(54) СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ХРУПКИХ ПРЕДМЕТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Упаковка для хрупких предметов | 1975 |
|
SU580820A3 |
| ПОЛУЗАКРЫТАЯ ТЕРМОПЛАСТИЧНАЯ СОТОВАЯ СТРУКТУРА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2005 |
|
RU2373057C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| ХОЛОДИЛЬНИК | 1998 |
|
RU2213308C2 |
| ТОКОПРИЕМНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2813318C1 |
| СПОСОБ ИЗБИРАТЕЛЬНОЙ ЭЛАСТИФИКАЦИИ ПЕРЕМЕЩАЮЩЕГОСЯ ХОЛСТА И ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИФИЦИРОВАННЫЙ ХОЛСТ | 2010 |
|
RU2571046C2 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| МНОГОСЕКЦИОННОЕ ОГОЛОВЬЕ И МАСКА РЕСПИРАТОРА В СБОРЕ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2175259C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
Известен спсхзоб изготовления упаков-ч ки ОЛЯ хрупких предметов, предпочтительно для яиц, предусматривающий изготовление опорной полосы путем соединения волнообразной ленты с плоской покрывающей лентой ijЦелью изобретения является обеспече-. вие непрерывности процесса и его упрощение.
Для этого в опорной полосе Выполняют надрезы поперек гребней волн так, что они разделяют плоскую покрывающую ленту и связанные с ией участки волнообразГн{Л ленты иа ряд опорных полос, а участ, ки волнообразной ленты, не связанные с плоской лентой, оставляют соединенными между собой по гребням волн.
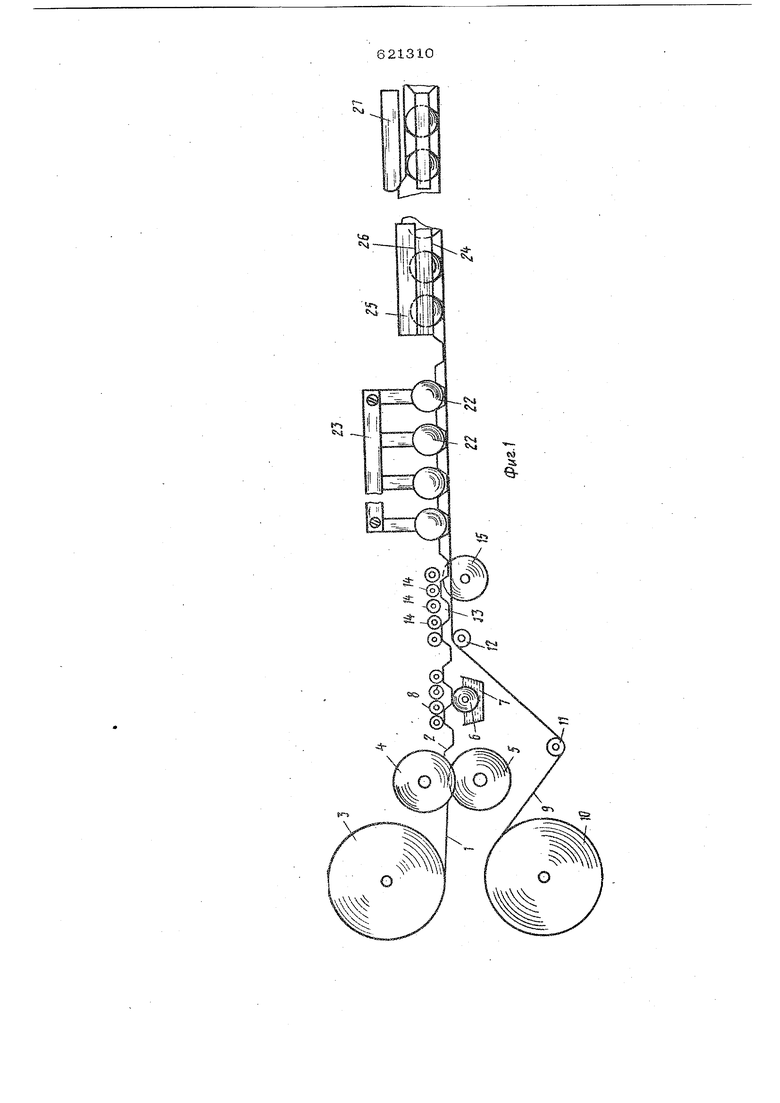
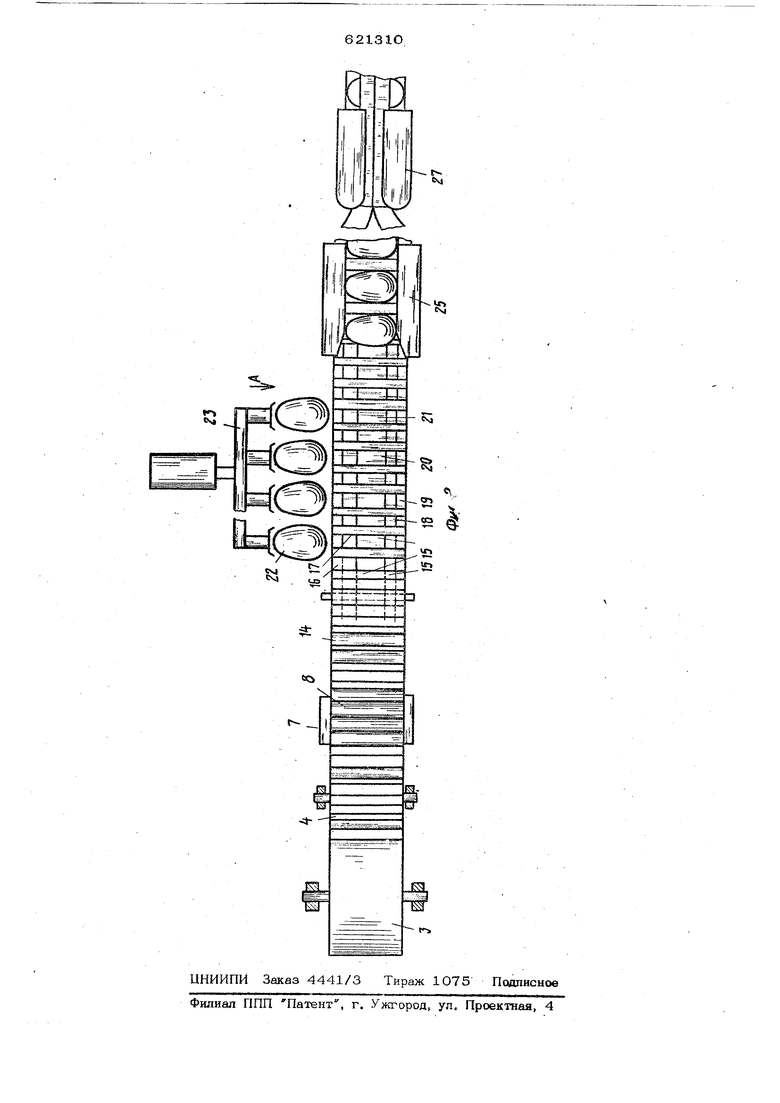
На фиг. 1 представлена техноло гическая схема устройства для осуществления предложенного способа, вид спереди; на фиг. 2 - то же, вид сверху.
Материал I для получения волнообразной ленты 2 подают с ролика 3 и пропускают через входящие одна в другую
4)ормообразующиешестерни 4,5, снабжен-иые выступами в виде зубьев или углублениями, так что проходящему через них
материалу 1 придается форма вотаюобразной ленты, содержащей выступы с гребнями волн и впадииы.
Затем волнообразную ленту 2 пропускают по клеющему валику 6, часть которого погружена в емкость 7 с клеем. Впадиныволнистой ленты 2 при соприкосновении с валиком обмазываются клеем. Над верхней стороной волнистой ленты для обеспечения лучщего прилегания ее
частей к клеющему валику 6 расположейо несколько прижимных валиков 8. Плоскую покрывающую ленту 9, расположенную на ролике 1О, сматывают через направляющие ролики XI ,12,
Волнообразную ленту 2 и плоскую покрывающую ленту 9 соединяют одна с другой с образованием опорной полосы 13, причем несколько прижимных валиков 14 создают достаточное давление
ОЛЯ .обеспечения надежного склеивания. Образующуюся опорную пол;ю:/ 13 пропуькают через четыре цксковых ножа 15, которые выполняют надрезы поперек гребней волн так, что они разделяют плоскую покрывающую ленгу 9 и свягзгзнные с ней участки волнообразной на пять параллельных опорных полос .0. Во впадины 21 изготовленной таким способом растянутой упаковки вставляю1 .сбоку, т.е. в направлении стрелки А, пакуемые хрупкие предметы 22, преппоч тителино яйца. Для этого преш-згазначен толкатель 23 с палыхамя, который направляет предметы 22, находшдиеся в лежащем положении, во впадины 21 зол нистой ленты 2 до средней опорной поло сы 18. Затем соседаие опорные полосы 17,16 и 19,20г поворачивают на 90 по линиям сгиба 24. При этом применяют, стационарные опорные башмаки 25 или 0м подобные устройства, ко-торые обеспе чивают установку опорных полос 17,16 и 19,20 в вертикальное положение. Затем опорные полосы 16и 20 по ЛИНИЯМ сгиба 26 загибают на 90 по отношению кг опорным полосам 17 и 19„ При этом применяют опорные башмаки 2.7 или им подобные устройства. На сты КОБОЙ зазор полос 16 и 20 даносят клеющую пленку и разрезают упаковку Н&. желаем5то длину, например, для шести упакованных предметов 22. Весь процесс изготовления может. происходить прерывисто или непрерывно, /Латервея оо/а-гкой ЗДО гложет быть яредвзригелько набкт эпк может производиться Во йремк процесса нзготовпеккя, Упаковка может бьзгь каго-ковлена двухрядной., Иагчуговление ее произвор.йлг;я по той Же технологической охвые, Поа 8ТОМ шйрииа материала больше, чэм рля однорядной упаковки, причем cpeasioio полосу выполняют изогнутой ЙДОЛЬ ЛИНИИ сГйба, а на нижнюю сторону доколнйтелгуно наносят клеюшуко пленку, р е т е н и я о р ъл у л Способ изготовления упаковки щтя крупкйх предметов; предпочтительно для якц, прерусматркваюшйй вготовление глэлось нуг8М соедйнвния водно-образной ленты с япоской покрывающей лентой, о т я и ч а ю щ а и с я тем,, что, с целые обеспечения непрерывностг-я процесса и его уярощекйя, в опорной тшлосе выполняют надрезы поперек гребней волн так, что он:н разделяют плоскую покрьшаюш5то пепту и связанные с ней участки Волнообразной ленты на ряд опорг кык полос. а участки вопнообразной лен-™ ты не связанные с ютэской лентой, остав™ nfijov соедн}-1ейньшн межну собой па греб г1ям волн. ИСТОЧНИКЕ информации, во вк плакй:е прк экспертизе: 1, Патент США М 1989316, кл, 217-26.5: 1933.
ПрТ
/
. t evi
J
-ir Nl
ттшз.
1±
1 t---g
a.
ij
JT. ц
I -f
JO-JEE
Н
. 1i1 t--F --FJ
«
VJ Wl
