(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шкаф для размещения электронных узлов | 1976 |
|
SU860722A1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПОДКРАНОВОЙ БАЛКИ | 2012 |
|
RU2527597C2 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ПЕРФОРИРОВАННОЙ СТЕНКОЙ | 2019 |
|
RU2715778C1 |
| СПОСОБ РЕМОНТА ГРУЗОВОЙ БАЛКИ | 2004 |
|
RU2279959C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ГАЗООБРАЗНЫХ ГАЛОГЕНОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЕК ДЛЯ ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2176289C2 |
1
Изобретение относится к способу изготовления Т-образной сварной конструкции листовых стенок двутаврового профиля.
Известен способ изготовления сварной конструкции, при котором на торце стенки на расстоянии один от другого выполняют выступы, устанавливают соединяемые стенку и балку между электродами устройства для контактно сварки и осуществляют их сварку в монолитную балку 1.
Этот способ не обеспечивает точного взаимного расположения соединяемых элементов.
Целью изобретения является повышение точности сборки полки со стенкой и улучшение качества соединения.
Это достигается тем, что по предлагаемому способу в полке выполняют соответствующие выступам стенки вырезы и перед сваркой вставляют выступы стенки в вырезы полки, при этом стенку вводят в один из электродов, а второй электрод прижимают к выступам стенки.
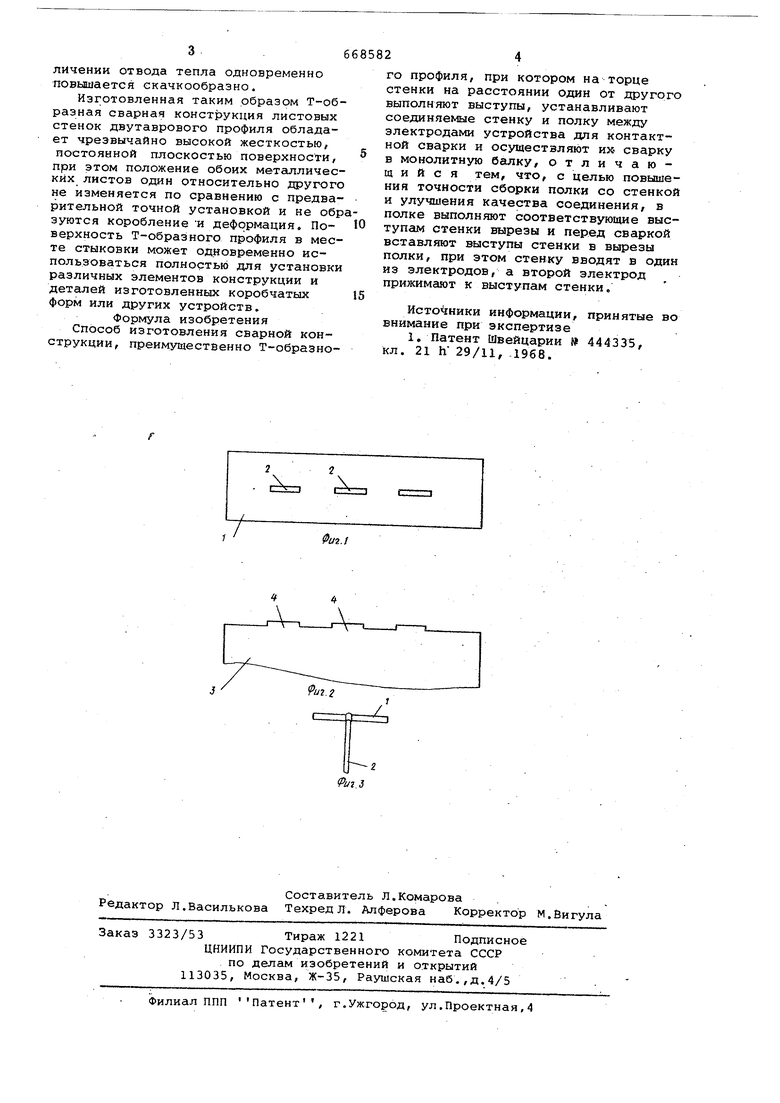
На фиг. 1 показана полка с вырезами; на фиг. 2 - стенка с выступами; на фиг. 3 - сварная конструкция Т-образной формы.
Изготовление сварной конструкции таврового профиля производится следующим образом. В полке 1 в Л1Слнгаот на расстоянии друг от друга вырезы 2, а в стенке 3 выполняют ответные шлступы 4. Правильный выбо количества выступов и вырезов положительно вли- , яет на прочность конструкции.
Крепление обоих имеющих выступы
и вырезы металлических листов производится электрической сваркой сопротивлением (контактной, точечной сваркой). После сборки листов и фиксации их один относительно другого
при помощи выступов и вырезов стенка вставляется в выполненный соответствующим образом сварочный электрод.Полка 1 вырезами 2 соединяется с выступами А в шов и затем при помощи другого электрода выступы расплавляются обычным образом. Расплавленные выступы 4 свариваются с краями вырезов 2.
При сварке после расплавления и введения выступов в вырезы и происходящего при этом заклинивания процесс сварки прекращается сам по себе, так как электрическая проводимость под.лежащего сварке материала при увеличении отвода тепла одновременно повышается скачкообразно.
Изготовленная таким образом Т-образная сварная конструкция листовых стенок двутаврового профиля обладает чрезвычайно высокой жесткостью, постоянной плоскостью поверхности, при этом положение обоих металлических листов один относительно другого не изменяется по сравнению с предварительной точной установкой и не обрзуются коробление и деформация. Поверхность Т-образного профиля в месте стыковки может одновременно использоваться полностью для установки различных элементов конструкции и деталей изготовленных коробчатых форм или других устройств. Формула изобретения
Способ изготовления сварной конструкции, преимущественно Т-образно,/
Фиг.
го профиля, при котором на торце стенки на расстоянии один от другого выполняют выступы, устанавливают соединяемые стенку и полку между электродами устройства для контактной сварки и осуществляют их- сварку в монолитную балку/ отличающийся тем, что, с целью повышения точности сборки полки со стенкой и улучшения качества соединения, в полке выполняют соответствующие выступам стенки вырезы и перед сваркой вставляют выступы стенки в вырезы полки, при этом стенку вводят в один из электродов, а второй электрод прижимают к выступам стенки.
Исто- ники информации, принятые во внимание при экспертизе
1, Патент Швейцарии № 444335, кл. 21 h 29/11, -1968.
9иг.г
