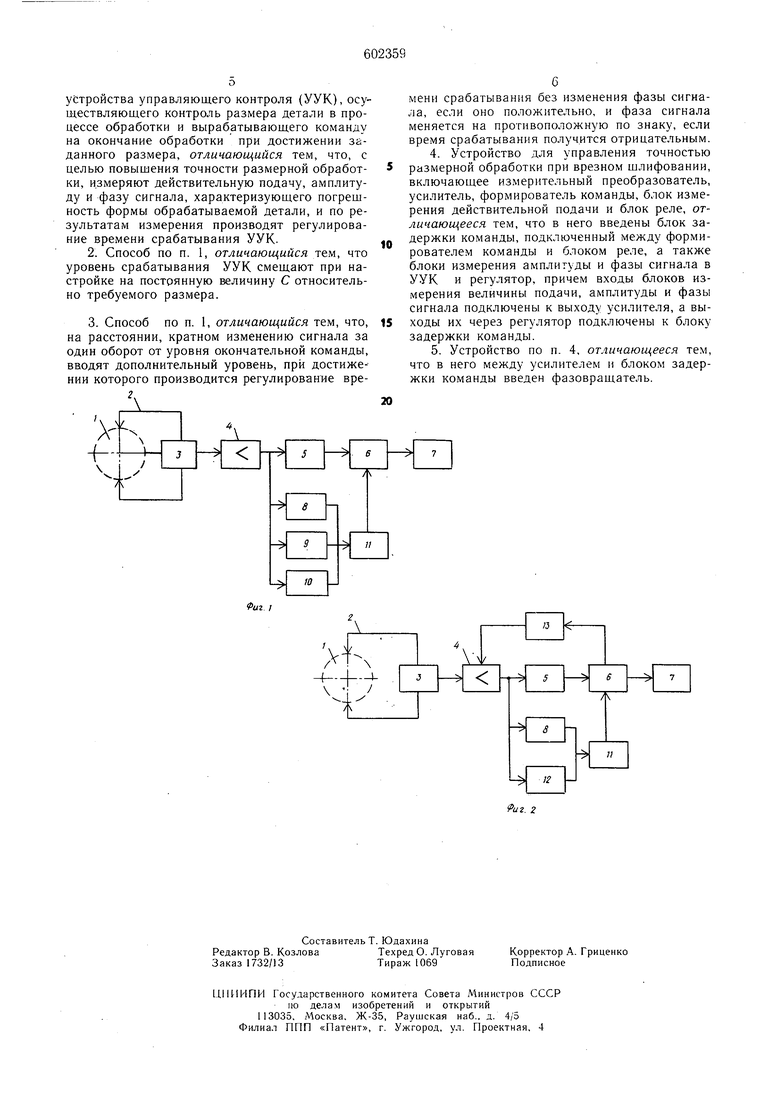
(54) СПОСОБ УПРАВЛЕНИЯ РАЗМЕРНОЙ ТОЧНОСТЬЮ ОБРАБОТКИ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 12 т- время; Т - период колебания сигнала в УУК Если в качестве цели управления выбрать средний размер детали, то алгоритм управления временем срабатывания УУК выразитс A(TJ SCc,) где Tj- момент пересечения текущим размером уровня срабатывания УУК. Таким образом, измеряя величины A,S,f, можно в соответствии с формулой управлять временем срабатывания УУК. Из приведенной формулы видно, что при |-(2п + 1)4Ф4|Ж2п+1), , при J,3 f- (2п+1)(2п- ; где ,1,2... Следовательно, возможность практического регулирования времени срабатывания непосредственно по измеренной формуле несколько ограничена. Если при настройке УУК уровень его срабатывания установить на некоторую величину 2С большую окончательно требуемого размера, то алгоритм управления временем срабатывания УУК будет определяться выражение гр с - А (с.) cos р (т,) (T,) Причем С легко определяется из условия , т. е. . Другая модификация предлагаемого способа управления заключается в том, что в УУК вводят дополнительный уровень на расстоянии, кратном ST, от уровня окончательной команды. При достижении этого уровня производят регулирование времени срабатывания в соответствии с зависимостью ,(f(i,). При положительной величине управление остается без изменений, а при отрицательной дается команда на изменение фазы сигнала в УУК на противопо.ложную, и регулирование Те осуществляют по алгоритму, определяемому формулой.,- .. Л (г,) j ../,- 11 -- ТТ7,1 itos(c,)l- Текущий размер детали пересекает указанный дополнительный уровень в момент времени г, причем т TI - КЗТ, где К 1, 2, следовательно, cos;|;{-ri) cosf(-rj), а при малости J Лт Tj -ti можно считать, что А (i|) A(TJ), S (т,) S (Г:). Регулирование по формуле Ttf - i osч т является частичным случаем предлагаемого способа. При управлении по наибольшему размеру алгоритм управления временем срабатывания будет TV 4Й,1-С05Ф(Т,), а при управлении по наименьшему размеру Если одна или несколько величин А. S, являются достаточно постоянными и их малые изменения незначительно влияют на Тер, регулирование производится упрощенным способом по соответствующим алгоритмам. прини-мая постоянными указанные величины. На фиг. 1 представлена схема устройства для осуществления предлагаемого способа; на фиг. 2 - то же, вариант. Предлагаемое устройство (фиг. 1) содержит деталь 1, на которую одета измерительная скоба 2, несущая на себе измерительный преобразователь 3, к которому подключены последовательно соединенные усилитель 4, формирователь 5 команды, блок 6 задержки команды и блок 7 реле. Устройство содержит также блок 8 измерения действительной подачи, блок 9 измерения амплитуды сигнала УУК и блок 10 измерения косинуса фазы сигнала в УУК, которые подключены параллельно к усилителю 4. К блокам 8, 9 и 10 подключен регулятор 11. связанный с блоком 6 задержки команды. . В варианте устройства на фиг. 2 отсутствуют блоки 9 и Го, вместо них введены блок 12, осуществляющий двойное дифференцирование сигнала в УУК и подключенный между усилителем 4 и регулятором 11, и фазовращатель 13, подключенный между усилителем 4 и блоком 6 задержки команды. Обрабатываемая деталь 1 измеряется с помощью скобы 2, на которой закреплен измерительный преобразователь 3. Сигнал с преобразователя поступает в последовательно соединенные усилитель 4, формирователь 5 команды, блок 6 задержки команды и блок 7 реле, управляющий работой исполнительных органов. Кроме того, в блоках 8, 9 и 10, подключенных параллельно к выходу усилителя 4, производится измерение действительной подачи амплитуды сигнала и косинуса фазы сигнала. Из блоков 8, 9 и 10 сигналы поступают в регулятор 11, в котором осуществляется преобразование поступающей информации в соответствии с требуемым алгоритмом управления временем срабатывания. Регулятор 11 осуществляет регулирование временной задержки команды в блоке 6. Блок 12 осуществляет двойное дифференцирование сигнала в УУК, в результате чего на выходе этого блока имеется сигнал, пропорциональный произведению А (т)-cos ф(т). При работе устройства производится измерение детали 1, при достижении заданного размера формирователь 5 вырабатывает команду УУК. В зависимости от действительной подачи, амплитуды и косинуса фазы сигнала измеряемых соответственно в блоках 8, 9 и 10, регулятор II осуществляет автоматическое регулирование временной задержки команды блоком 6. Если возможно при принятом алгоритме управления получение отрицательных значений времени срабатывания, устройство снабжается фазовращ.ателем 13, подключенным между усилителем и блоком задержки, который осуществляет изменение фазы сигнала в УУК на противоположную при отрицательных значениях времени срабатывания и тем самым обеспечивает возможность полной реализации требуемого алгоритма управления. Формула изобретения 1. Способ управления размерной точностью обработки при врезном щлифовании с помощью устройства управляющего контроля (УУК), осуществляющего контроль размера детали в процессе обработки и вырабатывающего команду на окончание обработки при достижении заданного размера, отличающийся тем, что, с целью повыщения точности размерной обработки, измеряют действительную подачу, амплитуду и фазу сигнала, характеризующего погрещность формы обрабатываемой детали, и по результатам измерения производят регулирование времени срабатывания УУК. 2.Способ по п. 1, отличающийся тем, что уровень срабатывания УУК смещают при настройке на постоянную величину С относительно требуемого размера. 3.Способ по п. 1, отличающийся тем, что, на расстоянии, кратном изменению сигнала за один оборот от уровня окончательной команды, вводят дополнительный уровень, при достижении которого производится регулирование времени срабатывания без изменения фазы сигнала, если оно положительно, и фаза сигнала меняется на противоположную по знаку, если время срабатывания получится отрицательным. 4.Устройство для управления точностью размерной обработки при врезном щлифовании, включающее измерительный преобразователь, усилитель, формирователь команды, блок измерения действительной подачи и блок реле, отличающееся тем, что в него введены блок задержки команды, подключенный между формирователем команды и блоком реле, а также блоки измерения амплитуды и фазы сигнала в УУК и регулятор, причем входы блоков измерения величины подачи, амплитуды и фазы сигнала подключены к выходу усилителя, а выходы их через регулятор подключены к блоку задержки команды. 5.Устройство по п. 4, отличающееся тем, что в него между усилителем и блоком задержки команды введен фазовращатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления дискретным процессом обработки | 1974 |
|
SU542636A1 |
| УСТРОЙСТВО для АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU278461A1 |
| Система управления электроприводом | 1979 |
|
SU824135A1 |
| Устройство управляющего контроля размеров | 1982 |
|
SU1085793A1 |
| Система управления металлорежущим станком | 1978 |
|
SU791503A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И ПОДАВЛЕНИЯ ФИЗИЧЕСКИХ ПРОЦЕССОВ (ПОЛЕЙ) ОКРУЖАЮЩЕЙ СРЕДЫ САМОНАСТРАИВАЮЩИМСЯ ОПОРНЫМ ПРОЦЕССОМ (ПОЛЕМ) | 2008 |
|
RU2391678C2 |
| Устройство для определения размеров деталей на токарных станках | 1985 |
|
SU1294571A1 |
| Устройство для автоматического контроля и регулирования режима безнапорного трубопроводного гидротранспорта | 1981 |
|
SU1000359A2 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Регулятор мощности многофазнойРудНОТЕРМичЕСКОй элЕКТРОпЕчи | 1979 |
|
SU828442A1 |
