Глина или каолин 1-5 Увлажнитель2-4 При изготовлении абразивных изделий из электрокорунда на керамической связке в процессе их нагрева при - 1250°С вязкость расплавленного стекла связки возрастает вследствие того, что с поверхности электрокбрундовых зерен в расплав перехо дит (растворяется) до 8% окиси алюми ния, который впоследствии входит в твердый раствор соединений, образующих связку. Таким образом, с одной стороны обеспечивается стабильность геометрических форм изделий, с другой - резко повышается адгезия связк к зерну, Окись алюминия может быть введена в абразивную массу в виде любого вещества, содержащего окись алюминия в достаточном (не менее 90%) количес тве: глинозема, электрокорунда нормального, электрокорунда белого и т.п. Однако наиболее рациональным является введение в массу от 25 до 75% от общего количества абразивного зерна электрокорунда белого, содержащего свыше 99% кристаллического ,j, так как этот материал помимо вышеуказанных функций, являясь высококачественным абразивным материалом, может активно участвовать в процессе шлифования. Пример 1. Был изготовлен абразивный инструмент - круги ПП 250х х40х75 СМ2 на бариевой связке из зер йа хромистого, электрокорунда и белого электрокорунда с содержанием электрокррунда 25% от общего количества абразивного материала. Абразивная масса имела следующий состав вес.%: Хромистый электрокорунд65,5 Белый электрокорунд 22 Глина Латненская 3 Полевой шпат3,5 Бариевое стекло 3,0 Жидкое стекло (увлажнитель) 3 Одновременно из тех же масс изготовлены образцы - восьмерки для испытания черепка на механическую прочность. А также были изготовлены контрольные образцы из 100% хромистого электрокорунда и 100% белого электрокорунда тех же характеристик Результаты лспытаний на механическу прочность при разрыве и на шлифующую способность (при плоском шлифовании а станке 371-М-1 стали ОХ18Н10Т,укр 35 м/сек, S пр.од.16 м/мин, S пЬп 1-1,5 мм/ход, ,02-0,04 мм) привеены в табл. 1. Как видно из таблицы, введение 25% от общего количества зерна белого лектрокорунда в качестве носителя киси алюминия значительно повышает механическую прочность и, следовательно, стойкость абразивного инструента. Пример2.Из хромистогй электрокорунда с добавкой. 50% белого электрокорунда от общего количества абразивных материалов были изготовлены круги ПП 400x50x127 № 25 СМ2-С1 на бариевой связке структуры 7. При этом абразивная масса имела следующий состав, вес.%; Хромистый электрокорунд43,75 Белый электрокорунд43,75 Связка (состав аналогичен приведенному в первом примере). Полученный инструмент был испытан на круглошлифовальном станке модели 313 ХСЗ при следующих режимах; Окружная скорость круга, м/сек 34,5 Число оборотов изделия, об/мин 249 Снимаемый припуск на 0 ,ммО , 4 Обрабатываемый материалСталь 40Х (Re 24-30) ОхлаждениеЭмульсия Операция: окончательное шлифование образцов 0 17 мм. Результаты испытаний приведены в табл. 2. При мер 3. На бариевой связке были изготовлены круги ПП 250x40x75 40СМ2 из зерна хромистого электрокорунда, к которому было добавлено 75% от общего количества абразивного материала белого электрокорунда. Из контрольных масс по примеру 1 были изготовлены образцы - восьмерки. Образцы испытывались на разрыв, инструмент - на шлифующую способность (плоское шлифование на станке 371-М-1, сталь ПХ18Н10Т, V м/сек, Snp.од.16 м/сек, ,5 мм/ход, ,02-0,04 мм). Результаты 1спытаний приведены в табл. 3.
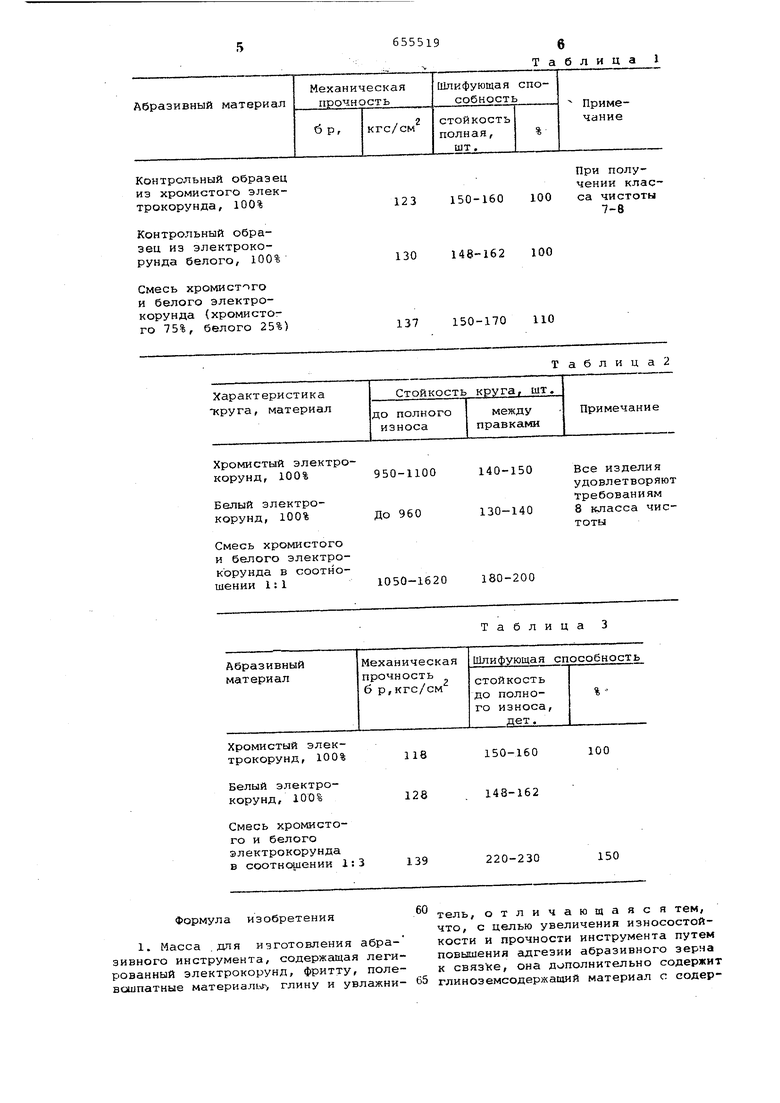
Контрольный образец из хромистого электрокорунда, 100%
Контрольный образец из электрокорунда белого, 100%
Смесь хромистого и белого электрокорунда (хромистого 75%, белого 25%)
При получении клас150-160 100 са чистоты 7-8
148-162 100
130
137 150-170 110
Таблица2

| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| Формовочная смесь для изготовления абразивного инструмента | 1986 |
|
SU1710323A1 |
| АБРАЗИВНАЯ МАССА | 2016 |
|
RU2634564C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2262434C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536576C2 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2215643C2 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
Хромистый электрокорунд, 100%
Белый электрокорунд, 100%
Смесь хромистого и белого электрокорунда в соотношении 1:1
Хромистый электрокорунд, 100%
Белый электрокорунд, 100%
Смесь хромистого и белого электрокорунда в соотношении 1:3 Формула изобретения 1. Масса .для изготовления абразивного инструмента, содержащая легированный электрокорунд, фритту, полевошпатные материалы, глину и увлажни- 65
140-150
Все изделия удовлетворяют требованиям 8 гшасса чис130-140тоты
180-200
1050-1620
Таблица 3
100
150-160
148-162
150
220-230 тель, отличающаяся тем, что, с целью увеличения износостойкости и прочности инструмента путем повышения адгезии абразивного зерна к связке, она дополнительно содержит глиноэемсодержаиий материал с содер7 .6555 жанием окиси алюминия не менее90%, компоненты взяты в следующем соотношении, вес.%: Легированный электрокорунд 9-75 Фритта 1-5 Полевошпатные5 материалы 1-6 Глина 1-5 Увлажнитель 2-4 19 8 Глиноземсодержащий материал 20-71 2. Масса поп. 1, отличающ а я с я тем, что в качестве глиноземсодержащего материала берут электрокорунл белый. Источники информации, принятые во внимание при экспертизе 1° Авторское свидетельство СССР № 538862, кл..В 24 D 3/00, 1974.
