Изобретение относится к электронной технике и может быть использовано в качестве новой технологии сборки микроэлектронной аппаратуры, а конкретно к способу изготовления гибридного электронного модуля в условиях серийного и мелкосерийного производства.
Технология сборки гибридно-интегральных схем (ГИС) СВЧ в опытном и мелкосерийном производстве представляет собой традиционно устоявшуюся последовательность операций монтажа.
Например, известен способ пайки и отпайки печатных плат методом оплавления припоя с использованием ИК-излучения. В соответствии с данным способом печатная плата последовательно проходит через группу излучателей ИК-печи, причем сначала происходит предварительный нагрев, затем пайка (отпайка) и после этого охлаждение печатной платы. Отличительной особенностью известного способа является то, что во время нагрева и охлаждения плата находится в движении, а во время пайки (отпайки) неподвижна. Контроль температуры платы во время пайки осуществляется ИК-датчиком. Для удаления припоя во время пайки (отпайки) платы, а также для их охлаждения используют газовый поток, создаваемый вентилятором (DE, заявка №3720912, Н05К 3/34, опубл. 1988).
Недостатком известного способа является то, что технологическим процессом не предусмотрен температурный контроль ответственных изделий, устанавливаемых на плате, что не исключает местный перегрев паяемых изделий различных типоразмеров, таких как штырьковых и планарных навесных и поверхностно-монтируемых изделий, в различной комбинации их размещения как на односторонних, так и двусторонних печатных платах. Наличие ИК-датчика дает общую картину нагрева в зоне пайки, но не учитывается температурный профиль нагрева отдельных компонентов, что не дает возможность произвести пайку одновременно поверхностно-монтируемого изделия, например монолитного конденсатора, штырькового навесного изделия, каким является переключатель, и планарного навесного изделия, например микросхемы. Проблематичным является осуществление пайки без прокладки между элементами. Эти недостатки существенно влияют на качество пайки и на трудоемкость технологического процесса пайки.
Известен также способ пайки элементов, монтируемых на поверхности двусторонних печатных плат (DE, заявка №3445625, кл. Н05К 3/34, 1986). Способ включает нанесение припоя в зону монтажа, установку изделий с одной стороны печатной платы с креплением их, переворачивание платы, установку на фиксаторы технологической кассеты, доустановку монтируемых изделий с другой стороны платы, нагрев до температуры пайки тепловым источником с использованием ИК-излучения или горячего газа.
Недостатком этого способа является низкое качество пайки из-за наличия вкраплений расплавленного припоя на поверхности приклеиваемых монтажных элементов, кроме того, в процессе пайки волной расплавленного припоя возможны перемычки, что существенно сказывается на качестве электрических параметров поверхностно-монтируемых изделий. Другим недостатком прототипа является возможность перегрева поверхностно-монтируемых изделий, что приводит к растрескиванию керамики. Существенным недостатком прототипа является повышенная трудоемкость технологического процесса пайки, связанная с необходимостью приклеивания монтажных элементов с нижней стороны ППЛ, последующей обработкой УФ-излучением для отверждения клея и проведение процесса пайки снизу погружением в расплавленный припой или волной припоя. Недостатком является также большие энергетические затраты, необходимые для осуществления способа пайки элементов, монтируемых на поверхности двусторонних печатных плат.
При изготовлении электронной и радиоэлектронных модульных приборов типа ГИС используется один из известных способов, описанный в SU №1639932, B23K 31/02, опубл. 07.04.1991 г. Способ заключается в определении положения каждой контактной площадки в горизонтальной плоскости относительно оси оптического устройства и в вертикальной плоскости относительно торца сварочного инструмента, поочередного перемещения площадок в фокальную плоскость оптического устройства, при этом дополнительно корректируют положение каждой контактной площадки в горизонтальной плоскости и угол поворота кристалла в этой плоскости, после чего присоединяют проволочные выводы к контактным площадкам кристалла и корпуса прибора в фокальной плоскости. Применение указанного способа экономически и технологически неоправданно при монтаже отформованных навесных элементов на печатной плате, т.к. он предполагает коррекцию положения каждого вывода на контактной площадке и не предусматривает контроль качества соединений в процессе монтажа. Недостатком способа является то, что он не предусматривает контроль качества соединения и корректировку сварочных режимов в процессе сварки в зависимости от состояния свариваемых элементов, что не гарантирует высокое качество каждого соединения и не позволяет использовать его в автоматическом техническом процессе.
Существующие традиционные способы монтажа изделий электронной техники на печатных платах для изготовления электронной и радиоэлектронной аппаратуры основаны на применении паяных соединений элементов. Однако способу паяного монтажа присущи также недостатки, заключающиеся в использовании экологически вредных припоев, флюсов и моющих растворов; недостаточная плотность размещения элементов, препятствующая дальнейшей миниатюризации аппаратуры. Ограничения по плотности обусловлены тем, что при пайке происходит растекание припоя и образование нитевидных перемычек, а также перемыкание выводов жалом паяльника, что нарушает электрическую схему аппаратуры. Кроме того, не исключено образование скрытых дефектов в соединении, что в дальнейшем снижает надежность аппаратуры.
Современная технология сборки ГИС путем поверхностного монтажа на печатных платах в непрерывном автоматическом режиме, должна обеспечивать:
экологическую чистоту технологического процесса;
повышение производительности монтажа при одновременном сокращении номенклатуры применяемого оборудования;
неразрушающий объективный контроль качества каждого соединения,
Например, конструкция СВЧ усилителя представляет собой набор ГИС, установленных в металлическом корпусе с помощью винтов и соединенных между собой проволочными или ленточными перемычками методом односторонней контактной микросварки. ГИС состоит из металлического основания, выполняемого из материала с высокой теплопроводностью и низким коэффициентом линейного расширения (сплав медь-молибден), тонкопленочных керамических плат из алюмооксидной керамики с напыленными проводниками и резисторами и дискретных электронных компонентов в виде кристаллов (транзисторов, монолитных интегральных схем, диодов, однослойных СВЧ конденсаторов), монтируемых методом термозвуковой микросварки.
При традиционном подходе сборка ГИС представляет собой типовую последовательность технологических операций, заключающуюся в подготовке основания и керамических плат и закреплении пайкой под флюсом указанных плат на основании, припайке под флюсом пассивных и активных элементов микросхемы на платы и основание, отмывке остатков флюса и последующем монтаже на основание и указанные платы полупроводниковых элементов микросхемы (RU №2222074, H01L 25/04, опубл. 20.01.2004. принято в качестве прототипа для заявленного объекта), которая приведена ниже:
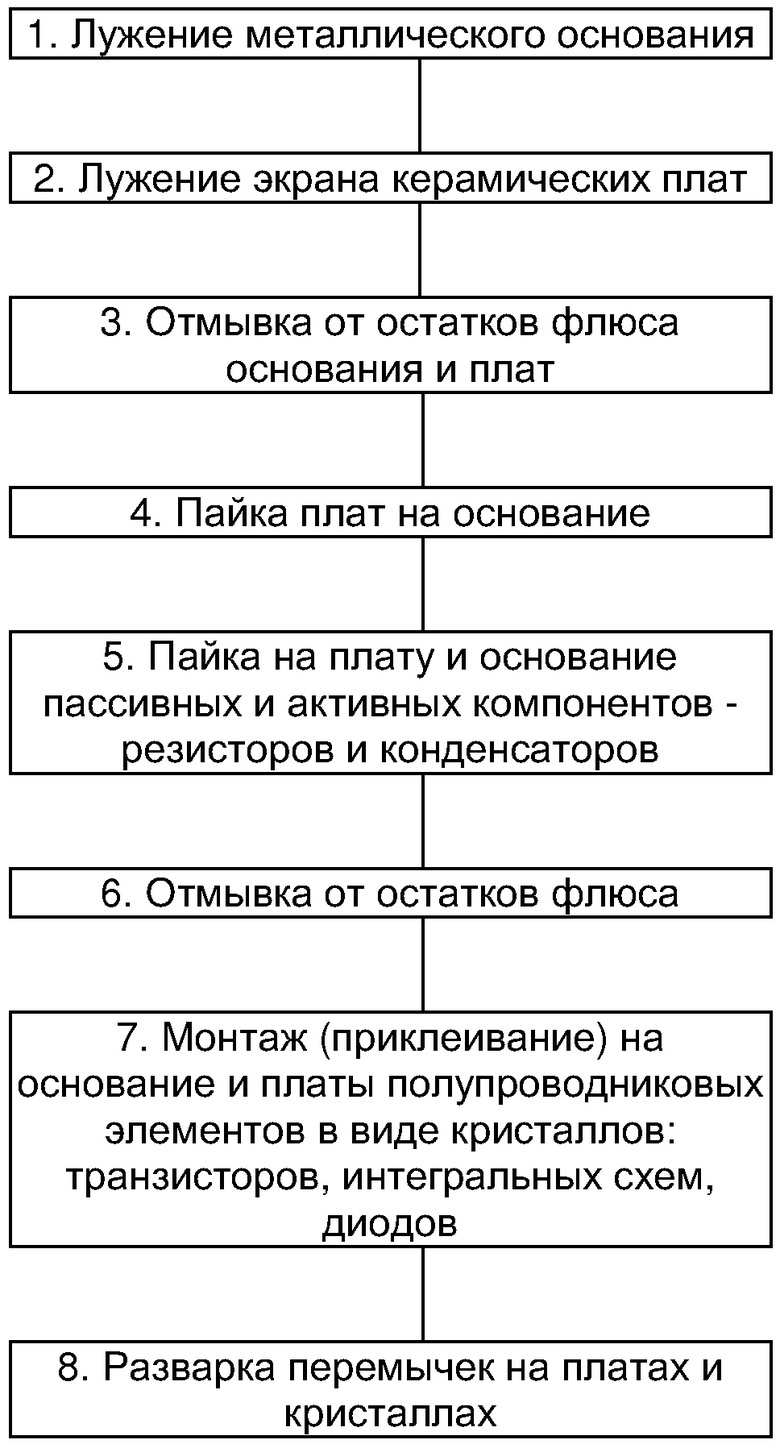
Выполняя эти операции, нужно учитывать множество дополнительных параметров: подбор припоев с различной температурой плавления для последовательных операций пайки, подбор температурных режимов сварки кристалла, дополнительный подогрев подложки при лужении и другие. Трудоемкость процессов 7 и 8 зависит в основном от типа выбранного оборудования и от квалификации персонала. Остальные операции требуют внимательного рассмотрения, так как все они (кроме отмывки) являются термическими процессами (выделены на рисунке красным цветом). При традиционной технологии для лужения (процессы 1, 2) и пайки пассивных компонентов (процесс 5) используются паяльная станция и термостолик, для пайки плат на основание (процесс 4) - только термостолик.
Настоящее изобретение направлено на решение технической задачи по созданию нового способа изготовления ГИС, который обеспечил бы получение следующих результатов:
- уменьшение трудоемкости сборки;
- сохранение неизменными материалов платы и основания;
- минимальное изменение топологии плат, не ухудшающее электрических параметров ГИС;
- доступность применяемых материалов;
- возможность привлечения малоквалифицированного состава операторов.
Достигаемый при этом технический результат заключается в сокращении времени на сборку и уменьшении паяльного и флюсового материала, уменьшении трудоемкости изготовления. Указанный технический результат достигается тем, что в способе сборки гибридно-интегральных микросхем, заключающемся в закреплении пайкой под флюсом керамических плат на основании, припайке под флюсом пассивных и активных элементов микросхемы на платы и основание, отмывке остатков флюса и последующем монтаже на основание и на указанные платы полупроводниковых элементов микросхемы, сначала на основание наносят паяльную пасту и на места размещения устанавливают керамические платы, на которые так же наносят паяльную пасту, и на местах нанесения последней на керамических платах и на основании размещают пассивные и активные элементы микросхемы, а затем проводят одновременное оплавление в конвекционной печи паяльной пасты для автоматического точного позиционирования керамических плат относительно основания и элементов относительно их мест крепления на керамических платах и основании, после чего производят отмывку от остатков флюса, а после монтажа полупроводниковых элементов микросхемы в виде кристаллов осуществляют разварку перемычек на платах и кристаллах.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Новый способ позволяет обеспечить целый ряд преимуществ по сравнению с традиционной сборкой ГИС:
- исключено применение пайки с помощью паяльной станции, уменьшен риск растрескивания плат при облуживании и риск повреждения бескорпусных элементов от перегрева;
- уменьшено число термических операций;
- уменьшено число отмывочных операций;
- повышена производительность труда за счет замены трудоемких ручных операций лужения и пайки на групповую операцию оплавления припойной пасты.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
На фиг.1 - основание в разрезе с нанесенной паяльной пастой:
фиг.2 - фото по фиг.1 - нанесение паяльной пасты на основание;
фиг.3 - основание в разрезе с нанесенной паяльной пастой и установленной сверху керамической платой;
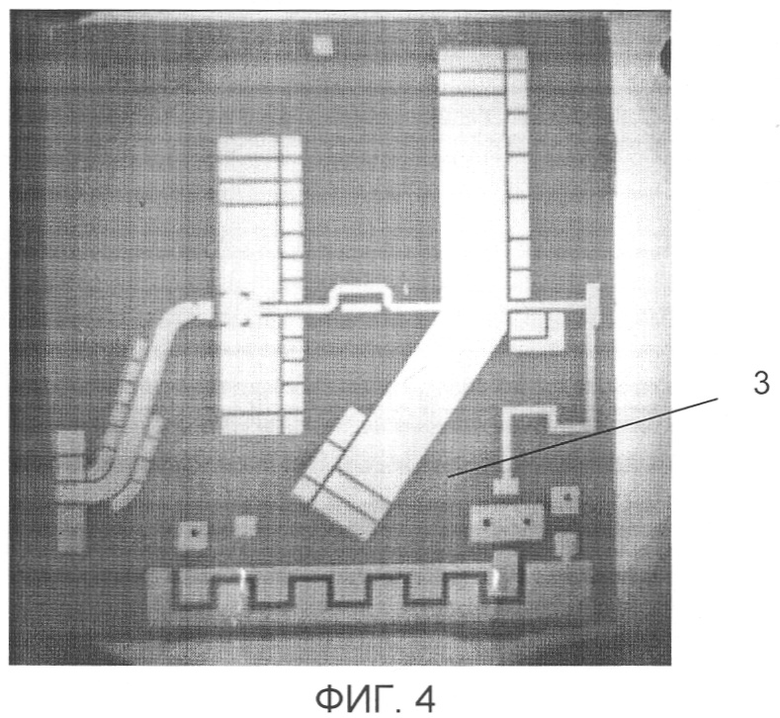
фиг.4 - фото по фиг.3 - установка микрополосковых керамических плат на основание;
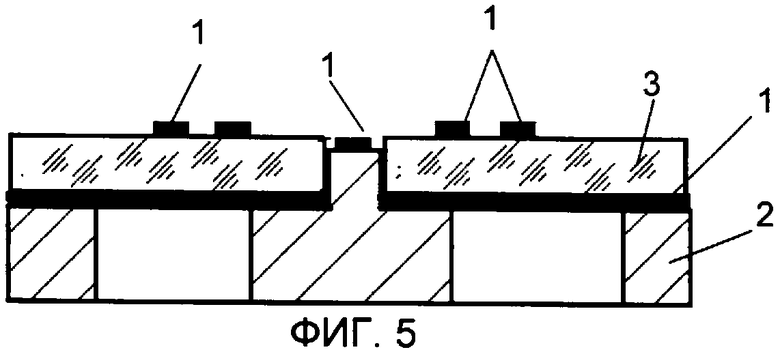
фиг.5 - основание в разрезе с нанесенной паяльной пастой на основание и керамические платы для установки компонентов;
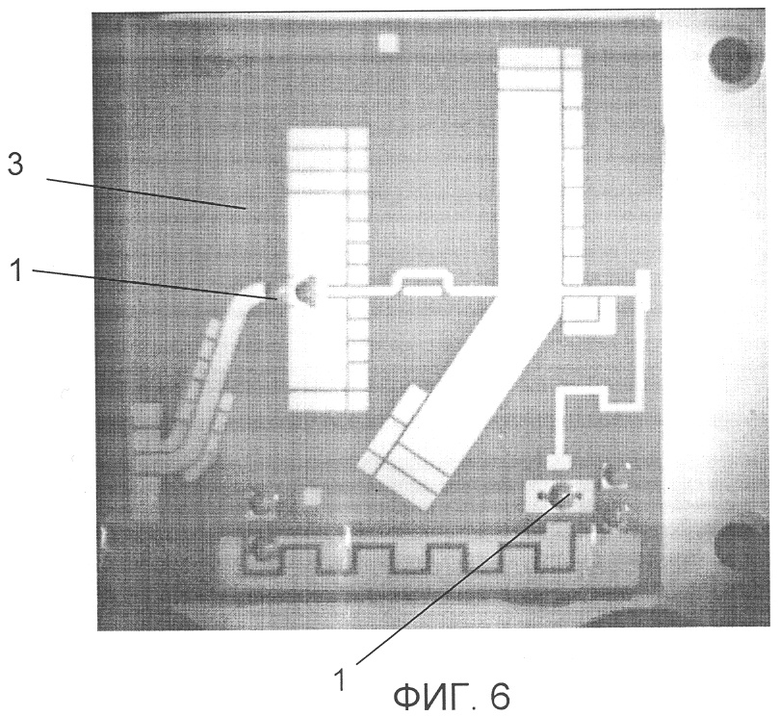
фиг.6 - фото по фиг.5 - нанесение паяльной пасты на керамические платы для установки компонентов;
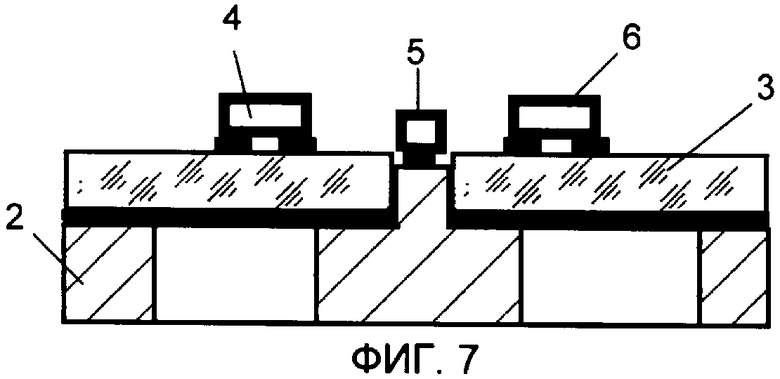
фиг.7 - основание в разрезе с установленными компонентами на основание и керамические платы;
фиг.8 - фото по фиг.7 - установка компонентов на паяльную пасту;
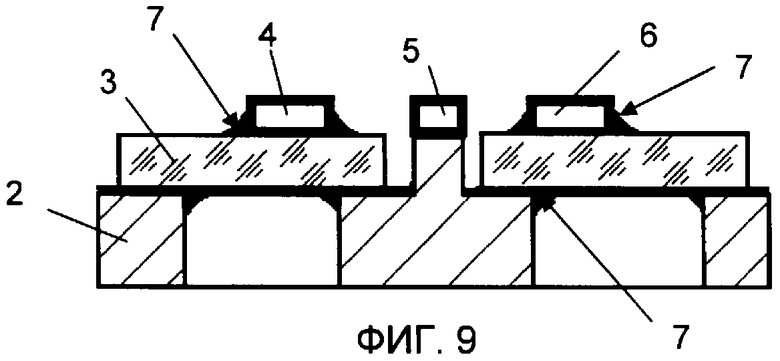
фиг.9 - микросборка после оплавления;
фиг.10 - фото по фиг.9 - закрепление компонентов оплавлением;
фиг.11 - разварка перемычек на платах и кристаллах.
Технология сборки складывается из технологических операций, как цепь из звеньев, и, правильно расположив операции монтажа, можно добиться существенного увеличения производительности труда. Технологами ЗАО «Микроволновые системы» предлагается новая технологическая схема монтажа ГИС СВЧ, представляющая собой последовательность технологических операций, ниже сформулированную в виде способа сборки гибридно-интегральных микросхем, заключающегося в подготовке основания и керамических плат и закреплении пайкой под флюсом указанных плат на основании, припайке под флюсом пассивных и активных элементов микросхемы на платы и основание, отмывке остатков флюса и последующем монтаже на основание и указанные платы полупроводниковых элементов микросхемы.
Для закрепления керамических плат на основании на последнее наносят паяльную пасту и устанавливают керамические платы на основание, а припайку пассивных и активных элементов микросхемы на керамические платы осуществляют нанесением на керамические платы паяльной пасты, размещением на них пассивных и активных элементов микросхемы и последующим оплавлением паяльной пасты для прикрепления керамических плат к основанию и указанных элементов к керамическим платам, после чего производят отмывку от остатков флюса, а после монтажа полупроводниковых элементов микросхемы в виде кристаллов осуществляют разварку перемычек на платах и кристаллах.
Блок-схема нового способа выглядит следующим образом:
Новый способ основан на изменении принципа припайки компонентов. Для операции нанесения паяльной пасты - это выбор метода нанесения и типа паяльной пасты. Был выбран способ нанесения с помощью пневмодозатора. Это связано со следующими особенностями конструкции ГИС, делающими нецелесообразным использование метода трафаретной печати:
- рельефным металлическим основанием ГИС;
- небольшими габаритами плат (от 5×6 мм до 40×9 мм);
- небольшим объемом выпуска ГИС (750-1500 штук в месяц) при номенклатуре 20-25 типов.
Была выбрана паяльная паста на основе состава Sn62/Pb36/Ag2 и флюса NO-Clean. Порошок припоя имеет размер частиц 25-45 мкм. Остатки флюса хорошо смываются промывочными жидкостями фирмы Zestron. Указанные материалы используются в технологии SMD-монтажа и широко распространены. С помощью пневмодозатора паяльная паста точечными дозами наносится на основание ГИС. На основание с нанесенной пастой устанавливаются керамические платы с помощью пинцета или ручного вакуумного пинцета. Затем паяльная паста наносится на контактные площадки плат.
Для установки пассивных компонентов (однослойных и многослойных керамических конденсаторов, чип-резисторов и чип-индуктивностей) на платы используется ручной манипулятор, на узел захвата которого была установлена цветная мини-видеокамера с выходом на телевизор - монитор. Данное приспособление позволяет рабочему средней квалификации устанавливать на платы ГИС и печатные платы SMD-элементы видоразмера от 0201 и керамические однослойные СВЧ конденсаторы с размерами 0.5×0.5×0.1 мм и более.
Процесс оплавления паяльной пасты осуществляется в конвекционной печи кабинетного типа TWS-800 фирмы TWS. В печь для оплавления помещается сборка-«сэндвич», состоящая из пяти слоев:
1. Металлическое основание.
2. Слой паяльной пасты.
3. Керамические платы.
4. Слой паяльной пасты.
5. Пассивные элементы.
В процессе нагрева в печи идет одновременное припаивание плат к основанию и элементов к платам. Важными характеристиками микросборки СВЧ диапазона являются габаритные размеры и точность посадки плат на основание. При соблюдении правил конструирования, требований конструкторской документации к входящим элементам и правильной дозировке паяльной пасты автоматически достигается точность позиционирования плат на основании и элементов на платах за счет действия сил поверхностного натяжения не хуже 50 мкм. Конвекционная печь также может быть использована как печь для сушки клея после установки полупроводниковых элементов, что является одним из ее достоинств.
После пайки проводится процесс отмывки в ультразвуковой ванне. В качестве отмывочного средства используется жидкость VIGON US фирмы Zestron, разбавленная деионизованной водой в соотношении 1:4. Последовательно проводятся две отмывки в растворе с длительностью обработки 15 минут с последующим ополаскиванием в деионизованной воде и сушкой горячим воздухом.
Выстроенный технологический цикл сборки ГИС хорошо зарекомендовал себя в опытном производстве. Однако при его применении возникает проблема, давно решенная в традиционном SMD-монтаже и связанная с особенностями конструкций СВЧ микрополосковых плат с гальваническим защитным покрытием: из-за опасности значительного ухудшения электрических параметров ГИС на платы невозможно или нецелесообразно нанести защитный слой, ограничивающий растекание припоя и предупреждающий смещение элементов при оплавлении пасты. Для решения этой проблемы в топологии плат выпускаемых серийно усилителей были внесены незначительные изменения - созданы контактные площадки или частичные разрывы металлизации вокруг мест установки элементов, препятствующие растеканию припоя и не влияющие существенно на параметры ГИС. В основаниях ГИС были сформированы специальные отверстия для выхода остатков флюса из зазоров между экранами плат и основанием в процессе оплавления пасты.
В результате разработки и внедрения описанной выше технологии сборки ГИС в ЗАО «Микроволновые системы» были получены следующие результаты:
1. Время сборки типовой ГИС, состоящей из основания, двух керамических плат и 12 конденсаторов при партии 20 штук составило 4,5 минуты, что в 3-4 раз меньше, чем при стандартной технологии. Это позволило на 10-12% уменьшить общую трудоемкость изготовления изделия и обеспечить выпуск 50-100 изделий в месяц при численности производственного персонала сборочного участка 7 человек.
2. Замена однослойных СВЧ конденсаторов на многослойные SMD-конденсаторы (там, где это допускалось особенностями схемотехники усилителя) привела к дополнительному снижению стоимости комплектации и трудоемкости изделия. В СВЧ усилителях было заменено более 35% однослойных конденсаторов. При этом на 5% уменьшилось общее количество перемычек, выполненных методом термозвуковой микросварки, что привело к уменьшению расхода сварочного инструмента и проволоки, уменьшению времени работы сварочного оборудования и в целом - к снижению стоимости изделия.
3. Снизились требования к квалификации рабочих сборочного участка, увеличилась возможность взаимозаменяемости специалистов на операциях, на 10% уменьшилась общая нагрузка на зрение работников, связанная с выполнением операций под микроскопом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ | 2021 |
|
RU2776860C1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРОННЫХ МОДУЛЕЙ | 2023 |
|
RU2820146C1 |
| ПАЯЛЬНАЯ ПАСТА | 2015 |
|
RU2591920C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ПАЯЛЬНАЯ ПАСТА | 2006 |
|
RU2331501C1 |



Изобретение относится к электронной технике. Сущность изобретения: в способе сборки гибридно-интегральных микросхем сначала для закрепления керамических плат на основании на последнее наносят паяльную пасту и устанавливают керамические платы на основание, а припайку пассивных и активных элементов микросхемы на керамические платы осуществляют нанесением на керамические платы паяльной пасты, размещением на них пассивных и активных элементов микросхемы и последующим оплавлением паяльной пасты для прикрепления керамических плат к основанию и указанных элементов к керамическим платам, после чего производят отмывку от остатков флюса, а после монтажа на керамические платы полупроводниковых элементов микросхемы в виде кристаллов осуществляют разварку перемычек на платах и кристаллах. Способ позволяет сократить время сборки, уменьшить расход паяльного и флюсового материала, снизить трудоемкость изготовления. 11 ил.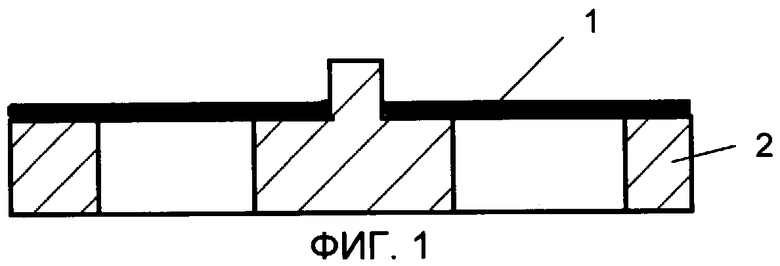
Способ сборки гибридно-интегральных микросхем, заключающийся в закреплении пайкой под флюсом керамических плат на основании, припайке под флюсом пассивных и активных элементов микросхемы на платы и основание, отмывке остатков флюса и последующем монтаже на основание и на указанные платы полупроводниковых элементов микросхемы, отличающийся тем, что сначала на основание наносят паяльную пасту и на места размещения устанавливают керамические платы, на которые также наносят паяльную пасту и на местах нанесения последней на керамических платах и на основании размещают пассивные и активные элементы микросхемы, а затем проводят одновременное оплавление в конвекционной печи паяльной пасты для автоматического точного позиционирования керамических плат относительно основания и элементов относительно их мест крепления на керамических платах и основании, после чего производят отмывку от остатков флюса, а после монтажа полупроводниковых элементов микросхемы в виде кристаллов осуществляют разварку перемычек на платах и кристаллах.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2222074C1 |
| МОЩНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ ДИАПАЗОНА | 1996 |
|
RU2148872C1 |
| СПОСОБ СБОРКИ МОЩНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2003 |
|
RU2267187C2 |
| DE 3445625 A1, 26.06.1986 | |||
| US 4832249 A, 23.05.1989 | |||
| 0 |
|
SU336232A1 | |

