1
Изобретение касается автоматизации процессов . химических производств и может быть использовано для оптимизации условий формования гидратцеллюлозной пленки.
Известен способ управления процессом формования полимерных материалов в прядильном агрегате путем изменения концентрации раствора осадижеля в зависимости от физико-механических показателей материала 1.
Недостатком известного способа является снижение прочности пленки при изменении в широком диапазоне нагрузки агрегата (расхода раствора полимера и скорости вытяжных устройств).
С целью повышения прочности полимерного материала по предлагаемому способу измеряют расход раствора полимера и скорость вытяжных устройств, а концентрацию раствора осадителя изменяют экстремально по максимальному значению показателя расхода полимера и скорости вытяжных устройств до изменения нагрузки агрегата, при этом концентрацию осадителя в течение переходного процесса поддерживают равной концентрации осадителя
до момента начала переходного режима агрегата.
Кроме того, при изменении показателя расхода полимера и скорости вытяокных устройств измеряют концентрацию осадителя в моменты реверсов, а поддерживаемую в течение переходного процесса концентрацию устанавливают в зависимости от измеренных значений по следующему закону
С;..-С:
Н1
+ С.,
где Cj и Cj,- значение концентрации осадитепя в i-TOM и i + 1 реверсах, %,
К - коэффициент, учитывающий форму статической характеристики процесса.
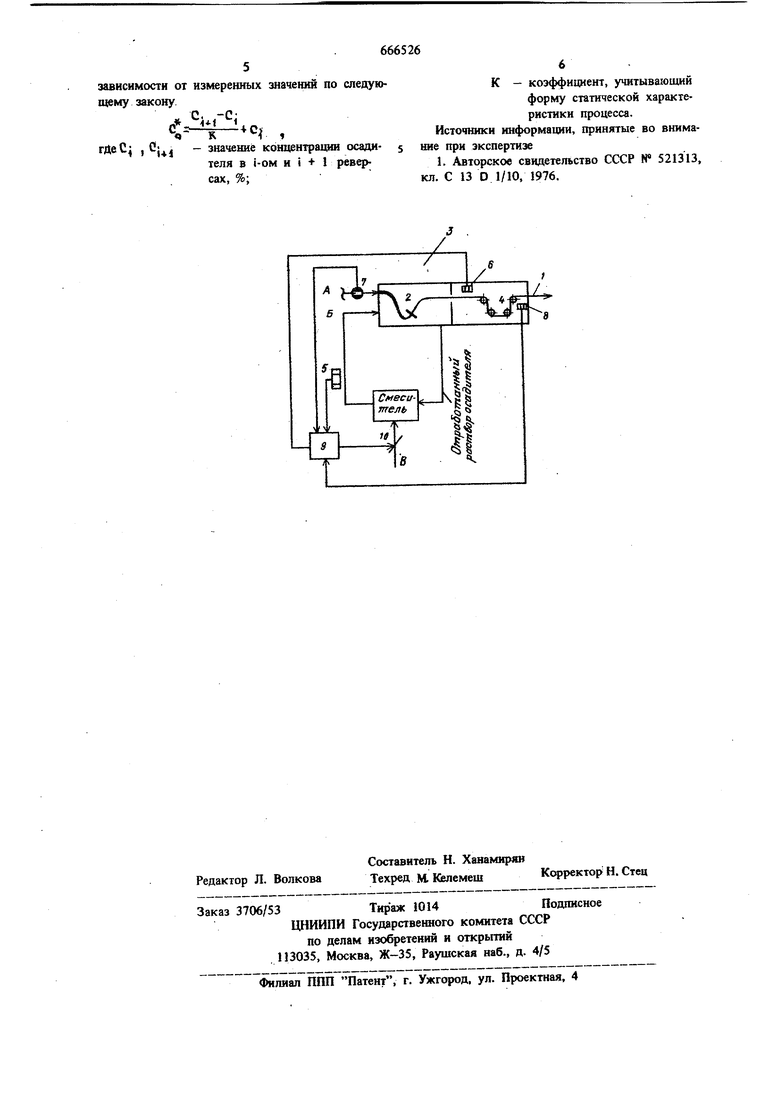
Способ поясняется чертежом.
Гидратцеллюлозную пленку 1 формируют следующим образом. Раствор полимера А подают через фильеру 2 в раствор осадителя Б формовочной барки литьевой мациныЗ.
С целью упрочения свежесфорлтованная пленка вытягивается с помощью вытяжного устройства 4. Далее пленку подвергают отделке и сушке (не показано). Способ управления заключается в следующе Концентрацию осадителя измеряют датчиком 5 а прочность пленки - датчиком 6. Расход раст вора полимера и скорость вытяжных устройств контролируют соответственно с помощью датчи ков 7 и 8. Выходные сигналы датчиков 5-8 подают на входы управляющего блока 9. С помощью этого блока корректируют расход ре агента В (воздействуя на исполнительный меха низм 10). Сначала осуществляют пробные перемещения исполнительного механизма, направление перемещения которого изменяют в зависимости от измеренного значения натяжения пленки, макс мизируя ее значение, т.е. в конечном счете прочность. Математически алгоритм пробных изменений концентрации осадителя можно записать следующим образом Sign дС sign (лр- - Д, где ДС - щаг изменения концентрации осадиД - зона нечувствительности; ДР| - приращение прочности пленки. При изменении нагрузки и режимов работы литьевой машины (изменение расхода раствора полимера, скорости вытяжных устройств) поиск оптимального режима временно прекращают и устанавливают концентрацию раствора осадителя равной концентрации в момент начала переходного процесса по нагрузке литьевой машины. Для этого с помощью датчиков расхода раствора полимера и скорости вытяжного устройства индицируют моменты изменения нагрузки, реализуя алгоритм ji при|дррп1 д или|дУ у| Д2 о при|ддрп| Д И |дУдуиД2 ., гдедЯ)ДУцу-,Л,Д2 отклонение и зоны допуст мых значений отклонений расхода раствора по лимера (S™) и скорости вытяжных устройст ( ). В момент утфавляющий блок прекращает поисковый режим, запоминая на исполнительном механизме значение управляющего сигнала, предществующее моменту изменения нагруз ки литьевой машины. После окончания цикла поискового колебания вьпшсляют концентрацию осадителя, соответствующую максимальному значению прочности, реализуя алгоритм р - р. Sfi i V к Среднее значение концентрации осадителя при К 2 имеет вид При смещении статической характеристики система производит повторный поиск в ручном или автоматическом режиме работы, аналогично рассмотренному выше. Предложенный способ реализуется с помощью серийных элементов и федств автоматики. Исследование модели системы, реализующей способ, на ЭМУ МН-7 показало, что при постоянной времени объекта 0,5-1 мин и запаздывании 1,5-2 мин (данные реальной установки с учетом динамики измерительного прибора) , время поиска не превьшлает 60 мин, потери на поиск 1,5%. При исследовании был использован экстремальный регулятор АРС-20. Предлагаемый способ позволяет снизить неравномерность свойств и повысить прочность пленки путем поддержания более стабильных условий ее получения, уменьшить удельный расход раствора полимера и потери пленки. Кроме того, улучшается качество пленки и снижаются ее отходы. Способ используется в производстве волокон и пленок, разрабатываемом типовой АСУ. Формула изобретения 1.Способ управления процессом формования полимерных материалов в прядильном агрегате путем изменения концентрации раствора осадителя в зависимости от физико-механических показателей материала, отличающийся тем, что, с целью повышения прочности полимерного материала, измеряют расход раствора полимера и, скорость вытяжных устройств, а концентрацию раствора осадителя изменяют экстремально по максимальному значению показателя расхода полимера и скорости вытяжных устройств до изменения нагрузки агрегата, при этом концентрацию осадителя в течение переходного процесса поддерживают . равной концентрации осадителя до момента начала переходного режима агрегата. 2.Способ по п. 1, отличающи.йс я тем, что при изменении показателя расхода полимера и скорости вытяжных устройств измеряют концентрацию осадителя в моменты реверсов, а поддерживаемую в течение переходного процесса концентрацию устанавливают в зависимости от измеренных значений по следую щему закону. Q. , гДеС, I Oj - значение концентрации осадителя в i-OM и I + 1 реверсах, %; К - коэффициент, учитываюишй форму статической характеристики процесса. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР If S21313, кл. С 13 D 1/10. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом измельчения в мельнице замкнутого цикла | 1980 |
|
SU980832A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НЕПРЕРЫВНОГО ПРОЦЕССА ПОЛИМЕРИЗАЦИИ | 1969 |
|
SU251825A1 |
| СПОСОБЫ И СИСТЕМЫ РЕГУЛИРОВАНИЯ РАЗМЕРА ПОЛИМЕРНЫХ ЧАСТИЦ | 2010 |
|
RU2573401C2 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЛЮЛОЗНЫХ ВОЛОКОН И ПЛЕНОК | 1992 |
|
RU2061115C1 |
| Способ моделирования процесса регенерации полимера из раствора | 1975 |
|
SU572808A1 |
| АВТОМАТИЧЕСКИЯ СИСТЕМА ЭКСТРЕМАЛЬНОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ НАДДУВОЧНОГО ВОЗДУХА ТЕПЛОВОЙ МАШИНЫ | 2007 |
|
RU2349770C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ ПОЛИМЕРНЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2080554C1 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2009 |
|
RU2505412C2 |
| ЭТИЛЕНОВЫЙ СОПОЛИМЕР, ХАРАКТЕРИЗУЮЩИЙСЯ УЛУЧШЕННОЙ ЭЛАСТИЧНОСТЬЮ И ТЕХНОЛОГИЧНОСТЬЮ | 2011 |
|
RU2553464C2 |
| АЭРИРОВАННЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ЛИТЬЕВОГО ФОРМИРОВАНИЯ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ | 2013 |
|
RU2655840C2 |
