(54) ДУГОВАЯ.ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения стали в электродуговых пецах | 1973 |
|
SU557109A1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2011 |
|
RU2486717C2 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2015 |
|
RU2598421C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ТРЕХЭЛЕКТРОДНОЙ ДУГОВОЙ ПЕЧИ | 1995 |
|
RU2088674C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2190815C1 |
| ПЛАВИЛЬНАЯ ДУГОВАЯ ЭЛЕКТРОПЕЧЬ | 2000 |
|
RU2191335C2 |
| ЛАЗЕРНАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2007 |
|
RU2348880C2 |
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ (ВАРИАНТЫ) | 2002 |
|
RU2227881C2 |

Изобретение относится к области черной металлургии, к разделу дуговых печей для получения стали. Известна печь для получения стали, содержащая днище, стенки с отверстиями, через которые в пространство печи в зону расплава введены электроды, соединенные с источником тока, и свод с отверстиями, через которые в пространство печи введены углеродные электроды, соединенные с источником постоянного Тока {1|. С точки зрения электротермии дуга постоянного тока намного предпочтительней дуги переменного ToKsf. В последнем случае одно и то же количество тепла выделяется у двух полюсов, в то время как при дуге постоянного тока у айода тепла выделяется в несколько раз больше, чем у катода. Кроме того, дуга постоянного Токи стабильнее дуги переменного тока. Цель изобретения - создание надежной в работе дуговой печи постоянного тока, в которой положительный полюс источника постоянлого тока в течение йсей плавки надежно соединяется с . железными материалами и с расплавленнойсталью в течение .четаллургических процессов (окислительный .период, восстановительный период н т. д.). Предлагаемая дуговая печь состоит из дна, стенок и свода. В отверстия свода вставлены подвижные углероднЬ1е катоды, каждый из которых связан с соотвёт :тву йщнм движущим устройством. |Катоды через выКлк чатеЛИ соединены с отрицательными полюсами источников постоянного тока. В отверстия, расположенные над порогом загрузочного окна, вставлены один нлн более подвижных ПлавйльнЫх анодов, связанных с устройством, поджимающим их к желез ным материалам. Эти аноды через соответствующие выключатели соединены с положительными полюсами источников постоянного тока. Плавильные аноды могут быть изготовлены известными способами (углеродные электроды, металлические водоохлаждаемые электроды, или металлические водоохлаждаемые электроды с соответствующими электропроводными ко Гпачками). Предлагаемая печь снабжена металлическими водоохлаждаёмыми анодами, «онтактирующимн с расплавленной сталью и
единёнными с положительными полюсами сточйиков постоянного тока. Металличесе .ЕГодоохлаждаемые аноды неподвижны вмонтированы в стенки печи таким образом, то их передйяя часть находится ниже поога загрузочного окна, ia водбоЗслаждаемая асть - внутри упОмянутых стенок.
Водоохлаждаемые металлические аноды могут бытьвыполнены подвижными. В этом лучае их вставляют в печь через отверстия, расположенные над порогом загрузочного кна, и связывают с приводным устройством, которое может перемещать аМОды ДО тех riop, пока ИХ передняя част( недостйтнет уровня ниже порога загрузочного окна. Они также с помощью упомянутого ycTpoftcTBfEOryT йеремЩаТься нгазад до тех пор, пока их передняя часть fie скроется и Отверстиях Стенок печи.....
Подвижные плавильные аяоды и металические .вОдОохлаждаемые аноды ЭЛектрическн изолированы от корпуса печи или будучи запараллеленнымй соединены с корпусом печи. Как подвйжньге углероДныё К1т0ды, так и подвижные плавильнь анЪДй, изготовленные из углеродного л атери ла, подрывают защитным покрытием с целью предотвращения окисления их боковой поверхНОСТИ.-J
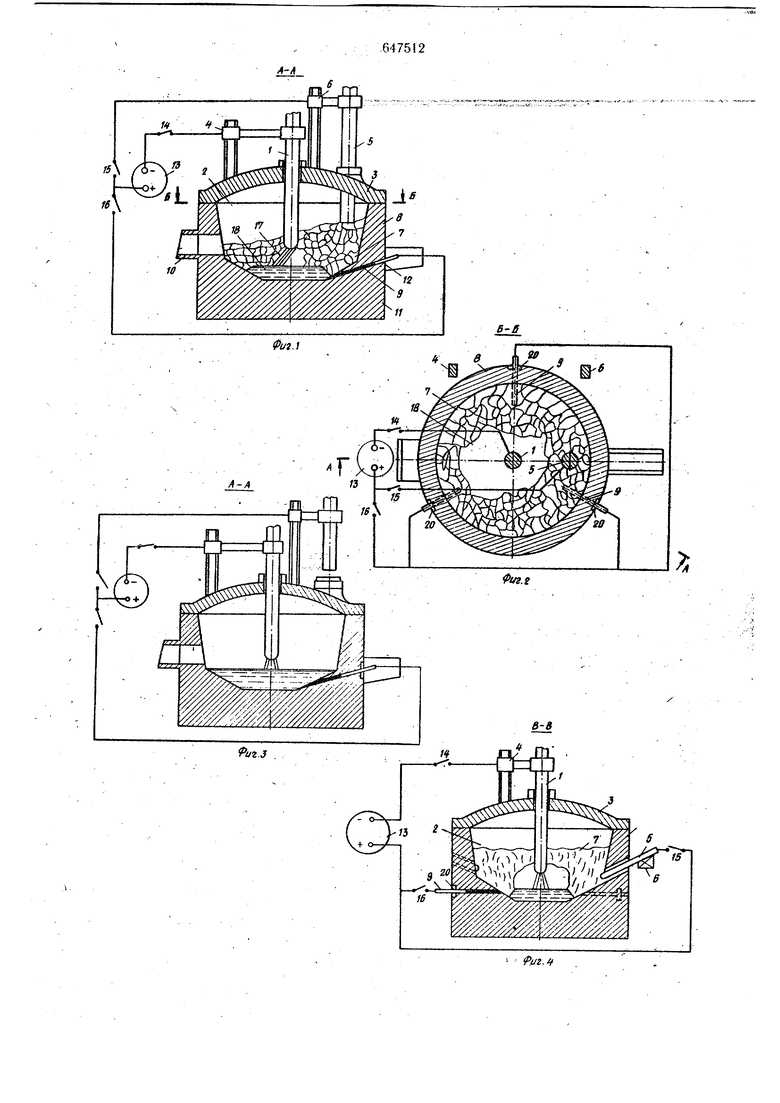
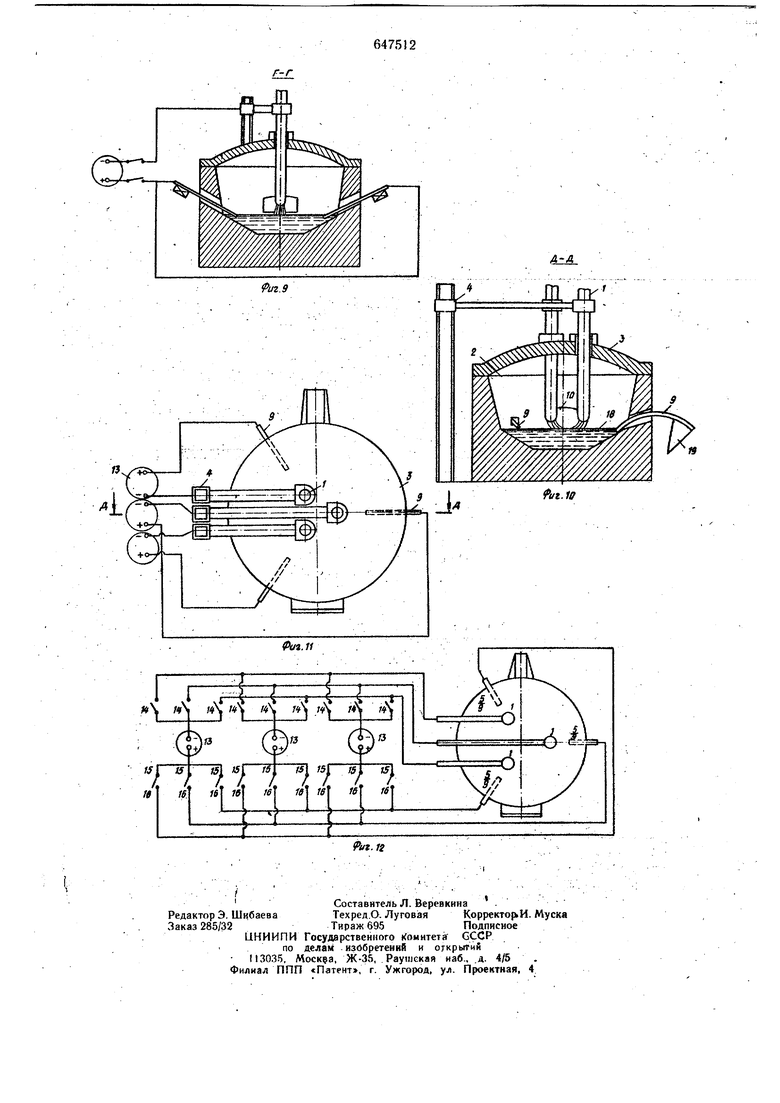
На фиг. I и 2 представлена дуговая печь с одним плавильным подвижным анодом, введейный в печь через ее свод в период йлавлёния железных материалов, вертикальный и горизонтальный разрезы; на фиг. 3 - та же печь, но после расплавления железных материалов, Т. е. настадии металлургических процессов, вертикальный разрез; на фиг. 4 и 5 - дуговая печь с двум.й подвижными плавильными анодами, введенными в печь через отверстия в стенках печи, и четырьмя металлическими водоохлаждаемымй процессными анодами, горизонтально вмонтированными в стенки печи, вертикальный разрез и вид сверху; на фиг. б - та же печь на стадии металлургических процессов, вертикальный разрез; на фиг. 7 и 8 - Дуговая печь с тремя подвижными плавиль- ; йыми анодами и тремя металлйЧёскйИ воЖбОхлаждаемыйи процессными а йодами, вертикальный разрез и вид сверху; на фиг. 9 - та же печь на стадии металлургических процессов, вертикальный разрез; на фиг. 10 и 11 дуговая печь с тремя подвижными углеродными катодами, вставленными через свод печи,.и тремя подвижными металлическими водоохлаждаемыми процессными анодами на стадии металлических процессов; вертикальный разрез и вид сверху; нафиг. 12 - цепи СоёдййенИя катодовС источникамипостоянного toka. -
На .фиг. 1 показана Дуговая печь постоянного тока, снабжённая одним подвижным углеродным катодом 1,/введенным, в пространство 2 печи через ее свод 3. Катод 1 с помощью 11риводного устройства 4 может
перемещаться ввер-х И вниз. Через свод 3 в пространство 2 вводится также один плавильный анод 5, связанный с приводным устройством 6, предназначенным для перемещения анода 5 вверх и вниз, и для прижатия его к шихтовым материалам 7 с постоянным усилием. В стенки 8 печи вмонТированы Водоохлаждаемые. аноды 9, располо}5 енные под углом к горизонтали таким образом, чтобы их передние части находились на уровне ниже порога загрузочного окйа 10, но выЩе дна П. печи. Наружная айоДов 9, расположенная в стенках 8 печи, охла ждается водой. Кроме этого, , у входа анодов 9 в стенку пёчи установлены вбДбохлаждаемые рубашки 12.
Отрицательный полюс источника 13 постоянного fOka через выключатель 14 соедййяется с йОдвижным углеродным каТодОм 1, а положительный полюс источника 13 через выключатель 15 можно соединить с Подвижным 11лавйльным анодом 5 и через выключатель 16- с тремя водоохлаждае-. мыми металлическими анодами 9, причем йоследние расположены под угЛом 120° друг
К другу.. ;:
Описываемая печь работает следующим образом. ,
В печь загружают шихтовые материалы 7. Выключатели 15 и 14 включаются, выключатель 16 остается выключенным. Посредством приводного устройства 6 плавнлВный анод 5 перемещается вниз и прижимается с постояйным усилием к Щихтовым материалам 7. Затем начинается перемещение углёродногО катода 1, которое продолжается до тех пОр, йока он не достигнет шихтовых материалов 7 и не появится дуга 17. Плавка происходит обычным путем - подвижный катод 1 проходит через шихтовые материалы 7 и приближается к дну И печи. Под катодом образуется расплавленная сталь 18. По ходу плавки количество расплавленной стали увеличивается, а шихтовые Матерйаль 7 постепенно опускаются. Перемещаемый приводным устройством 6 подвижный плавильный анод 5 опускается За шихтовыми материалами 7, постояйно находясь с ними в электрическом контакте. Длительное горение дуги у плавильного анода 5 недопустимо. Под действием «электромагнитного ветра дуга искривляется в противопеложном направлении от места контакта плавильного анода.
Как вндйо на фиг 1 и 2 у загрузочного окна плавится больше шихтовых материалов 7, чем у п.павильного анода 5.
Печь, в зависимости от условий, может загружаться шихтовыми маТёрйаламиХодин, два илг несколько раз.
Плавку описываемым способом .продолжают до тех пор, пока в пё.чи не накопится достаточное количество расплавленной ста.)1И 18, т. е. такое количество, при котором ее уровень будет выше контактирующих с ней передних участков анодов 9. Затем положительный полюс источника 13 постоянного тока отсоединяют от плавильного анода 5, анод 5 с помоп1ью приводного устройства 6 поднимают вьипе свода 3 печи, после чего электродные отверстия в печи соответствующим cпocoбo f закрывают. Положительный полюс источника 13 через выключатель 16 соединяют с тремя запараллелснными аноДами 9. Благодаря сим метричному расположению анодов дуга 17 будет гореть перпендикулярно расплавленной стали 1-8, в результате чего тепловая нагрузка на стенки 8 печи будет равномер ной. Далее осуществляют металлургическую обработку, получая требуемый химический состав стали и температуру. Затем ток отключают и сталь выпускают из печи. Печь может быть снабжена двумя плавильными анодами 5 (см. фиг. 4, 5 и 6), которые вставляют в пространство 2 печи через отверстия в стенках на уровне, находящемся выше порога загрузочного окна. Аноды 5 связаны,с приводньш устройством 6, перемещаюплим их внутрь печи и обратно, а также прижимающим их с постоянным усилием к щихтовым материалам 7. Предусмотрено также выполнение печи с четырьмя металлическими водоохлаждаемыми анодами 9, горизонтально вмонтированными в стенку 8 печи. Два плавильных анода 5 расположены симметрично под углом 180°- и под одинаковым наклоном (см. фиг. 5). Как показано на фиг. 6 аноды 5 расположены на уровне, находящемся выше порога загрузочного окна 10. Аноды 9 расположены симметрично под углом 90° друг к другу. Каждый плавильный анод 5 может быть соединен с положительным полюсом источника 13 постоянного тока через отдельный выключатель 15, а каждый анод 9 - через отдельный выключатель 16. Способ получения стали осуществляют так же как описано выше. Во время плавки подвижный углеродный катод и два подвижных плавильных анода 5 соединены с источником постоянного тока. На этой стадии четыре анода 9 должны быть отключены от источника постоянного тока. К концу плавки плавильные аноды 5 посредством выключателей 15 отключают от источника тока и поднимают, по крайней мере, до утапливания в стенках 8 печи. Затем четыре анода 9 соединяют через выключатели 16 с положительным полюсом источника 13 постоянного тока и осуществляют металлургическую обработку стали. Все аноды (плавильные аноды 5 и аноды 9) предусмотрены с собств1енными отдельными выключателями 15 н 16, что дает
возможность путем включения и выключения отдельных анодов направлять электрическую дугу 17 в нужном направлении. Это направление, противоположно соединению
ми углеродными катодами 1, тремя плавильными анодами ,5 и тремя анодами 9. На чертеже аноды 5 и 9, пбказа.нные водном положении, обозначены одним номером, так положительного полкэса источника 13 постоянного тока с железными материалами 7 или расплавленной сталью 18. Печь, показанная ка фиг. 7, снабжена одним подвижным углеродным катодом 1, тремя подвижными плавильными анодами 5, связанными с приводными устройствами бис тремя металлическими водоохлаждаемыми анодами 9, связанными с приводными устройствами 19. Плавильные аноды 5 и аноды 9 вводят в печь через одни и те же отверстия.« Упомянутые три отверстия располагаются в стенках печи на уровне, находящемся выще порога загрузочного окна 10. На фиг. 7 и 8 показано соединение плавильных анодов 5 с прложительнь1М полюсом источника 13 постоянного тока, осуществляемое через выключатель 15, (На фиг. .7 и 8 аноды 9 и выключатель 6 не показаны). К концу плавки ток отключают и аноды 5 вьшодят из печи. Затем через те же отверстия в печь вводят три металлических водоохлаждаемых анода 9, что осуществляют с помощью приводного устройства 19, причем их вводят в печь иа такое расстояние, чтобы их передний конец 20 располагался ниже порога загрузочного окна 10, чтобы они были достаточно погружены в расплавленную сталь 18. Затем посредством выключателя 16 аноды 9 соединяют с источником 3 постоянного тока и начинают осуществлять металлическую обра-, ботку стали. (На фиг. 9 плавильные аноды 5 и выключатель 15 не показаны). На фи.г. 10 показана печь с тремя подвижными углеродными катодами 1,. введенными в печь через три отверстия в своде 3. Подвижные плавильные аноды 5 вводят в печь через три отверстия, расположенные на уровне, находящемся выще порога загрузочного окна 10, причем в эти же отверстия затем вводят подвижные водоохлаждаемые аноды 9. До получения расплавленной стали каждый углеродный катод 1 и каждый плавильный анод 5 питается от отдельного источника 13 постоянного тока. После получения расплавленной стали источник 13 соединяют таким же образом, но с анодом 9. На фиг. 11 показано соединение катодов 1 и анодов 9, расположенных противоположно друг другу и питаемых одним и тем же источником тока 13. В этом случае дуги 17 скривлены к центру печи, какпоказано на фиг. 10. Плавку осуществляют так же, как и в печи, показалной на фиг. 7. На фиг. 12 показана электрическая цепь соединения катодов и анодов. В этом случае печь предусмотрена с тремя подвижныкак все типы анодов не могут применяться одновременно. На фиг 12 видно, что каждый отрицательный ncfripc источников постоянного тока может )i5iTb соединен с одним или несколькими катода ми. То же можно сказать о полоя0ггёльных полюсах источника 13 постоянногоTcwca и об анодах 5 и 9. По схеме фиг. 1.2 показано несколько возможностей ее вклйчения с целью иап|)авления одной или более дуг 17 в требуемом направлении. В случае стандартных источНИКОВ постоянного тока, имеЮщИ) понижающиеся вольтампёрные характеристики, соединение более одного катода с одним источником 13 постоянного тока не имеет смысла, поскольку один источник тока этого типа не Может поддерживать более одной дуги. Это не относится к анодам, где приемлема любая комбинация и/ вютючеНШ. .-.: :--. ;,.:-. .-. /-:r.;- -v--:::- В случае нспользЪвания некоторых источников постоянного тока (например Типа с постоянными характеристиками) Можно отрицательный полюс истодиика постоянного тока соединять с одним, двумя или более катодами. С целью осуществления плавки выключатели 4 и выключатели 15 включают: Электрические дуги у всех катодов 1 направлены вертикально. После расплавления железных материалов в центре печи выключатели 15 выключают. Затем электрические дуги направляют в сторону стенок печи с целью интенсификации плавки в этих зонах. В кднце плавки выключатели 15 выключаЮт, плавильные аноды 5 удаляют из печи, а аноды 9 погружают в расплавленную ст:аль. Вьшлючатели .16 включают и дуги направляют к центру печи.. Таким образом предотвращается пережег стенок при осуществлении металлургической обработки. Формула изобретения . Дуговая печь для получения стали, содержащая , стенки с отверстиями. через которые в пространство печи в зону расплава введены электроды, соединенные с источником тока, и свод с отверстияь1и, через которые в пространство печи введены углеродные электроды, соединённые с источником постоянного тока, отличающаяся тем, что, с целью обеспечения надежности работы Печи на постоянном токе, печь снабжен а одним или более .пгьными анодаМи, введетжымй в пространство печи через отверстия, выполненные выше порога загрузочного окна и связанными с анодами устроиством, прижимающим их к шихтовым материалам, углеродные электроды соединены с дополнительно введенным механнзмем их перемещения и с отрицательными п)люсами источников постоянного тока, а введенные через отверстия в стенках электроды выполнены металлическими водоохлаждаемыми и соединены с положительными полюсам-и источников постоянного тока. - 2. Печь по п. 1, отличающаяся тем, что металлические водоохлаждаемые аноды стационарно вмонтированы в стенки печи, причем их обра1ценные к рабочему пространству печи концы расположены HHke по. рога загрузочного окна, 3.Печь по п. I, отличающаяся тем, что металлические водоохлаждаемые аноды соединены с приводом перемещения. 4.Печь по п. I, отличающаяся тем, что подвижные плавильные аноды и метау1лические вШ)0хлаждг(ёмыё аноды электрически изолированы от корпуса печи. 5.Печь по п. I, отличающаяся тем, что подвижные плавильные аноды и металлическке водоохлаждаемые аноды запараллелены и электрически соединены с корпусом печи. . Источники информации, принятые во внимакие при экспертизе .1. Вочке И. Электрическая плавильная печь. Л.-М., 1936, с. 213, рис. 61.
