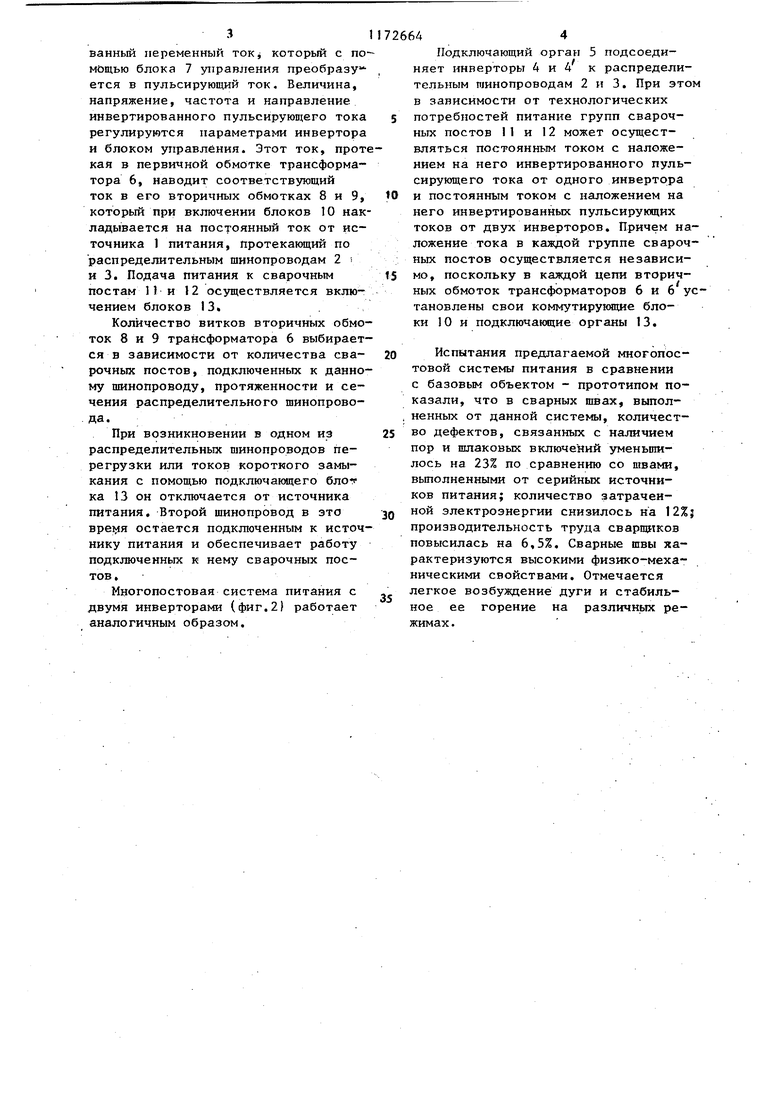
Изобретение относится к многопос товым системам питания для дуговой разнополярной сварки и применяется во всех областях народного хозяйства, где имеется большой объем снарочньк работ, в частности при строи тельстве ТЭС и АЭС. Целью изобретения является повышение качества сварного шва и производительности процесса сварки путем исключения последующей термо- обработки сварного шва, а также рас ширение технологических возможностей путем сварки разнородных металлов и цветных сплавов. На фиг. 1 представлена принципиальная блок-схема многопостовой системы питания с одним инвертором; на фиг. 2 - то же, с двумя инверторами. g Питание от трехфазной сети переменного тока напряжением 380 В пода ется к источнику 1 питания постоянного тока, в качестве которого может быть использован многопостовой источник питания для разнополярной сварки. К выходным клеммам А и Б источника 1 подключены распределительные шинопроводы 2 и 3 соответственно обратной и прямой полярностей. Межд шинопроводами установлен инвертор 4 тока, который подключен к распределительному шинопроводу 3 через подключающий орган 5. В качестве подключающего органа могут быть использованы известные устройства, например автоматические выключатели, рубильники, тиристоры и т.п. Этот орган обеспечивает включение и отключение инвертора в зависимости от технологических потребностей или при выходе инвертора из .строя. В выходной цепи инвертора 4 установлен трансформатор 6, Первичная обмотка трансформатора соединена с кпвергором через блок 7 управления ., который обеспечивает получение пульсирующего тока, В качестве блок.а управления могут- быть использованы высокочастотный диод или гру па диодов, включенных по одноиолупериодной или мостовой схеме выпря ления. Вторичная обмотка трансфо матора 6 состоит из двух отдельных обмоток 8 и 9, каждая из которых подключена параллельно через свой коммутирующий блок 10 к соответстByioDieMy распределительному шинопроводу. В качестве, коммутирующего блока 10 могут быть использованы переключатели, рубильники и т.п. Коммутирующий блок позволяет подключать или отключать свою вторичную обмотку, например В, трансформатора 6 без отключения инвертора 4, тем самым обеспечивая в зависимости от технологических потребностей сварку как на постоянном токе с наложением на него инвертированного пульсирующего тока, так и без наложения тока. Группа сварочньЬс постов 11 и 12 соответственно прямой и обратной полярности соединены с распределительными шинопроводами и вторичными обмотками 8 и 9 трансформатора 6 через коммутирующие блоки 10 и блоки 13 подключения.,- в качестве которых могут быть использованы известные устройства, например автоматические выключатели, тиристоры и т.п. На фиг. 2 - инверторы 4 и 4установлены между шинопроводами 2 и 3, причем к одному из.них, в данном случае к шинопроводу 3, они подключены через общий подключающий орган 5. К выходам инверторов подключены свои трансформаторы 6 и б через свои блоки управления 7 и . Вторичные; обмотки 8,9 и 8, 9 трансформаторов могутИметь как одинаковое, так и различное число витков. Обмотки 8, 8 и 9,9 подключены к своим распределительным шинопроводам параллельно через свои коммутирующие блоки 10.. Между каждой вторичной обмоткой и группами сварочных постов установлены свои блоки 13 подключения. Многопостовая система питания, представленная на фиг.1, работает следующим образом. При включении источника 1 питания в трехфазную сеть переменного тока напряжением 380 В от клемм А и Б источника питания через распределительные шинопроводы 2 и 3, коммутирующие блоки 10 и блоки 13 подключения к группам сварочных постов 11 и 12 подается постоянный ток соответственно прямой и обратной полярности напряжением 95 В.. При включении подключающего органа 5 к инвер- , тору 4 подается постоянный ток от источника 1 питания, а в выходной цепи инвертора протекает инвертиро3
ванный неременный ток которь«й с помощью блока 7 управления преобразу ется в пульсирующий ток. Величина, напряжение, частота и направление инвертированного пульсирующего тока регулируются параметрами инвертора и блоком управления. Этот ток, прот кая в первичной обмотке трансформатора 6, наводит соответствующий ток в его вторичных обмотках 8 и 9, который при включении блоков 10 накладывается на постоянный ток от источника 1 питания, протекающий по распределительным шинопроводам 2 и 3. Подача питания к сварочным постам 11- и 12 осуществляется включением блоков 13.
Количество витков вторичных обмоток 8 и 9 трансформатора 6 выбирается в зависимости от количества сварочных постов, подключенных к данному шинопроводу, протяженности и сечения распределительного шинопровода.
При возникновении в одном из распределительных шинопроводов перегрузки или токов короткого замыкания с помощью подключающего блог ка 13 он отключается от источника питания. Второй шинопровод в это остается подключенным к источнику питания и обеспечивает работу подключенньгх к нему сварочных постов.
Многопостовая система питания с двумя инверторами (фиг.2) работает аналогичным образом.
726644
Подключающий орган 5 подсоединяет инверторы 4 и 4 к распределительным гаинопроводам 2 и 3, При этом в зависимости от технологических 5 потребностей питание групп сварочных постов 11 и 12 может осуществляться постоянным током с наложением на него инвертированного пульсирующего тока от одного инвертора
10 и постоянным током с наложением на него инвертированньк пульсирующих токов от двух инверторов. Причем наложение тока в каждой группе сварочных постов осуществляется независи15 МО, поскольку в каждой цепи вторичных обмоток трансформаторов 6 и 6 установлены свои коммутирующие блоки 10 и подключакщие органы 13.
20 Испытания предлагаемой многопостовой системы питания в сравнении с базовым объектом - прототипом показали, что в сварных щвах, выпол. ненных от данной системы, количество дефектов, связанных с наличием пор и щлаковых включений уменьшилось на 23% по сравнению со пшами, вьтолненными от серийных источников питания; количество затрачен-
Q ной электроэнергии снизилось на 12%; производительность труда сварп тков повысилась на 6,5%. Сварные щвы характеризуются высокими физико-механическими свойствами. Отмечается . легкое возбуждение дуги и стабильное ее горение на различных режимах .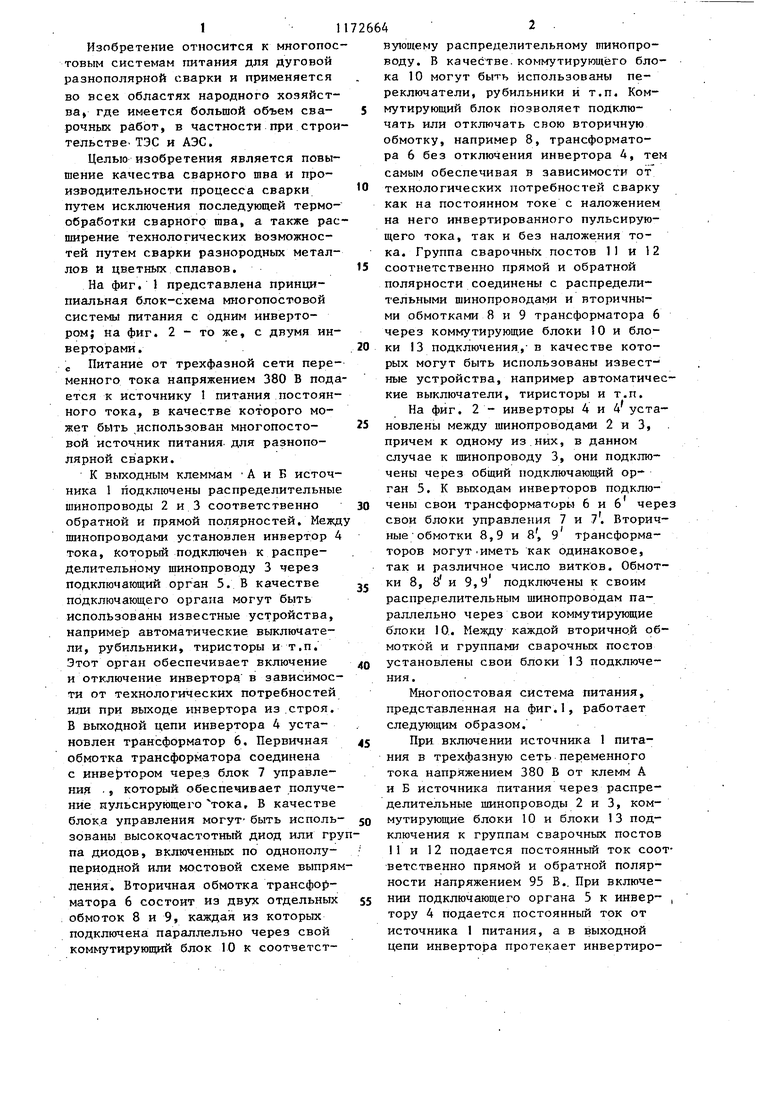
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Устройство для термообработки | 1981 |
|
SU985090A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Источник питания для многопостовой сварки | 1987 |
|
SU1504023A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Устройство для термообработки | 1983 |
|
SU1104175A1 |
1. ШОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ, содержащая источник постоянного тока, распределительные шинопроводы прямой и обратной полярности, группы сварочных постов прямой и обратной полярности тока на электродах, коммутирующие блоки, о т л и ч а ющ а я с я тем, что, с целью повышения качества сварного шва и произгводительности процесса сварки путем исключения последующей термообработки сварного шва, в систему введены инвертор тока с блоком управления и трансформатор, причем трансформатор вьтолнен с первичной и двумя вторичными обмотками, при этом инвертор тока подключен к распределительным шинопроводам через подключающий орган, выход инвертора тока подсоединен к первичной обмотке трансформатора че рез блок управления, а каждая вторичная обмотка трансформатора череа соответствующий коммутирующий блок соединена соответственно с каждым из пшнопроводов и каждым блоком подключения (Л С постов, 2, Система по п.1, о тлич ающ а я с я тем, что, с целью расширения технологических возможностей путем сварки разнородных металлов и цветных сплавов, к распределительным шинопроводам подключены не менее двух инверторов, причем вторичные обмотки N) трансформаторов обоих инверторов а соединены между собой попарно парал05 лельно и подключены к соотгзетствуюни щим распределительным шинопроводам через свои коммутирующие-блоки.
| Пентегов И.В | |||
| и др | |||
| Источники питания для дуговой сварки с использованием инверторов | |||
| - Автоматическая сварка, 1982, № 7, с.29-35 | |||
| Авторское свидетельство СССР | |||
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Многопостовая система питания | 1978 |
|
SU743806A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
