со
СХ)
со с со
Изобретение.относится к металлургии, а именно к химико-термической обработке в газовых средах, в частности к азотированию и нитгЛэцемеитации,
и может быть использовано в ма
шиностроении для повышения эксгшуата ционной стойкости инструмента, изго- товл иного из быстрорежущих сталей.
Цель изобретения - /1овьш1ение эксплуатационной стойкости иГсструмента.
Способ нитроцементации включает нагрев до 450 - 600°С и двухстадий- иую изотермическую выдержку При этой температуре в смеси аммиака и полностью диссоциированного аммиака на первой стадии и в атмосфере, содержа щей аммиак, на второй стадии. Выдерж ку на первой стадии проводят в смеси ( об,% аммиака, полностью диссоциированный аммиак - остальное) в течение 30-40 мин, а на второй стадии - в смеси аммиака, паров этанола () и полностью диссоциированного аммиака при следующем соотно шении KOMnoFieHTOB, об,%:
N11,
55-60
Пары этанола 5-35 Диссоциированный аммиак Остальное, Способ осуществляется следуюк1им образом.
Инструмент загружают в муфель печи. Муфель закрывают и герметизируют Затем муфель продувают диссоциированным аммиаком и включают нагрев печи. Нагрев до температуры изотермической вьщержки и выдержку на первой стадии проводят в смеси аммиак и полностью диссоциированного аммиака, содержащей - 35-40 об,% 06.NH,. Выдержку осуществляют в течение 30-40 мин, после чего в рабочее пространство печи подают смесь аммиака, паров этанола и диссоциированного аммиака при соотношении компонентов, об.%:
КН,
Пары CjH,OH
Na Иг
55-60 5-35
Остальное Мосле выдержки на первой стадии на рабочей поверхности инструмента формируется диффузионный слой, состоящий из J - нитрида на поверхности и зоны внутреннего азотирования об - фаза - пятриды легирующих элементов, За 30-40 мин на стали получают слой jj - нитрида толщиной 5-7 мкм и диффузионный подслой 15-30 мкм.
fO
15
20
25
30
35
40
45
50
55
Па HTopoii стадии на поверхности Jp - фазы (формируют слой нигрокарбида- толщиной 2-3 мкм, обладающего более высокой износостойкостью и твердостью,-, чем - карбонитрид и у - нитрид. В результате на поверхности получают комбинированный диффузионный слой, состоящий из твердой пластичной подложки ( фаза), демпфирующей ударные нагрузки на кромке режущего инструмента и более твердого поверхностного карбидного слоя, обладающего повышенной износостойкостью и более низкой адгезией к обрабатываемому материалу. Использование в качестве источника углерода этанола при указанных соотнощениях компонентов позволяет избегать формирования на поверхности инструмента - карбонитрида с малой твердостью и отложений сажи на поверхности изделий.
Использование способа обеспечивает получение на режущем инструменте оптимального по критерию эксплуатационной стойкости упрочненного слоя, отличающегося меньшей адгезией к обрабатываемому металлу, более высокой стойкостью к выкрашиванию и ударным нагрузкам в процессе резания по сравнению с известными способами. Это обеспечивается структурой упрочненного слоя на быстрорежущих сталях.
t
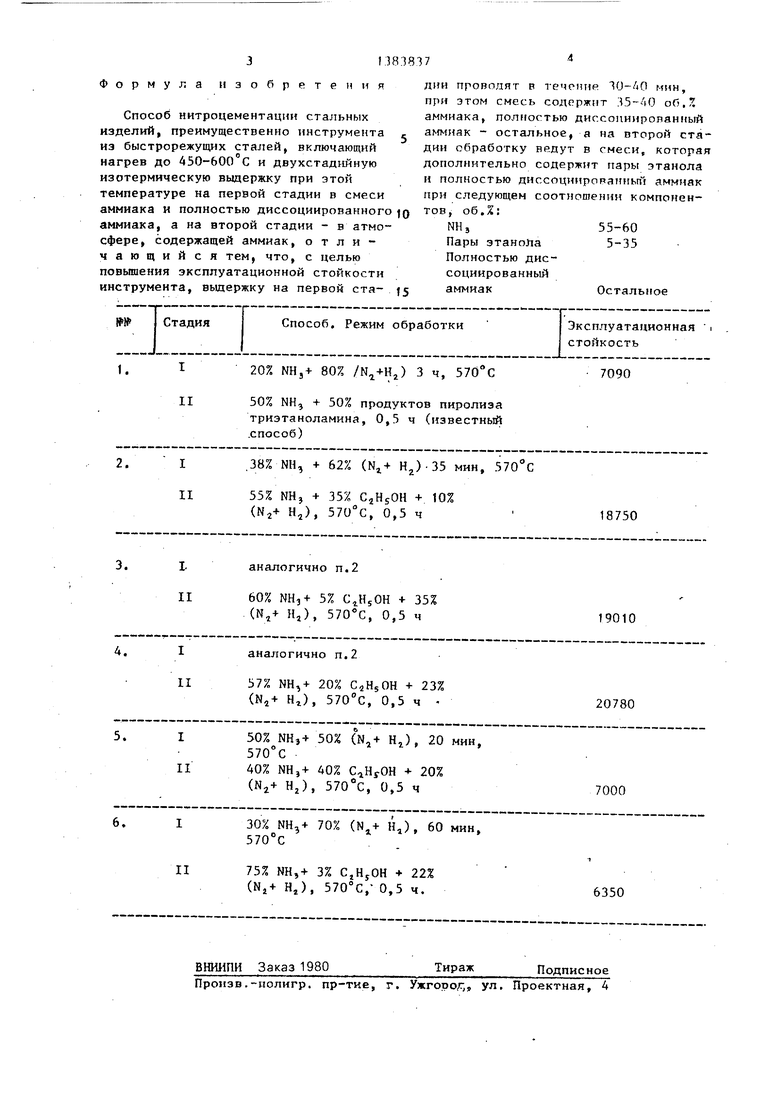
Изобретение иллюстрируется следующими примерами. Проводили обработку сверл из стали Р6М5 диаметром 6,8 мм по известному и предлагаемому способам. Конкретные режимы обработки и результаты испытаний обработанных изделий представлены в таблице. Эксплуатационная стойкость оценивалась в соответствии с международным стандартом ISO 3685-1977 с оценкой пути резания при постоянной скорости резания. Сверла испытывались на операции сверления сквозного отверстия глубиной 15 мм на стали 20ХГСА твердостью НВ 180 - 229. Режим резания: скорость 34,18 м/мин, подача сверла 192 мм/мин при 1600 об/мин (0,12 мм/оборот).
Из данных, приведенных в таблице, следует, что экслпуатационная стойкость инструмента после обработки по предлагаемому .способу повьчлаетгя
|ПО сравнению с обработкой по изрест ному способу.
31.38.1837
Формула изобретениядни проводят в течение 30-ДО мин,
при этом смесь содрржят 35-АО об.%
Способ нитроцементацнн стальныхаммиака, nonFiocrbro диссопииронанный
изделий, преимущественно инструмента , - остальное, а на второй стаиэ быстрорежущих сталей, включающийдни обработку ведут в смеси, которая
нагрев до 450-600 с и двухстадийнуюдополнительно содержит пары этанола
изотермическую выдержку при этойи полностью диссоциирораниьпг аммиак
температуре на первой стадии в смесипри следующем соотношении компоненаммиака и полностью диссоциированного ютов, об.%:
аммиака, а на второй стадии - в атмо- NHj55-60
сфере, содержащей аммиак, о т л и - Пары этаноЛа 5-35 чающийся тем, что, с целью Полностью дис- повышения эксплуатационной стойкости социированный инструмента, выдержку на первой ста- J5 аммиакОстальное
№№ Стадия Способ, Режим обработки Эксплуатационная i Iстойкость
1,I 20% NH,+ 80% ) 3 ч, 57047090
II 50% NHj + 50% продуктов пиролиза триэтаноламина, 0,5 ч (известный .способ)
2. I ,38% NH, + 62% ( Н2)-35 мин, 570°С
И 55% NHj + 35% CjHsOH + 10%
(N2+ H,j), 570 С, 0,5 ч 18750
3,Г аналогично п.2
II 60% NH3+ 5% -f 35%
( Hj), 570°C, 0,5 ч19010
4,I аналогично п.2
II 57% NH,+ 20% CjHsOH + 23%
(N,j-t- HJ, 570 C, 0,5 ч -20780
5.I 50% NHj+ 50% (N,j+ Hj, 20 мин,
570°C II 40% NHj+ 40% 20%
(Nj-f H.j), 570°C, 0,5 ч7000
6.I 30% 70% (N + Hj, 60 мин,
570°C
1
II 75% NH,+ 3% CjHjOH 22%
(N4+ Hj), 570°C,- 0,5 Ч.6350
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химико-термической обработки стальных изделий в газообразных средах | 1987 |
|
SU1420992A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1992 |
|
RU2025539C1 |
| Способ изготовления режущих пластин | 1985 |
|
SU1294576A1 |
| Способ восстановления азотированных коленчатых валов | 1988 |
|
SU1638200A1 |
| СПОСОБ АЗОТИРОВАНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2008 |
|
RU2386722C2 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ И СПЛАВОВ | 1997 |
|
RU2109080C1 |
| СПОСОБ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ НИТРОЦЕМЕНТАЦИИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ (СЛОИ НАСЫЩЕНИЯ ДО 0,05 ММ) БЕЗ КАРБОНИТРИДНОГО ВЫСОКОАЗОТИСТОГО ПОВЕРХНОСТНОГО СЛОЯ В ВАКУУМНЫХ ПЕЧАХ | 2021 |
|
RU2782414C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2124068C1 |
| Способ азотирования деталей из конструкционной стали | 1984 |
|
SU1196412A1 |
| Способ химико-термической обработки металлических изделий | 1990 |
|
SU1752826A1 |
Изобретение относится к химико- термической обработке в газовых средах, в частности к азотированию и нитроцементации, и может быть использовано в машиностроении для повышения эксплуатационной стойкости инструмента, изготовленного из быстрорежущих сталей. Цель изобретения повьппение эксплуатационной стойкости инструмента. Согласно способу нитроцементации изделия вьщерживают при 450-600 С на первой стадии в смеси, содержащей 35-40 об.% аммиака и полностью диссоциированный аммиак - остальное в течение 30-40 мин, а на второй стадии в смеси аммиака, паров этанола и полностью диссоциированного аммиака при соотношении компонентов, o6.Z: аммиак 55-60j пары этанола 5-35; полностью диссоциированный аммиак - остальное. Эксплуатационная стойкость инструмента, обработанного данным способом, повьшается по сравнению с о.бработкой по известному способу. 1 табл. I (Л
ВНИИПИ Заказ 1980
Произв.-полигр. пр-тие, г. Ужгоро/г, ул. Проектная, 4
Тираж
Подписное
