Изобретение относится к области электротермической техники, а именно к устройствам дуговых сталеплавильных печей.
Известна одноэлектродная дуговая сталеплавильная печь постоянного тока, содержащая свод, один сводовый электрод, корпус, сливной желоб, ванну с расположенным в днище ванны подовым электродом, рабочее окно.
/Конструкции и проектирование агрегатов сталеплавильного производства/ Григорьев В.П., Нечкин Ю.М., Егоров А.В., Никольский Л.Е. - М.: МИСИС, 1995. С. 111-113 (аналог)/.
Однако эти печи имеют низкий КПД дуги в окончание периода расплавления шихты. К окончанию период расплавления и в жидкие периоды плавки стали, когда отсутствует экранирование дуги постоянного тока шихтой, коэффициент полезного действия дуги снижется в 1,7-1,5 раза с ηg=0,93 до ηg=0,55-0,60, что влечет за собой уменьшение скорости нагрева металла, снижение производительности печи, увеличение удельного расхода электроэнергии.
Известна также трехэлектродная дуговая сталеплавильная печь постоянного тока, содержащая свод, три cводовых электрода, установленных по окружности распада электродов с центром окружности, находящимся на вертикальной оси симметрии печи, корпус, сливной желоб, ванну с расположенными в днище ванны тремя подовыми электродами, рабочее окно. Длина каждой из трех дуг трехэлектродной дуговой сталеплавильной печи постоянного тока в три раза меньше, чем в одноэлектродной печи аналогичной мощности и вместимости, за счет чего повышается КПД дуг в период расплавления и в жидкие периоды плавки, снижается удельный расход электроэнергии.
/Some electric arc furnace experience in France/ Stell Times, 1987, 215, 1, S.18,23 (прототип)/.
Однако такая дуговая сталеплавильная печь характеризуется тем, что дуги прорезают в шихте три узких колодца и расплавляют шихту снизу, что приводит к обвалам шихты, коротким замыканиям и обрывам дуги, колебаниям напряжения сети, повышению уровня шума, пылегазовых выбросов, времени плавки, расхода электроэнергии.
В основу настоящего изобретения была положена задача разработки такой дуговой сталеплавильной печи постоянного тока, при работе которой улучшаются эксплуатационные характеристики за счет уменьшения колебания напряжения сети, уровня шума, пылегазовых выбросов, времени плавки, расхода электроэнергии.
Это достигается тем, что дуговая сталеплавильная печь постоянного тока, содержащая свод, по меньшей мере два сводовых электрода, установленных по окружности распада электродов, корпус, сливной желоб, ванну с расположенным в днище ванны по крайней мере одним подовым электродом, рабочее окно, согласно изобретению центр окружности, на которой расположены электроды, смещен относительно вертикальной оси печи в горизонтальной плоскости на расстояние l=(0,1-0,5)dp, где dp - диаметр распада электродов.
Краткое описание чертежей
На фиг.1 показана дуговая сталеплавильная печь постоянного тока в разрезе, общий вид;
на фиг.2 - дуговая сталеплавильная печь постоянного тока, вид сверху;
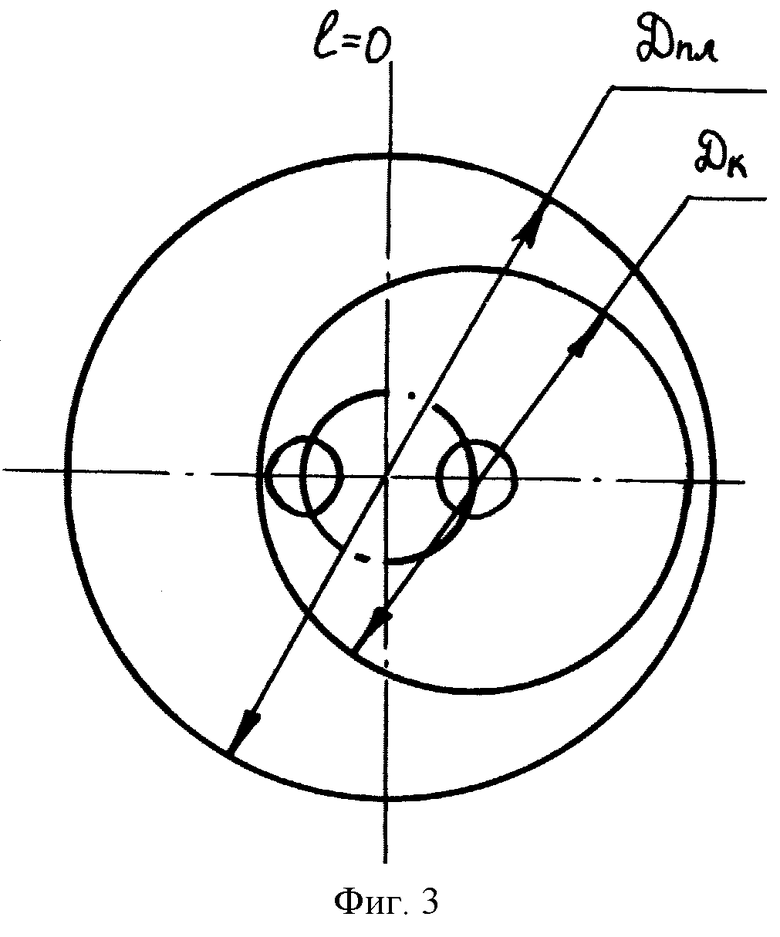
на фиг.3 - вид сверху на плавильное пространство (смещения центра окружности распада электродов нет);
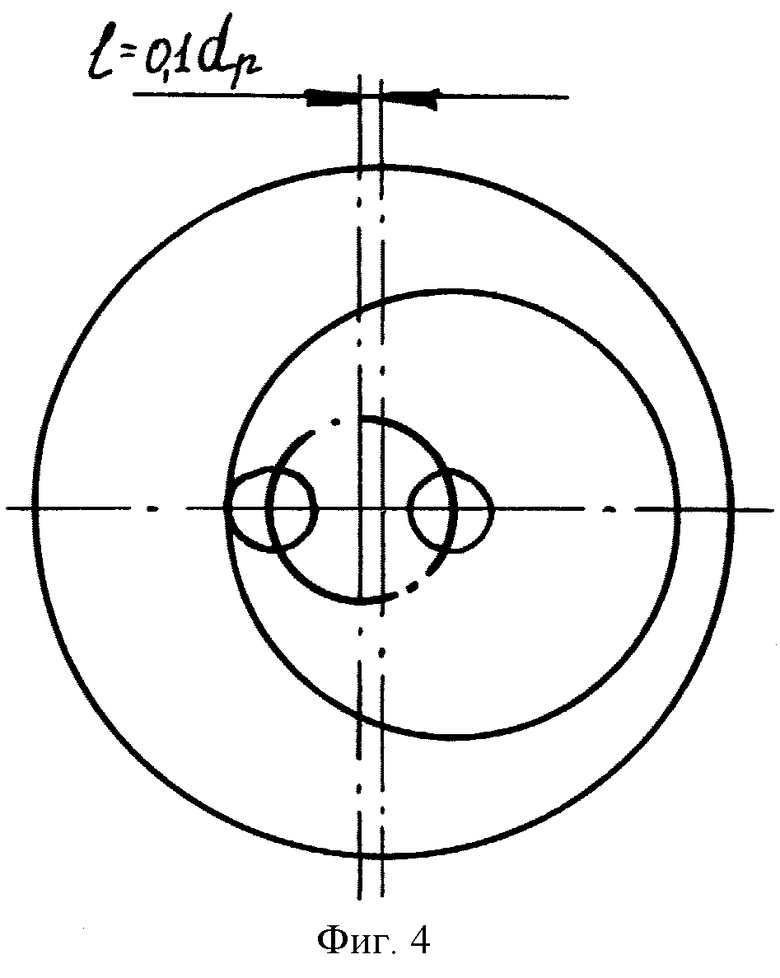
на фиг.4 - вид сверху на плавильное пространство, смещение центра окружности распада электродов l=0,1 dp;
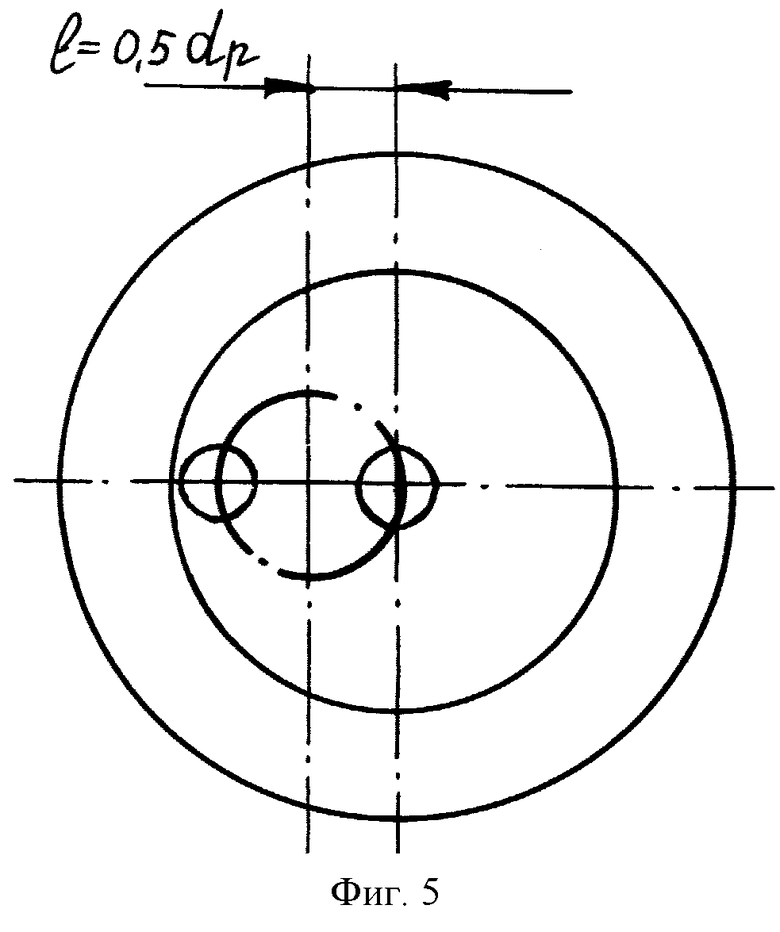
на фиг.5 - вид сверху на плавильное пространство, смещение центра окружности распада электродов l=0,5 dp;
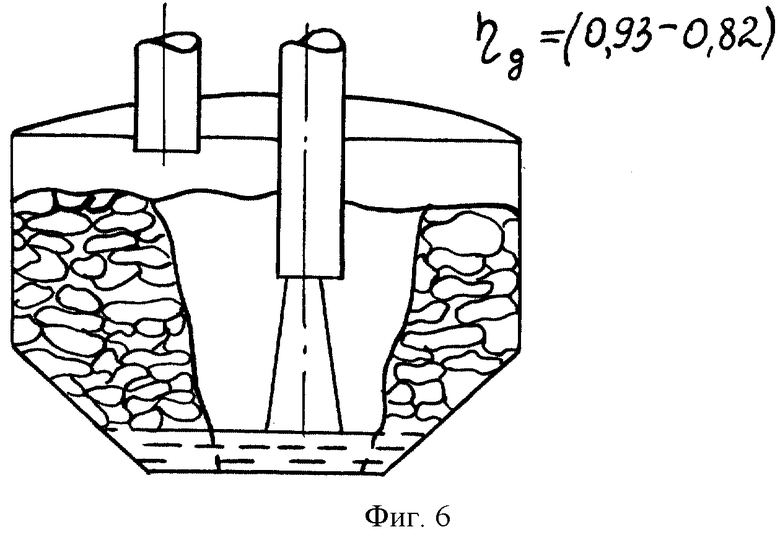
на фиг.6 - плавильное пространство дуговой сталеплавильной печи постоянного тока и формирование колодца в шихте дугой постоянного тока до получения объема свободного пространства в шихте, достаточного для размещения в нем электродов;
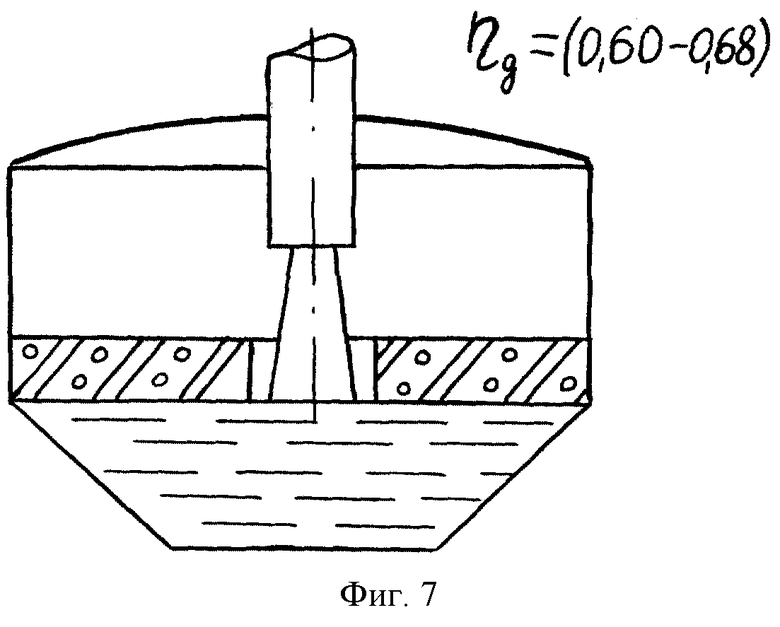
на фиг. 7 - окончание расплавления шихты и проведение жидких периодов плавки стали дугой постоянного тока;
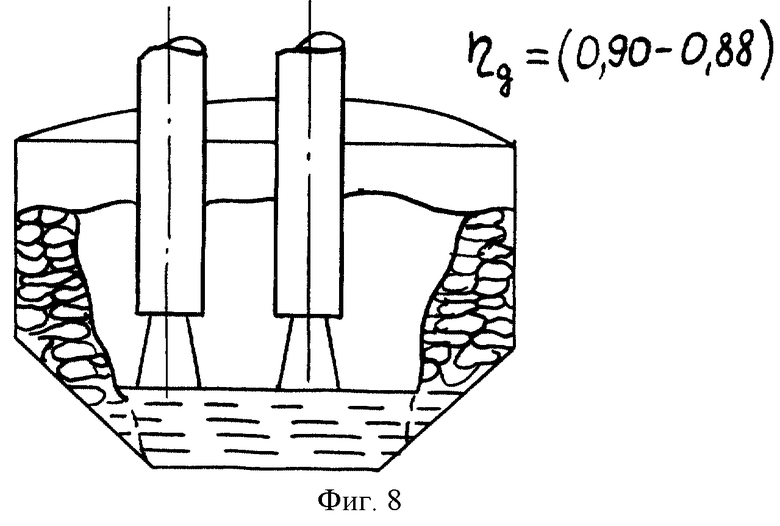
на фиг.8 - опускание в колодец в шихте электродов и плавление шихты дугами постоянного тока;
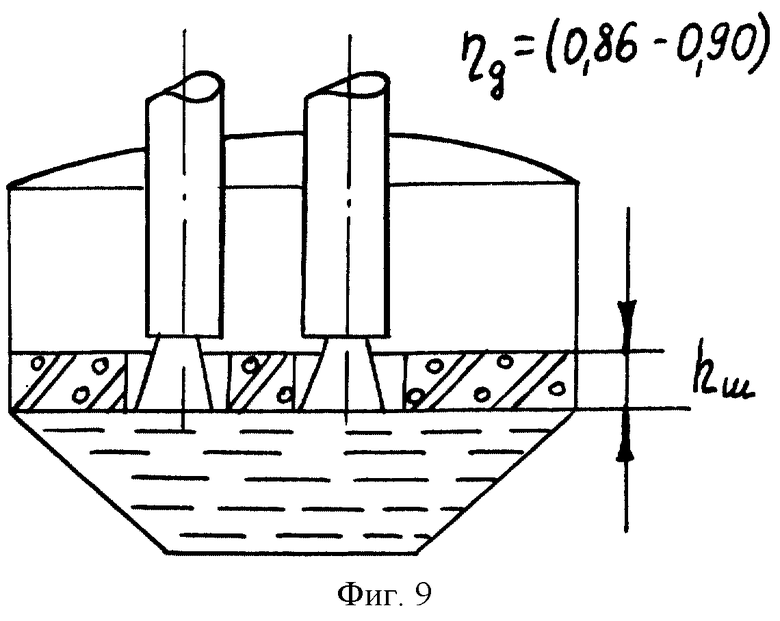
на фиг. 9 - окончание расплавления шихты дугами постоянного тока и проведение жидких периодов плавки; hш - высота слоя шлака;
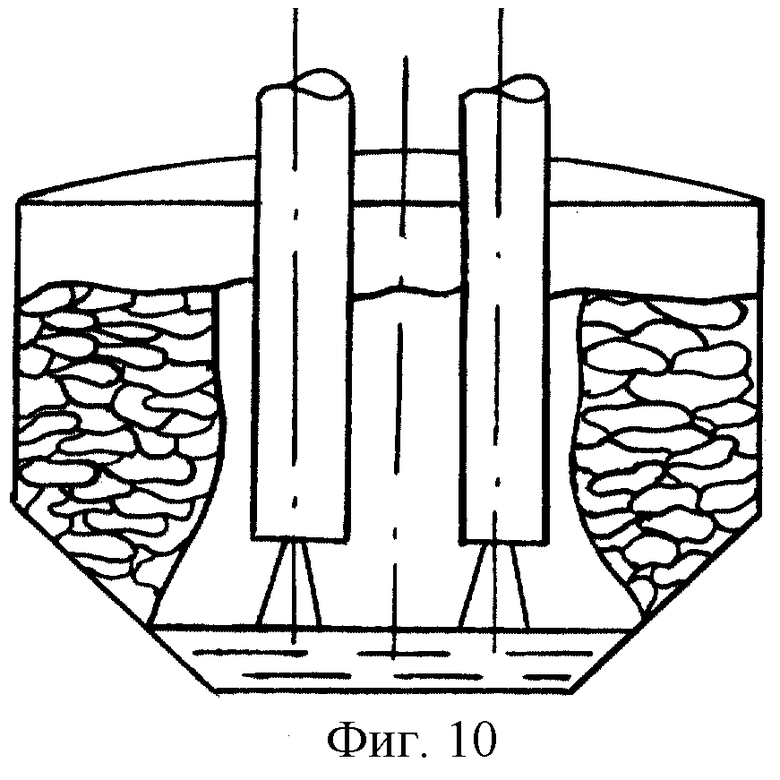
на фиг.10 - формирование колодца в шихте дугами постоянного тока.
На фиг. 1 изображена дуговая сталеплавильная печь постоянного тока, содержащая свод 1, через отверстие в котором в печь введены сводовые электроды 2; печь помещена в металлический корпус 3, имеет желоб 4 для слива металла, ванну 5 с жидким металлом, в днище которой расположен подовый электрод 6. Измерение температуры металла и взятие проб металла осуществляют через рабочее окно 7. Сводовые электроды 2 расположены на окружности на своде 1, диаметр которой равен dp, центр этой окружности смещен относительно вертикальной оси симметрии печи в горизонтальной плоскости на расстояние l= (0,1-0,5)dp, где dp - диаметр окружности распада электродов (фиг.2).
Смещение центра окружности распада электродов относительно вертикальной оси симметрии печи необходимо для того, чтобы шихта расплавлялась равномерно по периметру печи при ее расплавлении одной дугой и одним электродом. Если центр окружности распада электродов находится на вертикальной оси симметрии печи, то колодец диаметром Дк, получаемый при расплавлении шихты одной дугой, смещен относительно вертикальной оси симметрии печи к сливному желобу (фиг. 3), и идет неравномерное расплавление шихты по периметру печи, по окружности плавильного пространства, диаметр которого на уровне откосов равен Дпл. При таком расположении электродов процесс расплавления шихты у сливного желоба заканчивается раньше и часть мощности дуги будет расходоваться на оплавление футеровки откосов и нагрев воды в водоохлаждаемых панелях стен у сливного желоба, в то время как у рабочего окна будет находиться нерасплавившаяся шихта, что приведет к увеличению расхода электроэнергии и увеличению времени плавки.
Для выравнивания расплавления шихты по периметру печи необходимо центр окружности распада электродов сместить относительно вертикальной оси симметрии печи на расстояние l=(0,1-0,5)dp (фиг.4,5). При уменьшении расстояния l<0,1dp эффект от смещения центра окружности распада электродов будет соответствовать эффекту расплавления шихты при нахождении центра окружности распада электродов на вертикальной оси. В печах малой и средней вместимости проводят три периода плавки стали: расплавление, окислительный, рафинировку. В этих печах для того, чтобы не нарушать равномерное распределение мощности излучения электрических дуг по поверхности ванны в жидкие периоды плавки стали, центр окружности распада электродов необходимо сместить относительно вертикальной оси симметрии печи на расстояние l=(0,1-0,2)dp (фиг.4). При этом достигается компромиссное решение выравнивания расплавления шихты по периметру печи в период расплавления и равномерный нагрев ванны по периметру печи в жидкие периоды плавки стали. После прорезки колодца одной дугой, опускания в колодец электродов и дальнейшего плавления шихты дугами равномерное расплавление шихты дугами осуществляется за счет различной мощности в дугах: в дугу, напротив которой имеется большое количество нерасплавившейся шихты, вводят большую мощность излучения, и наоборот, в дугу, напротив которой нерасплавившейся шихты меньше, вводят меньшую мощность излучения. В жидкие периоды плавки стали мощности дуг выравнивают.
В современных высокомощных большегрузных дуговых сталеплавильных печах постоянного тока осуществляют расплавление шихты, рафинирование металла проводят в другом агрегате. В этих печах необходимо иметь равномерное расплавление шихты по периметру печи, для чего центр окружности распада электродов смещают относительно вертикальной оси симметрии печи на расстояние l= (0,2-0,5)dp (фиг.5) и расплавление шихты проводят одной дугой, расположенной ближе к вертикальной оси симметрии печи. При смещении центра окружности распада электродов на расстояние l=0,5dp от вертикальной оси симметрии печи один из электродов располагается на вертикальной оси симметрии печи и прорезка колодца в шихте в этом случае осуществляется так же, как в одноэлектродной дуговой сталеплавильной печи постоянного тока: расплавление шихты осуществляется симметрично по периметру печи. Смещение центра окружности распада электродов на расстояние l>0,5 не имеет смысла, так как в этом случае электроды удаляются от вертикальной оси симметрии печи и неравномерность расплавления шихты по периметру печи возрастает. После формирования в шихте колодца, достаточного для размещения в нем электродов, электроды опускают и продолжают плавку дугами постоянного тока. Таким образом, рациональное смещение центра окружности распада электродов относительно вертикальной оси симметрии печи для печей малой, средней и большей вместимости располагается в пределах l=(0,1-0,5)dp.
Устройство работает следующим образом.
Плавку начинают одним электродом 2, между которым и ванной 5 металла, после прорезки колодцев, горит дуга, расплавляющая шихту (фиг.6). Дуга формирует в шихте колодец в виде перевернутого усеченного конуса, что обеспечивает устойчивое положение нерасплавившейся части шихты. Расплавление шихты идет равномерно по нижним, средним и верхним поясам. Для того, чтобы шихта расплавлялась равномерно по периметру печи, электрод 2 диаметром dэл расположен ближе к вертикальной оси симметрии на расстояние l=(0,1-0,5)dp. Вследствие этого вертикальная ось колодца приближается к вертикальной оси печи 00' и тем самым обеспечивается равномерное расплавление шихты как по высоте, так и по периметру печи. Равномерное расплавление и устойчивое положение шихты во время расплавления ее одной длинной дугой характеризуются отсутствием обвалов шихты, обрывов дуги и коротких замыканий, снижением уровня шума, пылегазовых выбросов, колебания напряжения и тока сети и печи и, как следствие, уменьшением времени плавки и удельного расхода электроэнергии по сравнению с расплавлением шихты несколькими короткими дугами. Поэтому с целью уменьшения колебаний напряжения сети, уровня шума, пылегазовых выбросов, времени плавки, расхода электроэнергии прорезку колодцев и расплавление шихты ведут одной дугой, электродом 2, смещенным к вертикальной оси симметрии печи.
В процессе расплавления часть стен печи освобождается от шихты и попадает под прямое излучение дуги, под которое попадет также свод печи. Полезная мощность дуги, которая идет на нагрев и расплавление металла, уменьшается, КПД дуги снижается с ηg=0,93 в начале прорезки колодцев до ηg=0,82 после освобождения части стен от шихты (фиг.6). Если продолжить плавку шихты одной дугой, то КПД дуги продолжает уменьшаться и к окончанию расплавления составит ηg=0,60-0,68 (фиг.7). Уменьшение КПД дуги влечет за собой увеличение расхода электроэнергии на 1 т стали. Поэтому с целью увеличения КПД дуги после формирования в шихте колодца с объемом свободного пространства, достаточного для размещения в нем электродов, электроды опускают и продолжают плавку дугами постоянного тока (фиг.8).
Так как расплавление шихты ведут на максимальной мощности, то для получения в дугах такой же мощности, которая была в одной дуге, напряжение на дугах и длину дуг соответственно уменьшают при неизменном токе. Причем длина дуг уменьшается пропорционально количеству дуг, их излучение на стены и свод уменьшается, а излучение на шихту и жидкометаллическую ванну увеличивается, КПД дуг увеличивается с ηg=0,82 до ηg=0,90-0,88 (фиг.8).
В процессе дальнейшего расплавления шихты КПД дуги может снижаться, но чтобы этого не происходило на поверхности жидкого металла наводят шлак, а к окончанию расплавления шлак вспенивают, что обеспечивает КПД дуг ηg=0,86-0,90 (фиг.9). Таким образом, на протяжении всей плавки в печи поддерживается высокий КПД дуг, равный ηg=0,86-0,90.
Дуги постоянного тока короче одной дуги постоянного тока пропорционально количеству дуг, поэтому, если проводить прорезку колодцев и дальнейшее расплавление шихты дугами, то следует иметь в виду, что они прорезают в шихте столько колодцев, сколько дуг (фиг.10) и реже один общий колодец. После прорезки колодцев и горения дуг на лужу металла на дне пода расплавление шихты осуществляется снизу, расплавляются, в первую очередь, нижние пояса стен (фиг. 10). Такое расплавление приводит к тому, что шихта теряет устойчивость, идут ее обвалы, что вызывает короткие замыкания, обрывы дуги, значительный уровень шума, пылегазовых выбросов, фликер-эффект, колебания напряжения и тока сети и печи и, как следствие, увеличение времени плавки и удельного расхода электроэнергии. Чтобы избежать во время плавки стали вышеперечисленных отрицательных явлений, в устройстве необходимо центр окружности, на которой расположены электроды, сместить относительно вертикальной оси симметрии печи в горизонтальной плоскости на расстояние l=(0,1-0,5)dp и проводить прорезку и формирование колодца в шихте одной длинной дугой постоянного тока, после образования в шихте свободного пространства, достаточного для размещения в нем электродов, продолжить расплавление и проведение жидких периодов плавки дугами постоянного тока.
Предложенное устройство позволяет проводить весь период расплавления и жидкие периоды плавки стали с высоким КПД дуг и уменьшить колебания напряжения сети, уровень шума, пылегазовых выбросов, время плавки, расход электроэнергии.
Предлагаемое устройство может быть реализовано в любом цехе металлургического и машиностроительного предприятия, имеющем дуговые сталеплавильные печи.
Использование предлагаемого устройства наиболее эффективно при создании высокомощных большегрузных дуговых сталеплавильных печей постоянного тока для производства стали в электросталеплавильных цехах металлургических и машиностроительных предприятий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1998 |
|
RU2135603C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ТРЕХФАЗНОГО ТОКА | 2006 |
|
RU2333438C2 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока | 2019 |
|
RU2719811C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2012 |
|
RU2516896C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2009 |
|
RU2410444C1 |
| ПЛАЗМЕННО-ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2010 |
|
RU2415359C1 |
| ПЛАЗМЕННО-ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2015 |
|
RU2585897C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1996 |
|
RU2105819C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока фасоннолитейного цеха | 2020 |
|
RU2767318C1 |

Изобретение относится к электротермической технике, а именно к устройствам дуговых сталеплавильных печей. Дуговая сталеплавильная печь постоянного тока содержит свод, по меньшей мере два сводовых электрода, установленных по окружности распада электродов, корпус, сливной желоб, ванну с расположенным в днище ванны по крайней мере одним подовым электродом и рабочее окно. Центр окружности, на которой расположены электроды, смещен относительно вертикальной оси симметрии печи в горизонтальной плоскости на расстояние 1=(0,1-0,5) dp, где dp - диаметр распада электродов. Технический результат - улучшение эксплуатационных характеристик за счет уменьшения колебания напряжения сети, уровня шума, пылегазовых выбросов, времени плавки и расхода электроэнергии. 10 ил.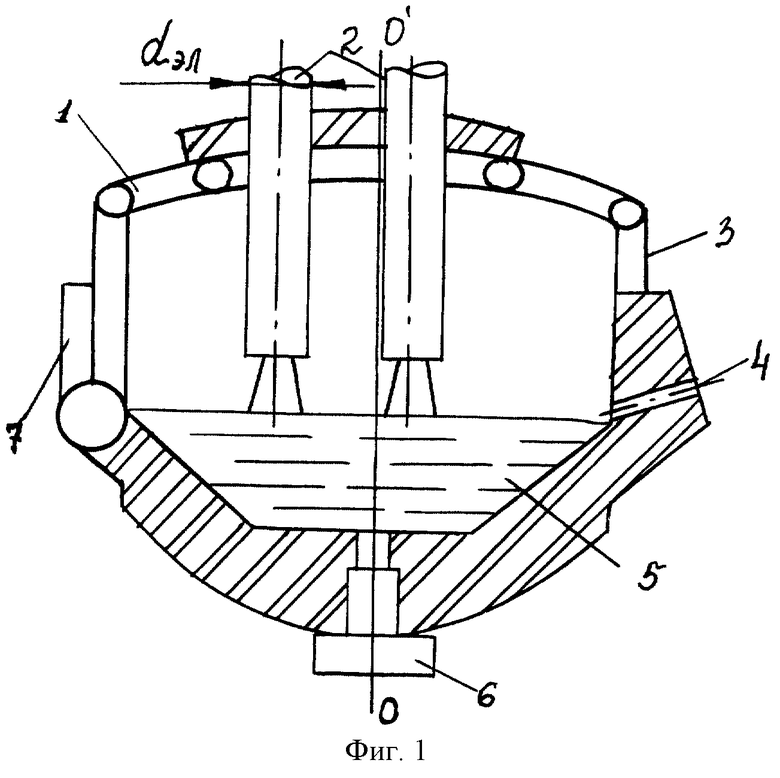
Дуговая сталеплавильная печь постоянного тока, содержащая свод, по меньшей мере два сводовых электрода, установленных по окружности распада электродов, корпус, сливной желоб, ванну с расположенным в днище ванны по крайней мере одним подовым электродом, рабочее окно, отличающаяся тем, что центр окружности, на которой расположены электроды, смещен относительно вертикальной оси симметрии печи в горизонтальной плоскости на расстояние l= (0,1-0,5) dp, где dp - диаметр распада электродов.
| Some electric arc furnace experience in France, Times Stell, 1987, 215, №1, s.18, 23 | |||
| WO 00/68441 A1, 16.11.2000 | |||
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |
| ДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 1993 |
|
RU2085818C1 |
| US 5255284, 19.10.1993 | |||
| КРУГОВОЙ КОНВЕЙЕР | 0 |
|
SU258101A1 |
| Электродуговая сталеплавильная печь | 1977 |
|
SU737744A1 |
| ГРИГОРЬЕВ В.П | |||
| и др | |||
| Конструкция и проектирование агрегатов сталеплавильного производства | |||
| - М.: МИСИС, 1995, с.111-113. | |||
