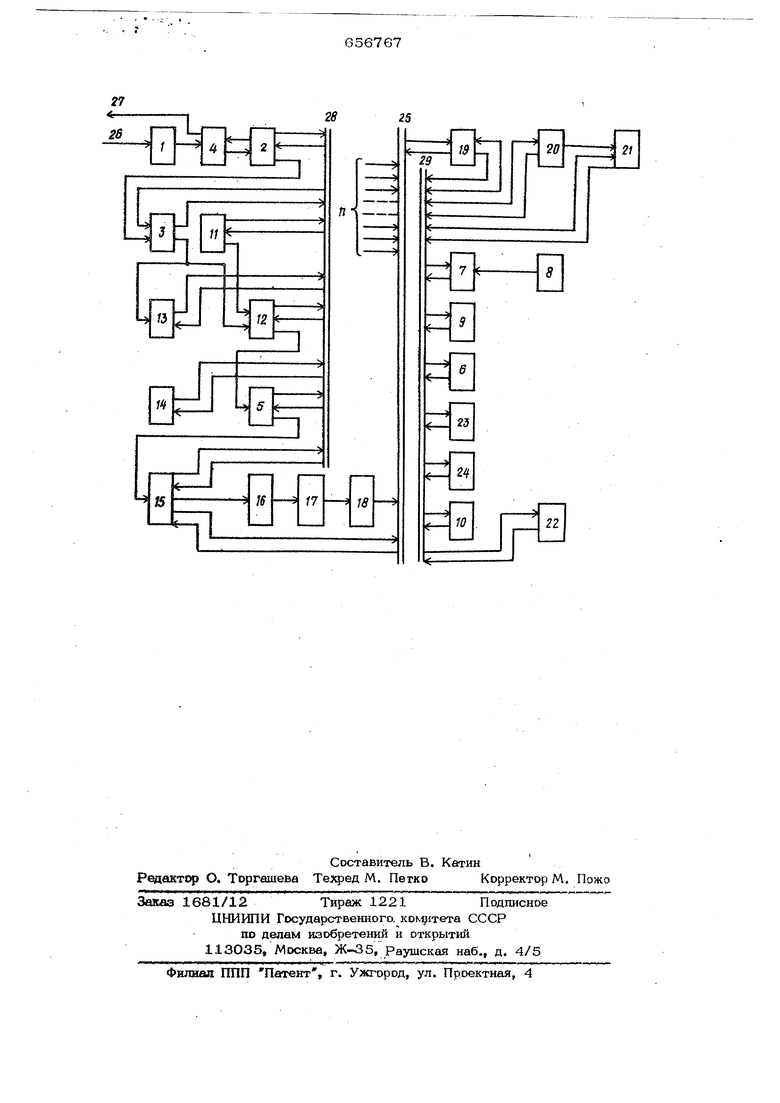
затуханий этих сигналов, что понижает качество упраслония и контроля. больших габаритов сварочных MaiuHUs испол1 зуемых гнри сварке, например деталей самолетов, известное уст ройство может управлять только одной сварочной машиной. Это увеличивает аппаратурные затраты при управлении группой сварочных машин (цех, завод) и исключает возможность обеспечить достаточно мощным математическим.. . обеспечением (операдионной системой), средствами диалога и терминальным комп лектом каждое такое устройство. Целью изобретения является . расширелие области применеюш устройства и про ведешш управле1шя и контроля процессом контактной сварки одновременко рабо- таюяцих нескопьках сварочных машин. Цель достигается тем, что в устройств во управления и ко1ггроля процессом контактной сварки введены соединенные по входу и выходу с первой гру1Ш.ой магнеторолы-Пзгх кодовых шин блок коммутащ-5И и аналоговый предпроцессор, второй вход лОГоро-го соединен свыходомблокакоммутаини, третий вход - с выходом синхрсз иизатора и вторым входом таймера, пульт оператора, блок связи с канаяоМ} второй вход которого соединен с выходом аналоз Еифров0го прообрааова1еля, вход и выход которого соедине Еы с шшгой каиа- ла связи, 5улы ог11ексор, выход которого соедянек с выходом устройства первый выходом блока измерения параметЕ pOBj второй вход и второй ВЬ1ХОД МуЛШИ плексора соединен, с входом и вь ходом блока conpjDiseHHHj второй вход, аналогоцифрового преобразователя с выходом аналогового преднроцессора, последовательно соединенные блок свяан с каяапом, блок помехозаацищегшого ко- дировашш, модем а таратура передач AajiHbJXj, шика канала связи, соединенный по входу и выходу с второй грушгой ма гистральныж кодовых шйн каналыагй адапт&р, входы и выходы которого соеди нены с шшшй канала свози, блок пультов рабочих мест, группой пульт, второй вход которого соедштен с блоком пудалг-ов рабо чих Meiyf-t блок мультипрограммирования, блок, сканировашш, терминальный кокшлект, На чертеже представлена 6лок «схема усгройсй а управления и кошгроля процео СОМ контактной сварки, содержащая блок 1 измерения параметров блок 2 сонря жения сшшрошоатор 3 мультиплексор 4, анаг1ого цифровой преобразователь 5, блок 6 памяти, блок программной перестройки структуры 7, блок управления 8, блок 9 хранения уставок и констант, цифровой блок 1О, блок 11 коммутащ1и, аналоговый предпроцессор 12, таймер 13, пульт 14 оператора, блок 15 связи с каналом, блок 16 помехозашищенного кодирования, модем 17, аппаратуру 18 передачи данных, канальный адаптер 19, блок 2О пультов рабочих мест, группбвой пульт 21, блок 22 мультипрограммирования, блок 23 сканирования, терминальный комплект 24, шины 25 (от 1 до П) связи центрального устройства с местными, шину 26 входной И1«{ ормации со сварочных установок, шину. 27 выходной и 1формгщии на сварочные установки, шину 28 - первую группу магистральных кодовых шин, шину 29 - вторую группу магистральных кодовых шин. Устройство работает следующим об разом. Сигналы датчиков, установяеаньк на сварочных машинах (шина 26) в блоке 1измерения параметров, через мультиплексор 4, подключаемый к одной из сварочных машин кодом идентификации этой сварочной машины, поступают на масштабирующие усилители-формирователи блока 2сопряжения и приводятся к стакдартзг ному уровню в зависимости от толщины и марки свариваемых материалов. По шине 27 на сварочные установки пере- даются управляющие сигналы обратной СВЯЗИ (режим, порядок работы и TJX.), Синхронизатор 3 синхронизирует работу блоков, расположенных непосредственно около сварочной машины, с циклом ее работы. Аналоговый предпроцессор 12 осуществляет предварительную математическую обработку (интегрирование, суммирование, вычитание, умножение) сигналов с блока 2 сопряжения, что позволяет сжаТь передаваемую по каналу связи информацию.В зависимости от типа сварочных ма шини марки свариваемых материалов алго- ритм сжатия информа ции может меняться. Для оперативной перекоммутаГши узлов аналогового предпроцессора 12 по командам с блока 7 исполкзуется блок 11 соммутации, осуществляющий требуемое взаимосоединение отделыаос; узлов, задание начальных условий, задание peadiMa. Напряжения с выхода аналогового предпроцессора 12 преобразуются аналогсицифровым преобразователем 5 в код. К этому коду в блоке 16 помехозаишщениого кодирования добавляется из быточная информация с целью исправления ошибок, которые могут возтиснуть при передаче исходной информации по каналу связи, что недопустимо при сварке ответствешилх изделий. Блок 15 связи с каналом через модем 17, осуществляюищй модуляцию и демодуляцию передаваемой информации, аппаратуру 18 передачи данных, например телетайп, организует управление встречными потоками информации от сварочных машин к управляющим блокам и в обратуном направлении. Это управление сводится к буферированию информации, организации очередей на рбслу кивание, приему и выдаче управладоших сигналов, простейшей логической обработке информации. Так как к мультиплексору 4 могут подключаться несколько сварочных машин с разным быстродействием, то таймер 13 в совокугаюсти с блоком 23-сканирова- ния, определяющим, темп и порядок прдключешш калодого из устройств, находящихся около сварочных установок (шина 25) к каналу связи, и в соответствии с отсчи тываемым им временем, оставшимся до начала новой сварк в подгруппе обслуживаемых им сварочных машин, осуществляют совместно и через блок 15 связи с каналом организацию очереди на обслуживание. С помощью пульта 14 оператора выпол няются некоторые простейшие функции управления и контродя (включение и выключение, индикация аварийных ситуаций и отказов и т.п.). К канальному адаптеру 19 подключаются все П обслуживаемые предлагаемым групповым устройством управления сварочные установки, причем в каждой подгруппе сварочных установок, подключаемых к мульт ;шлексору 4, может находить ся от одной до нескольких сварочных установок. Канальный адаптер 19 может переносить информацию с канала связи и обратно поразр5здно, с задержкой (буфэрированиеинфэр мации) и путем записи информадии непосредственно в блок 6 пак-шти. Блок 2О пулнгов рабочих мест исполь зуется для управления шз местонахождени центрального процессора любой сварочной установкой. В блоке 8 управления вырабатывают ся управляющие сигналы, которые поступают в блок 7 программной перестройки. . В основу построения блока 7 програь мной перестройки структуры положещзт принц5шы микропрограммного управления. Микропрограмма может хранить sepximo и нижние пределы контролируемых параметров сварочного процесса, алгоритм вычисления диаметра ядра, глубины нроплавления и любые другие алгоритмы. С помощью шфрового блока 10 производится выполнение арифметических и логических операций согласно алгоритма работы. В блоке 6 памяти и блоке 9 хран&шш уставок и констант хранится необходимая управляющая информация. Блок 22 мультипрограммирования осуществляет режим многопрограммной бработки входной информации (динамическое распределение памяти, .приоритетность обработки, защиту памяти, pacngeделение вычислительной мощности процессора). В терминальный комплект 24 входят устройства ввода-вывода информации и устройства, обеспечивающие режим диалога, позволяющие оперативно руководить процессом контроля и управления сваркой (цифропечатакшще устройства, графопостроители, устройства индикации, све1-о- вое перо и т.л.). Блоки , и 11-18 относятся к устройству местного управления, находяще- муся в непосредственной близости от группы сварочных машин и соединяются основном через шину 28. Блоки 6-1О и 19-24 относятся к устройству цеит. рапьного управления и соединяются в ос- новном через шину 29, управляющему всей группой сварочных машин, и могут быть отнесены на любое расстояние от обслуживаемых сварочных машин. Работа устройства при подключении через блок 1 измерения параметров к мультиплексору 4 четырех сварочных машин, включаемых поочередно и последовательно во времеш в одном устройстве из группы устройств, осуществляется следующим образом. В первый момент времени кодом идентификации первой сварочной машины, например кодом ОО, к мультиплексору 4 подключается первая сварочная машина, Коды идентификации хранятся в блоке 6 пах«1ти и момент считывания этого определяется по коду текущего месткого для каждого устройства в группе всех устройств времениэ оттсчитыраемогс таймером 13 Елок 23 сканвроБШШЯ осуществляет в npocreiujeM случае обегающий конг роль всех таймеров 13 и поэтому номер onpaiuiiBaeMDiD таймера 13 устройства в группе устройств совпадает с номером . Номер аалроса и код, считанный с таймера 13р однозначно определяют ад pec кода ипеытификацяи в блоке 6 памяти. Таким образом для запроса К 1 и кода стаймера 13ОООООО считывает ся с блока 6 памяти код гадентификаикш OOg а для запроса ,К 1 и кода- с таймеpa 130О1111 - код вдентификадии О1 н т.д. Одновремешю с кодом идентификации гкз блока 6 памяти (фактически это дру гие рааряды того же самого слова) считьшаетск на вход блока 11 коммутации код структуры аналогового иредпроцессо ра 12, Блок 11 коммутации выполняет по отношегшю к аналоговому предпроиессору 12 фушг.1ши автоматического наборно го поля, одределяющего взаимосоединенн между операиионнымй узлами аналогового преднроцессора 12 (китеграторами, сумматорамнз, дифференциаторами, функййокальнымн преобразователями, множител нымн и делительными устройствами, уотана.вливажзщего масштабы завнсимых .перемешгых и времешг устанавшшазощего начальгью усл.овия, совместно с син xpDffisaTOpDM 3 управляющего pesaJMOM работы (решение, .слежеюге хранение), Аналоговый предпроцессор 12 содер- ЖК7 также аналоговые комнара-горы и собственные шзмерите-ли временИд которы в совокупности с блоками 3 и 11 по авояшот осунхествлзть ояредеяегшую по следоваэельнооть аналоговых вычйсли тельшлх процессов (решеннй. Таким образом анагаогозый предпро иессор 12 може-т обрабатьюать ш р MaiJiKK),., ctTHDcasjyiocs как к sa0&fm3m,iu сварочшзМ машшшМя от шчаюйшмая режи мами сварки (разньгё тогацша и мбрки свариваемых маггериапов) тщс и разнотшшым (переменного тока, постошшого тока конденсаторным) маянк- надл., Наиряже -шя на выходе аналогового предлродессора 12, пропс циональные рассчитанным данным аналого-цифровым преобразователем S преобразуются в код который в блоке 16 кодированиа, соединенном с аналого-цифровым преобразователем 5 через блок 15, подвергается обработке, позволяющей повысить его помехоустойчивость. Например в простейшем случае, к исходному коду добавляет ся контрольный разряд, состояние которого позволяет контролировать четность (ид-и нечетность) результирующего кода. Модем 17 модулирует результирующий код {используется напримере импульсно-кодовая мод5т1яция) и через аппаратуру передачи данных передает ее в канал. Блок 15 связи с каналом содержит небольшое пь объему местное аапомииазоniee устройство, например на регистрах, блок управления, линейные блоки сопрЯ жения с каналом. В запоминающем уст- ройстве блока 15 накайлйвае1х:я как пе редаваемая, так и принимаемая информа ция. Информация из канала связи в блок 15 может передаваться побитно или посимв.ольно. Таким образом блок 15 позволяет избежать информалшонных заторов в канале связи, так как при большой группе устройств, обслуживаемых центральным про цессором, передача и прием информации от каждого устройства в группе должны быть разнесены во времени при испольаовашш одного канала связи (более сложные случаи здесь не рассматриваются). Через канальный адалтер 19 переданная информа)дия постзшает в определенную область блока 6 памяти, где происходит ее щв|зровая обработка причем порядок обработки кодов указанных с ластей, для чего требуется перераспределение вычислительной мощности центрального процессора, осуществляется блоком 22. Использование мультиплексора, блока иамененкя кoм vfyтaцюI, блока помехозащищенного кодирования, блока связи с , модема, алпаратуры передачи данных, канального адаптера, блока пультов рабочих мест, группового пульта, блока мультипрограммирования, блока сканирования, терминального комплекта повышает эффективность управления и KojfTponH процессом кши-актной сварки группы сварочных машин, уменыиает удельные аппаратурные затраты и математическое обеспечение в расчете на одну сварочную машину. Центральный процессор может быть снабжен терминальным комплектом, которым нецелесообразно с щбжать каждое устройство управления и контроля, UefrrpanbHbtE процессор может быть вынесен из цеха, т,е. находиться в комфортных условиях эксплуатации. (Операционная система, которой снабжен центральный процессор, позволяет решать сложные задачи {что эквивалентно повышению качества сварки). В одном месте сосредоточена полная информация о функционировании всех сварочных машин, что позволяет вести четкое планирование Формула изобрйтения Устройство для контроля и ттравления процессом контактной сварки по авт. св. аМ 498128, отличающееся тем, что, с целью расширения области применения устройства и проведе1шя управления --и контроля процессом сварки одновременно работающих нескольких сварочных машин, в него введены соединен ные по входу и выходу с первой группой магистральных кодовых шин блок KOMtvfyтащ1И и аналоговый предпроцессор, второй вход которого соединен с выходом блока коммутации тертий вход - с выходом синхронизатора и вторым входом таймера, пульт оператора, блок связи с каналом, второй вход которого соедине с выходом аналого-шгфрового преобразоват-ля, вход и выход которого соединеши с шиной канала связи, муль/пшлоксор, выход которого соединен с выходом устройства, первый вход - с выходом блока измерения параметров, второй вход и второй выход ь-гультиплексора соединен с входом и выходом блока сопряжения, второй вход аналогонцифрового преобразователя соединен с выходом аналогового иредпроцессора, поспедовагельно соединенные блок связи с каналом, блок помехозащишенного кодирования, модем, аппаратура передачи данных, шина канала связи, соединенный по входу и выходу с второй группой магистраль ных кодовых шин канальный адаптер, входы и выходы которого соединены с шиной канала связи, блок пультов рабочих мест, групповой пульт, второй вход которого соединен с блоком пульлюв раб 5чих мест, блок мультипрограммирования, блок сканирования, терминальный комплект. Инсточ}оаа1 информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 498128, кл. В 23 К 11/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Устройство формирования видеоинформации | 1987 |
|
SU1483676A1 |
| Многоканальный цифро-аналоговый преобразователь | 1984 |
|
SU1233284A1 |
| СИСТЕМА УПРАВЛЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ | 1990 |
|
RU2126737C1 |
| Адаптивное обучающее устройство | 1989 |
|
SU1644204A1 |
| Многоканальный цифроаналоговый преобразователь | 1989 |
|
SU1709527A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Информационно-управляющая система центрального теплового пункта жилых общественных и промышленных зданий | 1987 |
|
SU1511751A1 |
| МНОГОПРОЦЕССОРНАЯ СИСТЕМА ДЛЯ КОММУТАЦИИ КАНАЛОВ | 1992 |
|
RU2069891C1 |
| СПОСОБ СВАРКИ ВСТЫК ДВУХ ДЕТАЛЕЙ | 1991 |
|
RU2120845C1 |