Во многих отраслях промышленности (автотранспортной, авиационной, пищевой и т. д.), особенно при ремонтных работах, встречается необходимость нагревать трубки (например, при ремонте сотовых радиаторов), имеющие малый внутренний диаметр, причем нагрев нужно производить не с наружной поверхности трубки, а изнутри, обеспечивая температуру порядка 600 - 700° С.
Применение для этой цели изолированных электронагревателей линейной формы, вставляемых в нагреваемую трубку, затруднительно, а иногда и вовсе невозможно вследствие малых габаритов сечения внутренней полости трубки.
Предметом данного изобретения является способ нагрева трубок сотовых радиаторов, обеспечивающий решение указанной задачи весьма простым и эффективным путем. Согласно изобретению, в качестве электронагревателя применяют, отрезок неизолированной металлической ленты, концы которой зажимают щипцами, служащими одновременно для подвода тока и для передвигания отрезка ленты внутри
трубки несколько раз вперед и назад во время пайки.
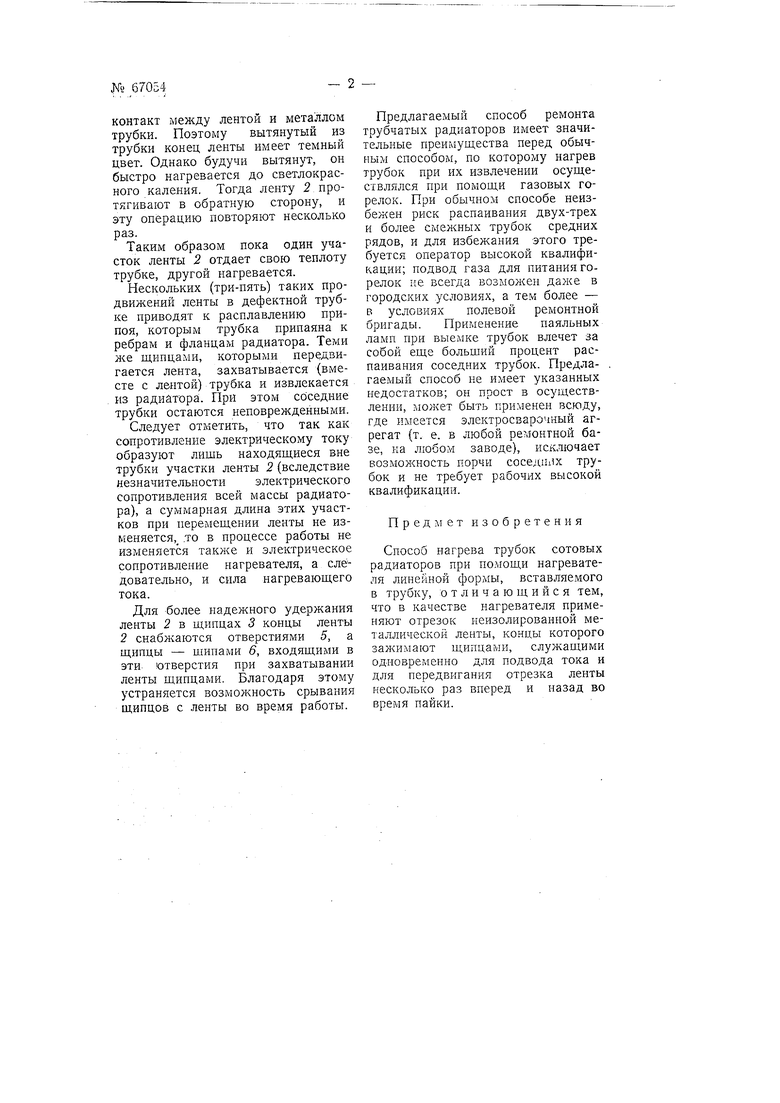
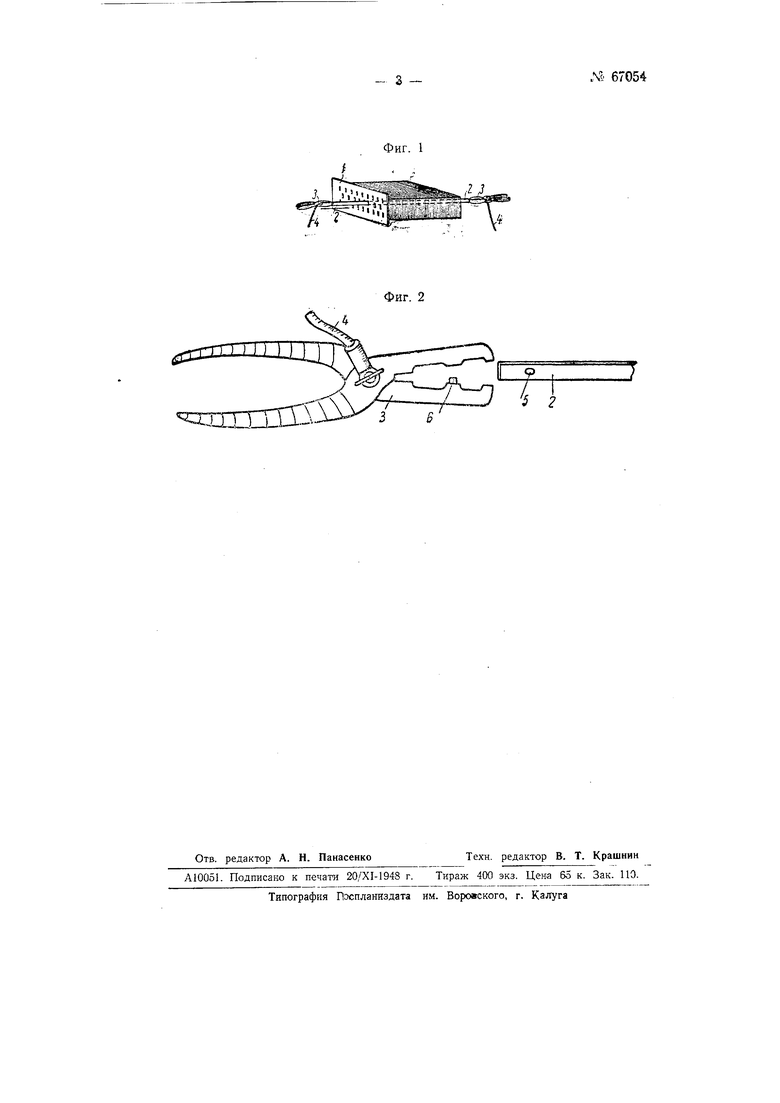
Изложенное поясняется чертежом, на фиг. 1 которого схематически показан радиатор с вставленным внутрь одной из трубок электронагревателем, а на фиг. 2- вид контактных щипцов.
В заранее очищенную от грязи и накипи трубку радиатора /, подлежащую нагреву, продевается металлическая лента 2, длина которой составляет примерно двойную длину трубки. Концы ленты 2 захватываются контактными щипцами 5, к которым при помощи проводов 4 подводится ток от сварочного .агрегата или трансформатора. При включении тока выдвинутый из трубки конец ленты 2 быстро доходит до светлокрасного каления. Тотчас ленту протягивают внутри трубки за другой конец при помощи щипцов 3. Вследствие таго что расположенный внутри трубки участок ленты 2 соприкасается с металлом радиатора, ток на этом участке фактически протекает по всему радиатору и лента 2 на этом участке не нагревается, тем более что здесь имеет место тепловой
контакт между лентой и металлом трубки. Поэтому вытянутый из трубки конец ленты имеет темный цвет. Однако будучи вытянут, он быстро нагревается до светлокрасного каления. Тогда ленту 2 протягивают в обратную сторону, и эту операцию повторяют несколько раз.
Таким образом пока один участок ленты 2 отдает свою теплоту трубке, другой нагревается.
Нескольких (три-пять) таких продвижений ленты в дефектной трубке приводят к расплавлению припоя, которым трубка припаяна к ребрам и фланцам радиатора. Теми же щипцами, которыми передвигается лента, захватывается (вместе с лентой) трубка и извлекается из радиатора. При этом соседние трубки остаются неповрежденными.
Следует отметить, что так как сопротивление электрическому току образуют лишь находящиеся вне трубки участки ленты 2 (вследствие незначительности электрического сопротивления всей массы радиатора), а суммарная длина этих участков при перемещении ленты не изменяется, .то в процессе работы не изменяется также и электрическое сопротивление нагревателя, а следовательно, и сила нагревающего тока.
Для более надежного удержания ленты 2 в щипцах 3 концы ленты 2 снабжаются отверстиями 5, а щипцы - шипами 6, входящими в эти отверстия при захватывании ленты щипцами. Благодаря этому устраняется возможность срывания щипцов с .ленты во время работы.
Предлагаемый способ ремонта трубчатых радиаторов имеет значительные преимущества перед обычным способом, по которому нагрев трубок при их извлечении осуществлялся при помощи газовых горелок. При обычном способе неизбежен риск распаивания двух-трех и более смежных трубок средних рядов, и для избежания этого требуется оператор высокой квалификации; подвод газа для питания горелок не всегда возможен даже в городских условиях, а тем более - в условиях полевой ремонтной бригады. Применение паяльных ламп при выемке трубок влечет за собой еще больший процент распаивания соседних трубок. Предлагаемый способ не имеет указанных недостатков; он прост в осуществлении, может быть применен всюду, где имеется электросварочный агрегат (т. е. в любой ремонтной базе, на любом заводе), исключает возможность порчи сосед1111х трубок и не требует рабочих высокой квалификации.
Предмет изобретения
Способ нагрева трубок сотовых радиаторов при помощи нагревателя линейной формы, вставляемого в трубку, отличающийся тем, что в качестве нагревателя применяют отрезок неизолированной металлической ленты, концы которого зажимают щипцами, служащими одновременно для подвода тока и для передвигания отрезка ленты несколько раз вперед и назад во время пайки.
А
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ-КОНВЕКТОР | 1994 |
|
RU2074523C1 |
| ИНДУКЦИОННЫЙ ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 1992 |
|
RU2053455C1 |
| АККУМУЛЯЦИОННЫЙ ВОЗДУХОНАГРЕВАТЕЛЬ | 1990 |
|
RU2043581C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ВОДЫ | 2019 |
|
RU2741631C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ В ТЕРМОПЛАСТИЧНУЮ ПЛЕНКУ | 1970 |
|
SU284074A1 |
| Бак для испытания трансформаторных радиаторов | 1984 |
|
SU1161997A1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ТЕКУЧЕЙ СРЕДЫ | 1994 |
|
RU2077118C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАГРЯЗНЕННОГО ВОЗДУХА | 2005 |
|
RU2316205C2 |
| УСТРОЙСТВО ДЛЯ ЗАВИВКИ ВОЛОС С НАГРЕТОЙ ТЕКУЧЕЙ СРЕДОЙ В КАЧЕСТВЕ ИСТОЧНИКА ТЕПЛА | 2003 |
|
RU2280398C2 |
| Способ изготовления свинцового аккумулятора | 1945 |
|
SU68215A1 |
J 2
