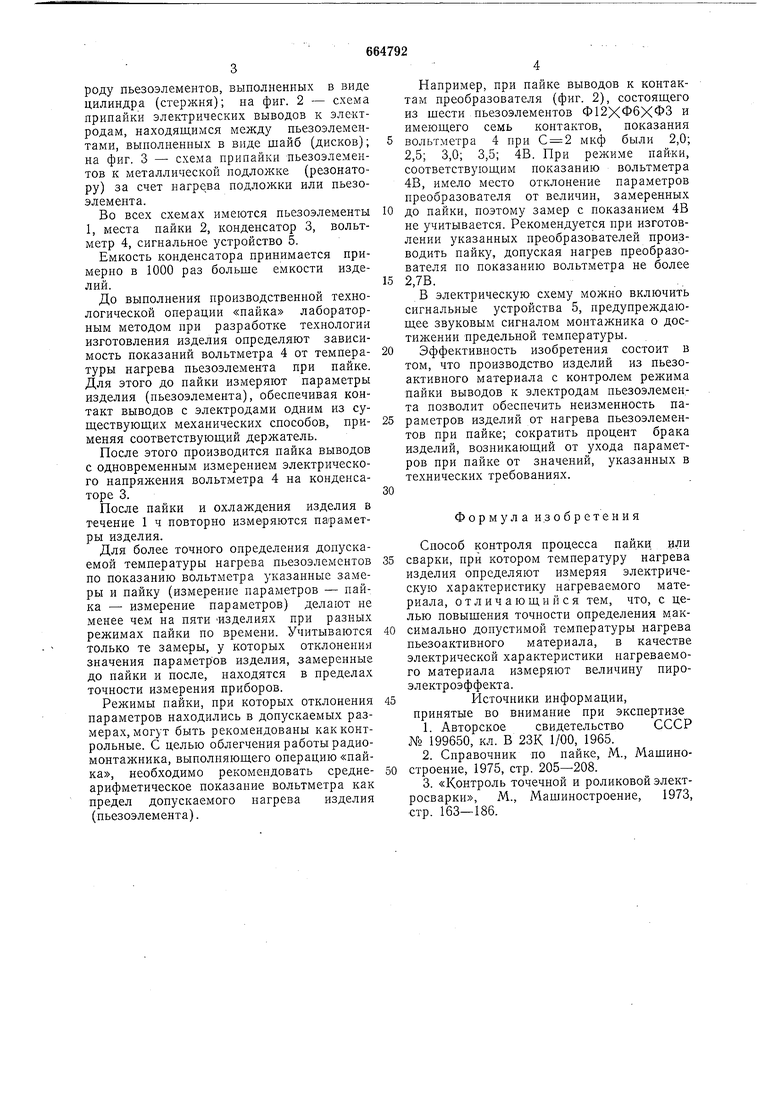
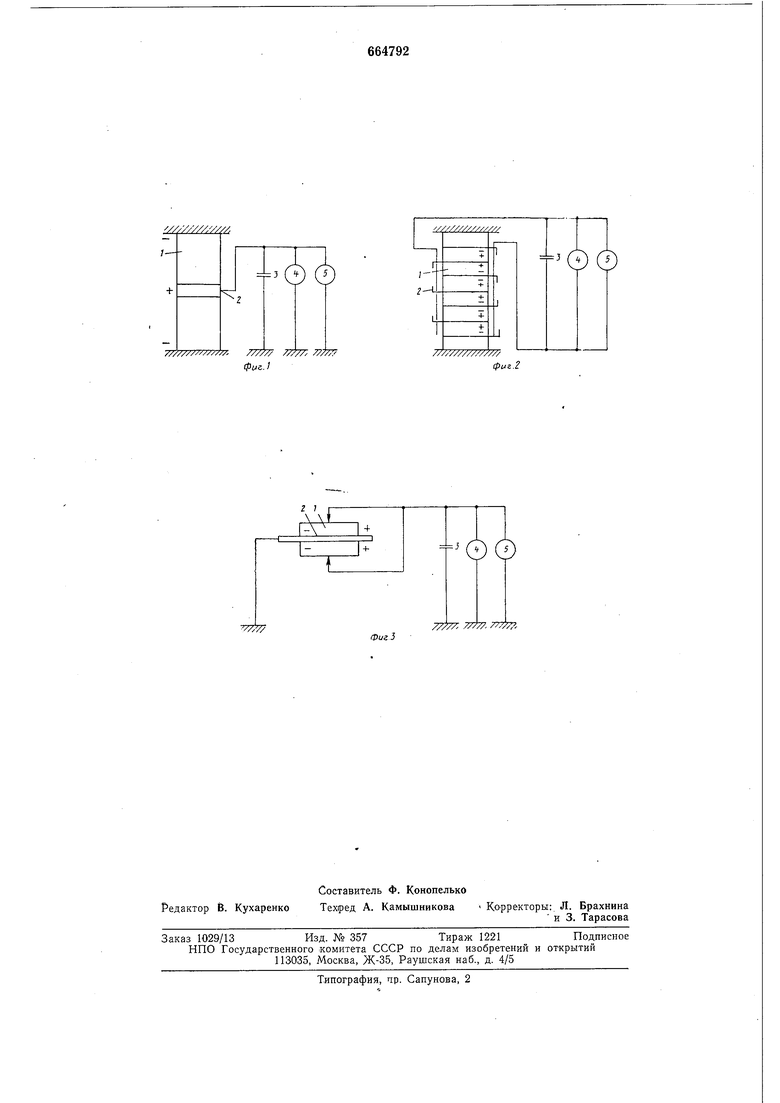
роду пьезоэлементов, выполненных в виде цилиндра (стержня); на фиг. 2 - схема припайки электрических выводов к электродам, находящимся между пьезоэлементами, выполненных в виде шайб (дисков); на фиг. 3 - схема припайки пьезоэлементов к металлической подложке (резонатору) за счет нагрева подложки или пьезозлемента.
Во всех схемах имеются пьезоэлементы 1, места пайки 2, конденсатор 3, вольтметр 4, сигнальное устройство 5.
Емкость конденсатора принимается примерно в 1000 раз больше емкости изделий.
До выполнения производственной технологической операции «пайка лабораторным методом при разработке технологии изготовления изделия определяют зависимость показаний вольтметра 4 от температуры нагрева пьезоэлемента при пайке. Для этого до пайки измеряют параметры изделия (пьезоэлемента), обеспечивая контакт выводов с электродами одним из существуюш,их механических способов, применяя соответствуюш,ий держатель.
После этого производится пайка выводов с одновременным измерением электрического напряжения вольтметра 4 на конденсаторе 3.
После пайки и охлаждения изделия в течение 1 ч повторно измеряются параметры изделия.
Для более точного определения допускаемой температуры нагрева пьезоэлементов по показанию вольтметра указанные замеры и пайку (измерение параметров - пайка - измерение параметров) делают не менее чем на пяти изделиях при разных режимах пайки по времени. Учитываются только те замеры, у которых отклонения значения параметров изделия, замеренные до пайки и после, находятся в пределах точности измерения приборов.
Режимы пайки, при которых отклонения параметров находились в допускаемых размерах, могут быть рекомендованы какконтрольные. С целью облегчения работы радиомонтажника, выполняюшего операцию «пайка, необходимо рекомендовать среднеарифметическое показание вольтметра как предел допускаемого нагрева изделия (пьезоэлемента).
Например, при пайке выводов к контактам преобразователя (фиг. 2), состоящего из шести пьезоэлементов Ф12ХФ6ХФЗ и имеющего семь контактов, показания вольтметра 4 при С 2 мкф были 2,0; 2,5; 3,0; 3,5; 4В. При режиме пайки, соответствующим показанию вольтметра 4В, имело место отклонение параметров преобразователя от величин, замеренных
до пайкн, поэтому замер с показанием 4В не учитывается. Рекомендуется при изготовлении указанных преобразователей производить пайку, допуская нагрев преобразователя по показанию вольтметра не более
2,7В.
В электрическую схему можно включить сигнальные устройства 5, предупреждающее звуковым сигналом монтажника о достижении предельной температуры.
Эффективность изобретения состоит в том, что производство изделий из пьезоактивного материала с контролем режима пайки выводов к электродам пьезоэлемента позволит обеспечить неизменность параметров изделий от нагрева пьезоэлементов при пайке; сократить процент брака изделий, возникающий от ухода параметров при пайке от значений, указанных в технических требованиях.
Формула изобретения
Способ контроля процесса пайкц или сварки, при котором температуру нагрева изделия определяют измеряя электрическую характеристику нагреваемого материала, отличающийся тем, что, с целью повышения точности определения м.аксимально допустимой температуры нагрева пьезоактивного материала, в качестве электрической характеристики нагреваемого материала измеряют величину пироэлектроэффекта. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 199650, кл. В 23К 1/00, 1965.
2.Справочник по пайке, М., Машиностроение, 1975, стр. 205-208.
3.«Контроль точечной и роликовой электросварки, М., Машиностроение, 1973, стр. 163-186.
I t ) ( 5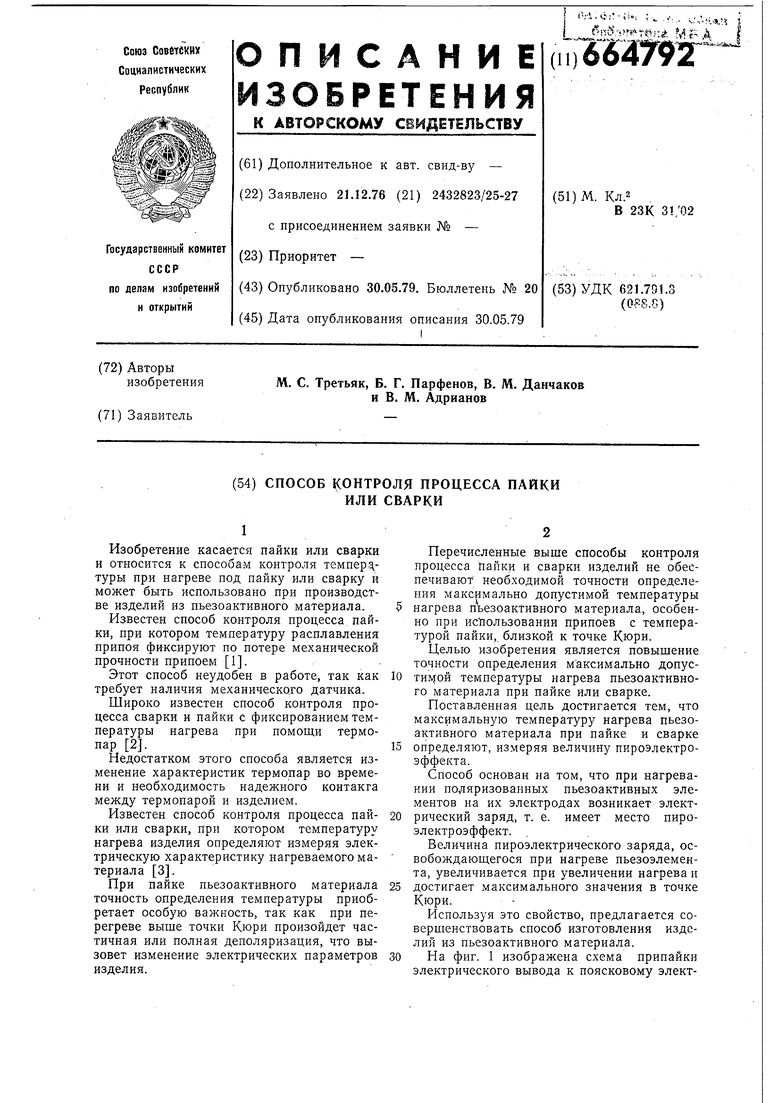
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЫСОТЫ ДЕТАЛИ | 2011 |
|
RU2485441C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163584C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫСОТЫ ДЕТАЛИ | 2011 |
|
RU2485442C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЙ ПЬЕЗОТЕХНИКИ | 2011 |
|
RU2492491C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГИДРОАКУСТИЧЕСКОГО ПЬЕЗОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493543C2 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| Радиоэлектронный блок | 1983 |
|
SU1406729A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Способ изготовления пьезоэлектрических преобразователей | 1989 |
|
SU1731493A1 |
| СПОСОБ ПАЙКИ КЕРАМИКИ С МЕТАЛЛОМ | 1992 |
|
RU2041776C1 |
////// 77777, 777777 фиг-.
ф1Ч.2
