1
Изобретение относится к сварке материалов и может быть использовано в машинах точечной контактной сварки с автоматическим регулированием режима контактной сварки.
Известно устройство стабилизации нагрева для точечной контактной машины, содержащее сварочный трансформатор с силовым коммутирующим тиристором и блоком управления, узел задания длительности сварочного импульса, включающий источник опорного напряжения, динистор, потенциометр и конденсатор, связанный с источником переменного напряжения, сдвинутого по фазе относительно питающего на 90 через диод, анод которого подключен к аноду динистора l .
В таком устройстве регулирование осуществляется следующим образом.
При изменении напряжения питающей сети за счет изменения напряжения вспомогательного источника переменного напряжения меняется скорость заряда конденсатора, определяющая момент включения динистора. Соответственно изменяется угол отпирания силового ти ристора. Например, при уменьшении сетевого напряжения угол отпирания тиристора изменяется так, чтр длительность импульса сварочного тока увеличивается. При скачкообразном уменьшении или увеличении напряжения сети достигается быстродействие схемы 5 стабилизации, равное 1/2 периода сети. .-. Таким образом, в этом устройстве осуществляется лишь параметрическая стабилизациярежима сварки. Недостатком такого устройства является непостоянство времени сварки и низкое быстродействие, что не позволяет получать качественное сварное соединение материалов с малой тепловой инерцией, например толщиной менее 0,5 мм, сварка которых осуществляется преимущественно при длительностях сварочного тока не более 1/2 периода сети.
Известно устройство для контактной микросварки, содержащее сварочный 20 трансформатор, рабочий конденсатор, последовательный инвертор на тиристорах с системой их возбуждения, выполненной по схеме релаксационных генераторов, в котором в цепь заряда конденсаторов релаксационных генераторов включены синхронизирующие тиристоры, запускаемые обратньлч выбросом тока силового контура инвертора 2
Известно также устройство для контактной сварки, содержащее сварочный .
трансформатор с секционированной первичной обмоткой, вторичная обмотка которого через токоведущие элементы подключена к электродам сварочной маииины, а первичная - к сети через тиристорный коммутатор, и цепь регулирования энергетического режима, состоящую из связанных между собой множительного блока, интегратора, компаратора, источника опорного напряжения, формирователя запускающих импульсов и дополнительной цепи регулирования, имеющей блок сравнения, один из входов которого подключен к выходу множительного блока, программирующий блок, подключенный ко второму входу блока сравнения, логический блок, один вход которого подключен к выходу блока сравнения, а другой - к компаратору, к части первичной обмотки трансформатора подключен дополнительный тиристорный коммутатор, образующий с вышеназванным коммутатором тиристорный блок, управляегчый с помощью указанного логического блока 3j .
Однако такие устройства сложны и ненадежны, так как не исключают возможности перекрытия тиристоров и короткого замыкания по цепи-питания, что снижает точность регулирования.
Наиболее близким к предлагаемому является устройство для автоматического регулирования режима контактнрй сварки, содержащее сварочный транс- форматор 1 контактор на управляемых вентилях со схемой его управления, схему принудительного, запирания вентиля контактора со схемой управления и сравнения . Регулирование режима контактной сварки при этом осуществляется за счет запирания силового вентиля в момент, когда мгновенное значение выбранного параметра, например сварочного тока, достигает установленного уровня. В известном устройстве для осуществления регулирования при стандартном изменении напряжения питающей сети в пределах ±10% необходимо завышать на 20-30% напряжение питания в первичной цепи сварочного трансформатора, что отрицательно сказывается на качестве сварки, особенно круглых материалов, из-за повышенной скорости их разогрева, приводящей к появлению выплесков., Одновременно при этом случайно изменяется один из основных параметров процесса-время сварки, так :как при регулировании таким устройством изменяется угол горения управляемого вентиля. Недостатком этого устройства явля ется непостоянство времени сварки, что не позволяет получить качественное сварное соединение дале при специальных технологических мерах - пред варительном формировании контактного сопротивления свариваемых материалов
Целью изобретения является повышение качества сварки путем поддержания постоянства времени сварки.
Это достигается тем, что устройство дополнительно снабжено схемой J повторного запуска управляемого вентиля со схемой управления, содержащей динистор, шунтированный конденсатором, И последовательно соединенный с диодом и конденсатором, шунтированным
g стабилитроном, при этом входы схемы повторного запуска управляемого вентиля подключены к схеме его управления, а выходы схемы повторного запуска подключены к управляющему электроду и катоду од но го /из управляемых винтилей.
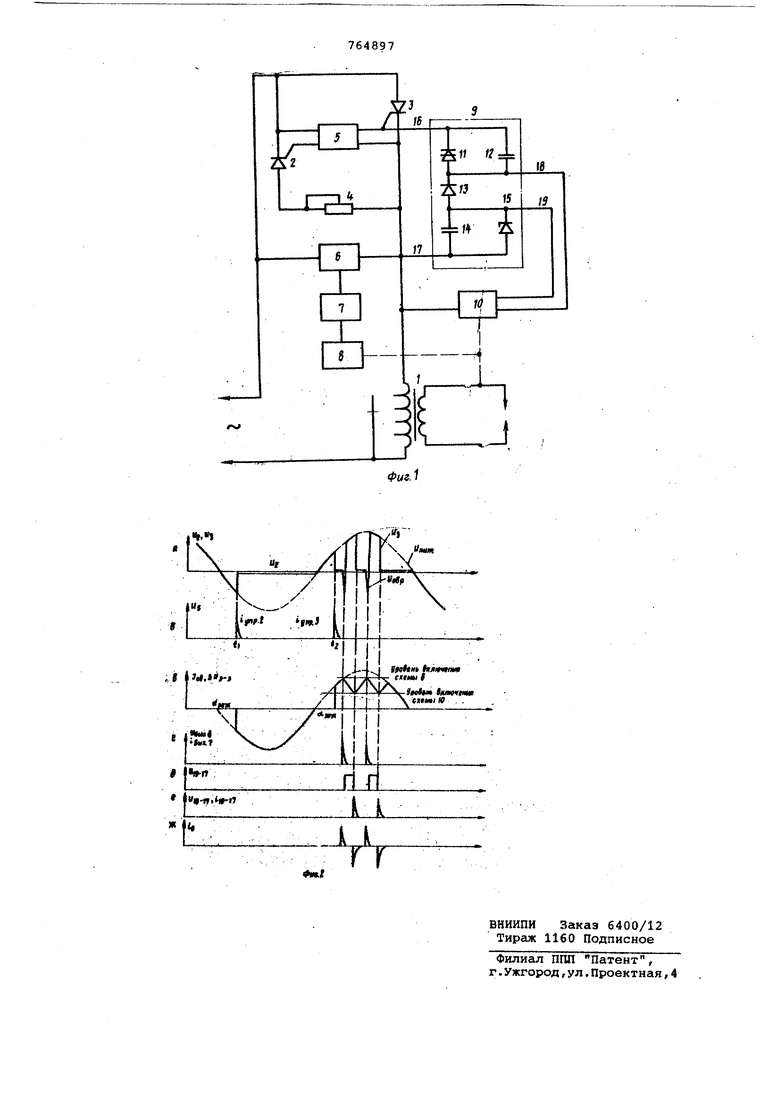
5 На фиг. 1 дана схема устройства; на фиг. 2а-ж - эпюры напряжений и токов на элементах устройства.
Устройство для автоматического регулирования включено в первичную цепь
0 сварочного трансформатора 1 и содержит контактор на тиристорах 2 и 3, включенных встречно-параллельно через реостат 4, схему 5 управления тиристорами, схему б принудительного запирания тиристора со схемой 7 управления и схемой°8 сравнения. Устройство содержит также .схему 9 повторного запуска тиристора, предназначенную для формирования и подачи импульса управQ ления в цепь управляющего электрод а. тиристора 3 независимо от схемы 5 управления схему 10 управления, предназначенную для подачи на схему 9 повторного запуска питающих и синхронизирующих напряжений при снижении регулируемого параметра ниже заданного значения. Схема 9 повторного запуска включает динистор 11, зашунтированный конденсатор 12, диод 13, конденсатор 14, зашунтированный стабилитрон 15. Схема 9 повторного запуска имеет выходы 16, 17, а схема 10 управления - выходы 18 и 19. Элементы устройства соединены следующим образом. Схема 9 повторного запуска выходом 16 соединена с управляющим электродом, а выходом 17 - с катодом тиристора 3. Общая точка соединения динистора 11, конденсатора 12 и диода .З соединена с выходом 18 схемы 10 управления, а общая точка соединения диода 13, конденсатора 14 и стабилитрона 15 соединена с выходом 19 схемы 10 управления. Входы схемы 8 сравнения и схемы 10 управления соединены со вторичной цепью сварочного трансформатора 1. На фиг. 2а показаны напряжения на тиристорах 2 и 3; на фиг. 26 представлена форма напряжения на выходах схемы 5 на фиг. 2в показаны ток или напряжение на сварочных электродах во вторичной цепи сварочного трансформатора 1; на фиг. 2г изображены напря- дение и ток на выходах схем 7 и 8; на
фиг. 2д показано напряжение на выходах 19-17 схемы 9.
Устройство работает следующим образом
При запускесхемы 5 управления, например, нажатием педали сварочной машины она формирует синхронно с напряжением сети отпирающие импульсы, которые подаются на управляющие электроды тиристоров 2 и 3. Последние поочередно открываются и через первичную обмотку сварочного трансформатора 1 проходит ток. Схема 5 управления настраивается так, чтобы первым открывался тиристор 2, а затем - тиристор 3. Величину тока тиристора 2 регулируют реостатом 4 и углом его отпирания. Величину тока тиристора 3 регулируют углом его отпирания. Регулировка отводами в первичной обмотке сварочного трансформатора является общей для обоих тиристоров. При прохождении тока через тиристор 3 в момент, когда значение регулируемого параметра превышает заданное значение, схема 8 сравнения вырабатывает сигнал рассогласования, поступающий на схему 7 управления, последняя включает схему 6 принудительного запирания, обеспечивающую прохождение тока через тиристор 3. Одновременно начинает снижаться и ток в сварочной цепи. В процессе снижения регулируемого параметра срабатывает схема 10 управления, вырабатывающая сигналы на схему 9 поворотного запуска.
С выхода 19 схемы 10 управления подается напряжение, заряжающее конденватор 14 до величины, ограничиваемой стабилитроном 15. С выхода 18 схемы 10 управления на динистор 11 подается напряжение, обеспечивающее его отпирание в момент снижения регулируемого параметра до установленного значения. При этом конденсатор 14 разряжается по цепи диод 13 - динистор 11 - управлякяцйй электрод-катод тиристора 3-конденсатор 14(см.фиг.2е) Током разряда конденсатора 14 осуществляется повторное отпирание тиристо1за 3 и ток в сварочной цепи вновь начинает нарастать, не достигнув нулевого знака. Запирание тиристора 3 обеспечивает схема б путем подачи на него импульса тока (см. фиг. 2ж) от
разряда конденсатора в направлении, обратном проводящему для тиристора 3.
Далее процесс работы схем принудительного запирания и повторного запуска тиристора повторяется до окончания полуволны напряжения питающей сети, пропускаемой тиристором 3.
Таким образом, в предлагаемом устройстве регулирование осуществляется при постоянном времени сварки, что и обеспечивает повышение качест0ва и точности регулирования.
Предлагаемое устройство дает возможность проводить автоматическое регулирование режима контактной сварки непосредственно в процессе сварки,
5 снижает потери от брака и увеличивает выход годных изделий.
Ориентировочный экономический эффект составляет 5 тыс.руб.
Формула изобретения
0 Устройство для автоматического регулирования режима контактной сварки, содержащее сварочный трансформа гор, контактор на управляемых вентилях со схемой его управления, схему принуди5тельного запирания вентиля контактора со схемой управления и сравнения, отличающееся тем, что, с целью повышения качества сварки путем поддержания постоянства времени
0 сварки, оно дополнительно снабжено схемой повторного запуска управляемого вентиля со схемой управления, содержащей динистор, шунтированный конденсатором, и последовательно соеди5ненный с диодом и конденсатором, шунтированным стабилитроном, при этом входы схемы повторного запуска управляемого вентиля подключены к схеме его управления, а выходы схемы повторного запуска подключены к управляюще0му электроду и катоду одного из управЛ}5емых вентилей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
5 № 361848, кл. В 23 К11/24, 1970.
2.Авторское свидетельство СССР № 440224, кл. В 23 К 11/24, 1973.
3.Авторское свидетельство СССР 402442, кл. В 23 К 11/24, 1971.
0
4.Авторское свидетельство СССР 210967, кл. В 23 К 11/24, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты трехфазного электродвигателя от анормальных режимов с повторным его включением | 1980 |
|
SU970548A1 |
| Устройство для управления и защиты трехфазной электроустановки от обрыва фазы | 1989 |
|
SU1697174A1 |
| Устройство для управления сварочной цепи при дуговой электросварке постоянным током | 1977 |
|
SU721270A1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| ТИРИСТОРНЫЙ КОММУТАТОР ТРАНСФОРМАТОРНОЙ НАГРУЗКИ | 2005 |
|
RU2281604C1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| ВСЕСОЮЗНА?^ | 1973 |
|
SU361848A1 |
| Устройство для зажигания газоразрядной лампы | 1980 |
|
SU944173A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| УСТРОЙСТВО ДЛЯ ЗАПУСКА СЕТЕВОГО ПРЕОБРАЗОВАТЕЛЯ НАПРЯЖЕНИЯ | 1992 |
|
RU2012988C1 |