1
Изобретение относится к измерительной технике, в частности к технике автоматического измерения размеров деталей на станках в процессе обработки и управления процесса обработки по результатам измерения.
Известен способ, по которому корректировка устройства активного контроля осуществляется в зависимости от величины .припуска и подачи 1.
Иедостатком этого способа является низкая точность обработки за счет того, что не учитываются параметры сигнала устройства активного контроля.
Целью изобретения является повышение точности обработки.
Для этого по предлагаемому способу настройки устройства активного контроля размеров время срабатывания устройства выбирают равным нулю при отношении произведения величины подачи «а период сигнала к его амплитуде больше четырех и равным полупериоду при соответствующем отношении, меньшем или равным четырем.
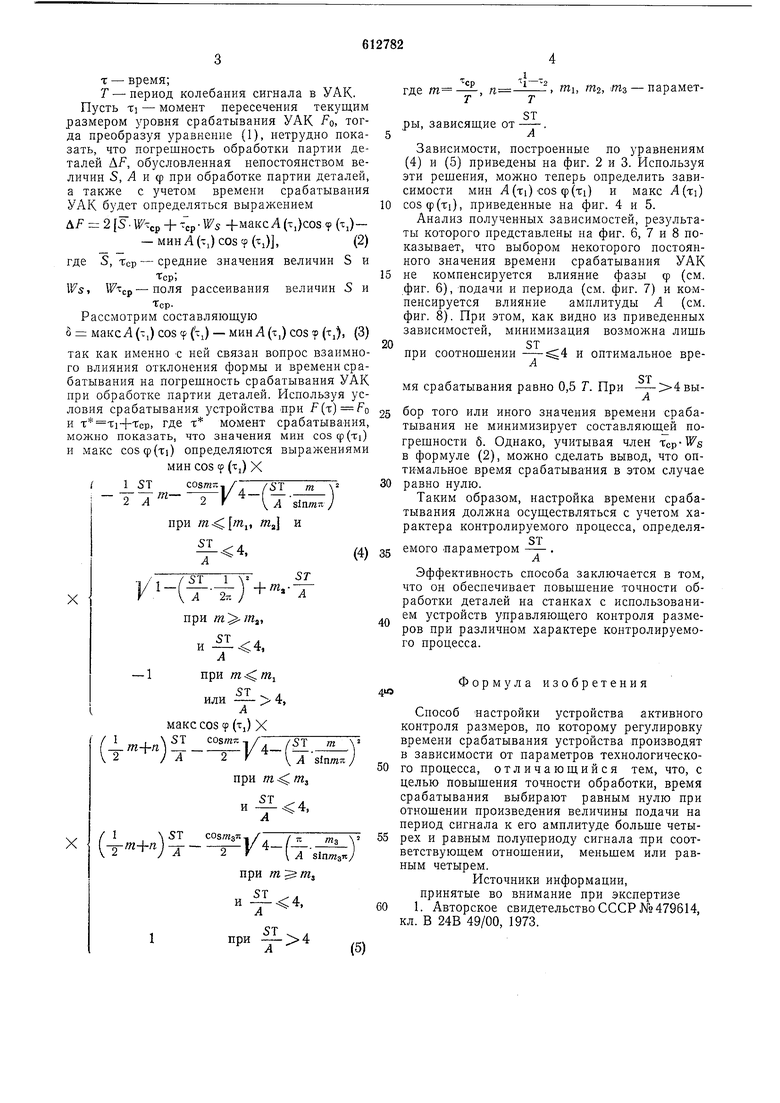
На фиг. 1 изображен график характера сигнала в устройстве активного контроля и условий срабатывания; на фиг. 2 - зависимость
величииы мин созф(т1) от параметра и
времени -срабатывания; на фиг. 3 - зависимость величины макс со5ф(т1) от параметра
ST
и времени срабатывания; на фиг. 4 - заА
висимость величины мин Л (TI) cos (p(Ti) от
параметра и времени срабатывания; на
./1
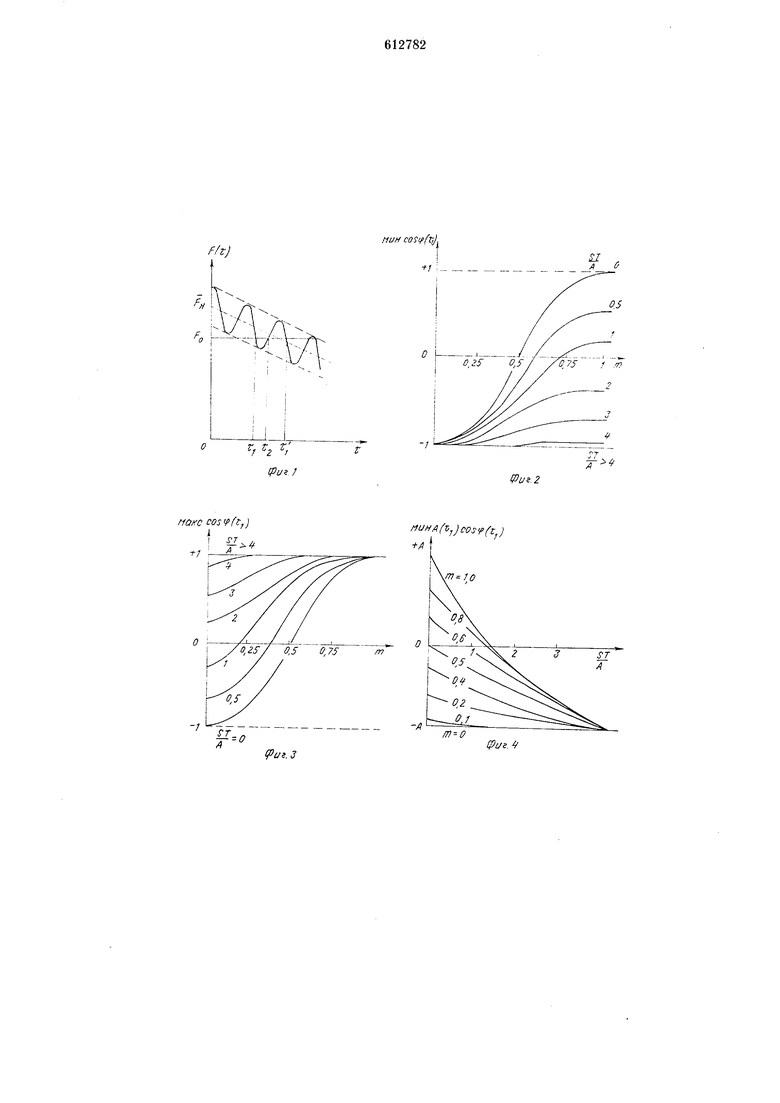
фиг. 5 - зависимость величины макс A(ri) созф(т1) от параметра и времени срабал
тывания; на фиг. 6 - влияние фазы сигнала и времени срабатывания на погрешность устройства активного контроля; на фиг. 7 - влияние подачи, периода и времени срабатывания на погрешность устройства активного контроля; на фиг. 8 - влияние амплитуды и времени срабатывания на погрешность устройства активного контроля.
Повышение точности при использовании данного способа видно из следующего. Воспринимаемый измерительной головкой
устройства активного контроля (УАК) текущий размер обрабатываемой детали при круглом шлифовании можно записать в виде
Л а-25Г + 2Л(т)соз(т), (I)
где: /-н - начальный средний размер детали; S - действительная подача; А - амплитуда сигнала в УАК, обусловленная отклонением формы;
( - - фаза сигнала в УАК; / т - время; Т - период колебания сигнала в УАК. Пусть TI - момент пересечения текущим размером уровня срабатывания УАК , тогда преобразуя уравнение (1), нетрудно показать, что погрешность обработки партии деталей А/, обусловленная непостоянством величин 5, Л и ф при обработке партии деталей, а также с учетом времени срабатывания УАК будет определяться выражением .Гтср + т;р.1Г5 +максА(т,)со8 (т,)- мин Л (т J cos (г,),(2) где 5, Тер - средние значения величин S и tcpj , - поля рассеивания величин S и Рассмотрим составляющую S макс Л (-,) cos (f {-J - мин Л (т) cos ср (т), (3) так как именно -с ней связан вопрос взаимного влияния отклонения формы и времени срабатывания на погрешность срабатывания УАК при обработке партии деталей. Используя условия срабатывания устройства при /(T) FO и T i;i+T cp, где т момент срабатывания, можно показать, что значения мин со5ф(-Г1) и макс со5ф(т1) определяются выражениями мин cos ср (ti) X i 1 STcoswit-/- /iT т- 4- - .2 A sInwTt V л S при , ffZj и
- 1при
ST
или - 4, A
макс cos p (TJ) X L/«+«) °
т
2 A slnww
/ A r л
при те ; /Из
, А
/ I . 5Т cos/йзя /- 7Т
(т-«+ ; -- К4-(-.
ГПз
Sln/йз
При т ГПз Г
4,
И
л
5Т , при
Формула изобретения
Способ застройки устройства активного контроля размеров, по которому регулировку времени срабатывания устройства производят в зависимости от параметров технологического процесса, отличающийся тем, что, с целью повышения точности обработки, время срабатывания выбирают равным нулю при отношении произведения величины подачи на период сигнала к его амплитуде больше четырех и равным полупериоду сигнала лри соответствующем отношении, меньшем или равным четырем.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №479614, кл. В 24В 49/00, 1973. где , ть , тз -параметггры, зависящие от. Зависимости, построенные по уравнениям (4) и (5) приведены на фиг. 2 и 3. Используя эти решения, можно теперь определить зависимости мин Л(TI) cos ф(т1) и макс Л(т1) со8ф(т1), приведенные на фиг. 4 и 5. Анализ полученных зависимостей, результаты которого представлены на фиг. 6, 7 и 8 показывает, что выбором некоторого постоянного значения времени срабатывания УАК не компенсируется влияние фазы ф (см. фиг. 6), подачи и периода (см. фиг. 7) и компенсируется влияние амплитуды Л (см. фиг. 8). При этом, как видно из приведенных зависимостей, минимизация возможна лишь ST . при соотношении и оптимальное время срабатывания равно 0,5 Т. При 4выбор того или иного значения времени срабатывания не минимизирует составляющей погрешности б. Однако, учитывая член tcp-Wg в формуле (2), можно сделать вывод, что оптимальное время срабатывания в этом случае равно нулю. Таким образом, настройка времени срабатывания должна осуществляться с учетом характера контролируемого процесса, определяSTемого параметром. Эффективность способа заключается в том, что он обеспечивает повышение точности обработки деталей на станках с использованием устройств управляющего контроля размеров при различном характере контролируемого процесса.
оTj t г/
IpUi }
lpui.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления размерной точностью обработки при врезном шлифовании и устройство для его осуществления | 1975 |
|
SU602359A1 |
| Устройство управления | 1984 |
|
SU1229721A1 |
| Цифровой измеритель мощности | 1979 |
|
SU828102A1 |
| Устройство для защиты от тока короткого замыкания в трехфазной сети | 1975 |
|
SU555487A1 |
| ДИСКРЕТНЫЙ ФАЗОВРАЩАТЕЛЬ С НИЗКООМНЬШ ВЫХОДОМ | 1970 |
|
SU285105A1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Устройство управления трехстепенным карданным подвесом | 1988 |
|
SU1675844A1 |
| Реле сопротивления | 1972 |
|
SU477485A1 |
| Цифровой измеритель мощности | 1982 |
|
SU1092422A2 |
| Способ дистанционного контроля толщины нефтяной пленки на поверхности воды | 1982 |
|
SU1052857A1 |
HQKC COSf(t,}
i
Сриг.З
fiUHA(j)COSf(t )
m-o
ptje.f
(ij) cos f(tj) т- f
-J-i: const ,A const
n
S-.,-,
2-3
„j .Л
0,S 0,75
025
(pi/i. 7
(4 -J -const
2-A h/--4
-f-,.
0,25 0,5 OJS
т lyuz.f
S 1 Пфconst, A i const
fl-.OS0,25 0,5 0,75m,
ffl-US S
