025542C1 |
| КАТОД-КОМПЕНСАТОР | 2000 |
|
RU2168793C1 |
| Способ изготовления подогревателя | 1978 |
|
SU716080A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО НАПРАВЛЯЮЩИХ КАНАЛОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208850C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1995 |
|
RU2107345C1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОГО ПРИБОРА | 1987 |
|
SU1473593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЖИГНЫХ ЭЛЕКТРОДОВ ИЗ СПЛАВА 29 НК | 1992 |
|
RU2047665C1 |
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 1992 |
|
RU2030016C1 |
| ПРЯМОНАКАЛЬНЫЙ КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1718678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРЕОБРАЗОВАТЕЛЯ СОПРОТИВЛЕНИЯ | 2012 |
|
RU2509989C2 |
Способ изготовления катодного нагревателя включает проведение вакуумного отжига спирали при температуре (0,5-0,6)tпл в вакууме не хуже 13,3•10-4 Па в течение 10-30 мин с охлаждением со скоростью 0,5-3°С/с до 800-900°С, навивку спирали на держатели, которую осуществляют с диаметральным натягом, и фиксацию спирали на держателе по меньшей мере в одном месте электронно-лучевой сваркой путем расплавления легкоплавкого материала, температура которого ниже температуры плавления материала спирали. Вольфрамо-рениевую спираль изготавливают с соотношением диаметра проволоки к диаметру навивки не более 1: 8. В зоне фиксации спирали на держателе формируют спиральную направляющую канавку глубиной 0,6-0,9 диаметра проволоки, на длине 1-1,5 шага спирали. Вакуумный отжиг спирали проводят на резьбовой керамической оправке из термостойкой керамики с шагом резьбы, равным шагу спирали нагревателя. Перед вакуумным отжигом спирали проводят электролитическое снятие смазки-аквадака с поверхности проволоки в течение 10-40 с. Технический результат заключается в улучшении качества и ресурса работы катодного нагревателя в условиях жесткого теплового разогрева и термоциклирования в процессе эксплуатации. 4 з.п. ф-лы, 4 ил.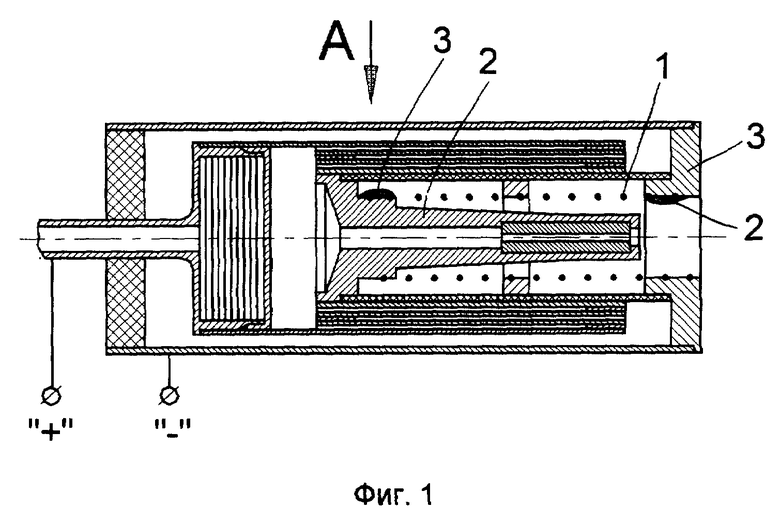
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 1990 |
|
RU2012946C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП НИЗКОГО ДАВЛЕНИЯ | 0 |
|
SU399934A1 |
| JP 59037632 A, 01.03.1984 | |||
| Устройство для разраборки и сборки барабана сепаратора | 1974 |
|
SU485775A1 |
| US 4078900, 14.03.1978 | |||
| СПОСОБ ДИАГНОСТИКИ/ПРОГНОЗИРОВАНИЯ ПАРЕЗА ЖЕЛУДОЧНО-КИШЕЧНОГО ТРАКТА | 2001 |
|
RU2225158C2 |
