Уже известен способ нитроцементации инструментов из быстрорежущей стали и ее заменителей, при котором инструмент помещают в науглероживающую среду и во время подогрева через последнюю пропускают газообразный аммиак.
Предлагаемый настоящим изобретением способ нитроцементации инструментов из быстрорежущей стали и ее заменителей относится к этим же способам, но отличается от них тем, что в качестве науглероживающей среды применяют пасту из сажи и калий-натрий-карбоната (KNaCO3).
После полной термической обработки и шлифования инструмент из быстрорежущей стали или ее заменителей покрывают тонким слоем специальной пасты и загружают в муфель, в который подается аммиак как при нагреве, так и при выдержке. После завершения процесса выдержки и охлаждения пасту очищают волосяной щеткой, после чего инструмент готов для эксплоатации.
Паста в своем составе содержит 80% сажи и 20% калий-натрий-карбоната - KNaCO3 (по весу).
Паста изготовляется следующим образом.
KNaCO3 растворяют в воде, затем прибавляют декстрин в количестве 100-120% к весу сажи. После полного смешения указанных компонентов вводят сажу и все перемешивают. Густота пасты должна соответствовать густоте холодного машинного масла.
Покрытие пастой инструмента может, быть произведено путем двойной окраски или путем непосредственного погружения в пасту. После высыхания пасты на воздухе инструмент загружают в муфель печи с плотно закрывающейся крышкой.
Во время нагрева и выдержки в муфель дается слабый ток аммиака, расход которого устанавливается в зависимости от веса садки, но не более 2,5-3,0 литра в минуту. Давление в муфеле поддерживается в пределах 15-25 мм вод. ст. Температура процесса 520-560°С, в зависимости от обрабатываемой марки стали.
Охлаждение после окончания процесса лучше вести в муфеле, при уменьшенном расходе аммиака, до 200°С, затем производить разгрузку.
Глубина карбонитрированного слоя должна лежать в пределах 003-008 мм, в зависимости от назначения инструмента и его профиля.
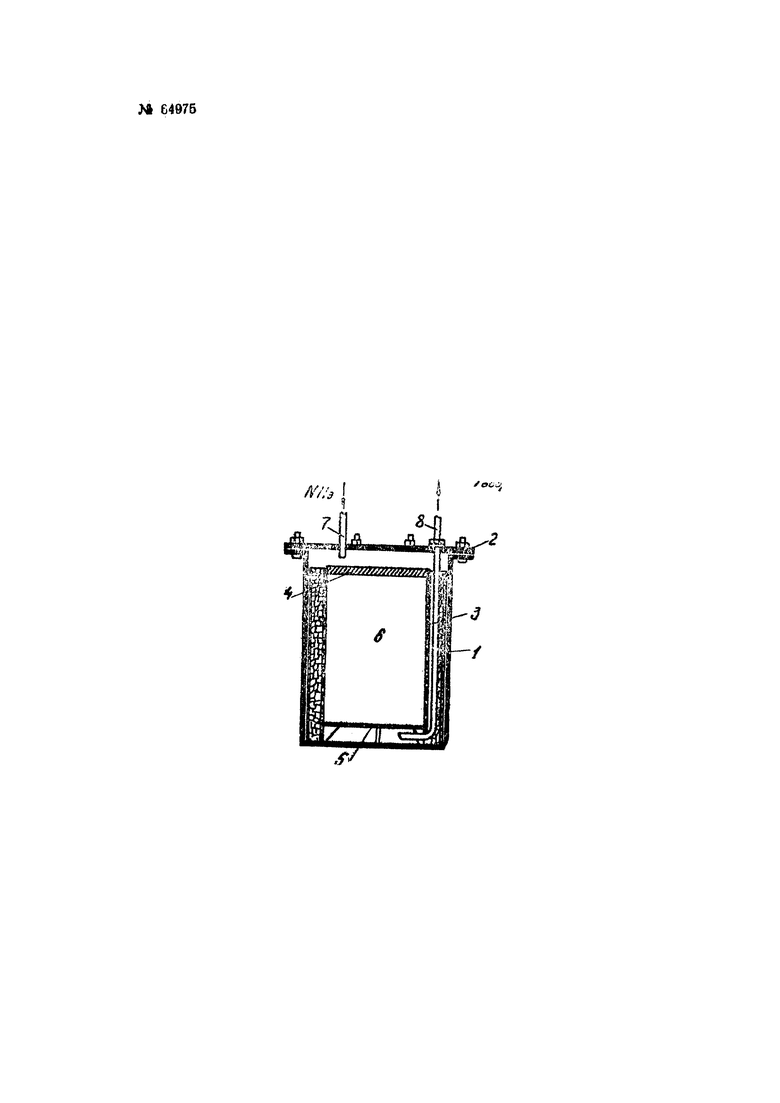
На чертеже схематически представлено устройство для проведения предлагаемого процесса нитроцементации.
Муфель 1 закрыт крышкой 2, плотно прилегающей к фланцу муфеля. В полости муфеля помещена насадка 3 в виде двойного цилиндра с мелкими отверстиями на внутренней стороне; количество отверстий по направлению сверху вниз постепенно увеличивается. Насадка делается из белой жести. Во внутреннюю полость насадки загружается паста. Насадка 3 закрывается крышкой 4 из асбеста или белой жести и устанавливается на поддоне 5 с отверстиями. Аммиак подводится через патрубок 7 и отводится через патрубок 8.
В рабочее пространство вместе с пастой помещают и инструмент. Давление в муфеле поддерживается в пределах 30-40 мм вод. ст. Нагрев муфеля производится в любой шахтной электрической печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химико-термической обработки инструмента из быстрорежущей стали | 1943 |
|
SU122158A2 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА РЕЗЦА ДОРОЖНОЙ ФРЕЗЫ ИЗ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ 30ХГС НИТРОЦЕМЕНТАЦИЕЙ | 2024 |
|
RU2834109C1 |
| Способ нитроцементации стальных изделий | 1986 |
|
SU1383837A1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2586178C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2600612C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2592339C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2014 |
|
RU2574943C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ СТАЛИ | 1994 |
|
RU2082820C1 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ И СПЛАВОВ | 1997 |
|
RU2109080C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2011 |
|
RU2501884C2 |
Способ нитроцементации инструментов из быстрорежущей стали и ее заменителей с помещением инструментов в науглероживающую среду и с пропусканием во время их подогрева газообразного аммиака, отличающийся тем, что в качестве науглероживающей среды применяют пасту из сажи и калий-натрий-карбоната (KNaCO3).
