(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ МИКРОСВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной микросварки током и повышенной частоты с автоподстройкой режима | 1974 |
|
SU567570A1 |
| Устройство для контактной микросварки | 1973 |
|
SU440224A1 |
| Источник для контактной сварки на повышенной частоте сварочного тока | 1975 |
|
SU554109A1 |
| Источник питания для контактной микросварки током повышенной частоты с автоподстройкой режима | 1978 |
|
SU774854A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ НА ПОВЫШЕННОЙ ЧАСТОТЕ | 1969 |
|
SU238701A1 |
| Устройство для дуговой сварки | 1981 |
|
SU967712A1 |
| Машина для точечной контактной конденсаторной микросварки ручным инструментом | 1978 |
|
SU737160A1 |
| Источник питания для контактной сварки | 1979 |
|
SU854644A1 |
| Устройство для электродуговой сварки и наплавки | 1990 |
|
SU1774529A1 |
Изобретение относится к устройствам для контактной сварки преимущественно деталей малых толщин и сечений и может быть использовано в производстве изделий электронной и приборостроительной прЪмыщленности.
Известно устройство для контактной микросварки, содержащее сварочный трансформатор, рабочую емкость и ийвертор на тиристорах с системой их возбуждения, выполненной по схеме релаксационных генераторов с синхронизирующими тиристорами- в цепях заряда конденсаторов; релаксационных генераторов 1.
Недостатком известного устройства является то, что питание системы возбуждения осуществляется напряжением на рабочей емкости. Величина этого напряжения завнсит от дробности силового контура. При увеличении сопротивления между электродами сварочной машины дробность контура значительно падает, и напряжение на рабочей емкости оказывается недостаточным для работы системы возбуждения. Это в значительной степени сужает диапазон применимости известного устройства для целей контактной сварки, делая практически невозможной сварку деталей с больщими контактными сопротивлениями. Кроме того,
наличие времени, необходимого для заряда емкостей релаксационных генераторов до напряжения срабатывания после момента включения синхронизирующих тиристоров, не позволяет уменьщить паузу между импульсами сварочного тока. Формирование непрерывной кривой сварочного тока, необходимой для сварки целого ряда изделий в таком устройстве исключается полностью.
Для повышения качества, сварки в цепь первичной обмотки сварочного трансформатора включены трансформаторы тока, ко вторичным обмоткам которых подключены входы релаксационных генераторов.
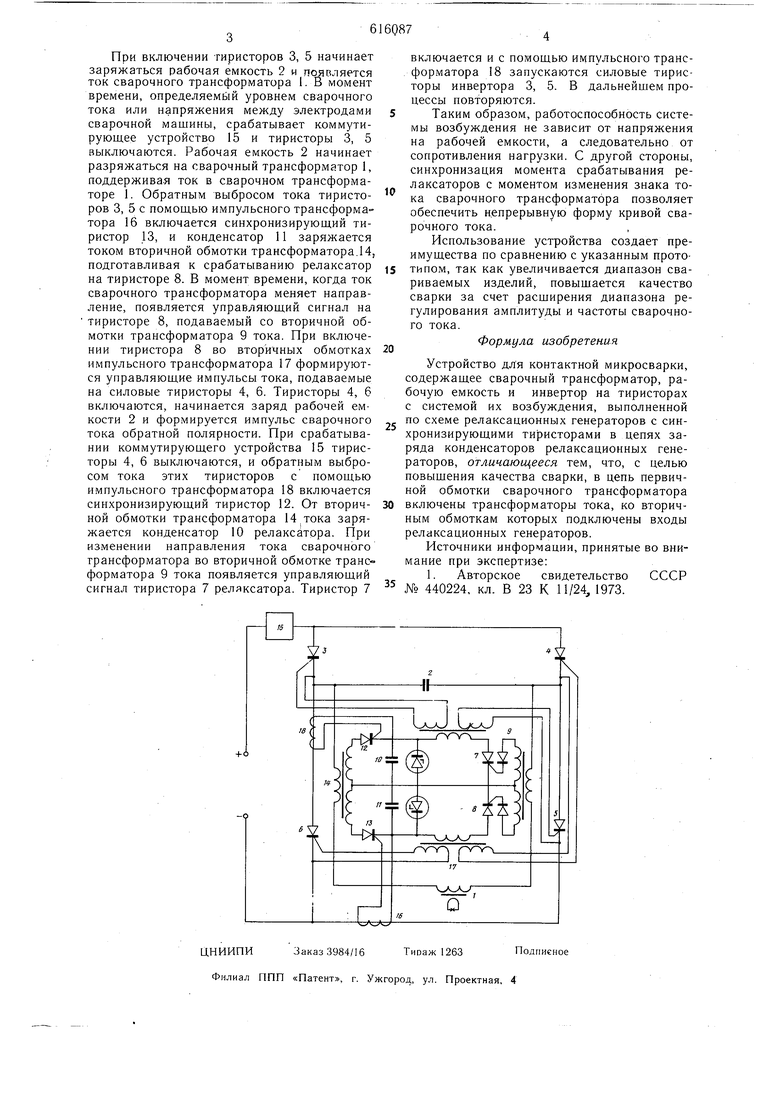
На чертеже дана электрическая схема предлагаемого устройства.
Она содержит сварочный трансформатор 1, рабочую емкость 2, силовые тиристоры 3-6, два релаксационных генератора на тиристорах 7, 8, цепи управления которых подключены ко вторичным обмоткам трансформатора 9 тока, а цепи заряда конденсаторов 10, И через синхронизирующие тиристоры 12, 13 подключены ко вторичным обмоткам трансформатора 14 тока,, и коммутирующее устройство 15, осуществляю.щее выключение тиристоров инвертора
