рез дугу. Импул : с тока, выключающгп силовой тиристор, в случае отсутствия блокирующего диода и сглаживающего дросселя в этой цепи проходил бы через дугу и направлеиие его было бы встречно сварочному току, что значительно укоротило бы задний фронт спада сварочного тока.
Целью изобретения является повыпюнпе качества сварки за счет стабилизации ийтания коммутируюи1,его контура и иолучсния крутого сиада заднего фронта сварочного тока.
Поставленная цель достигается тем, что в устройство для сварки модулированным током, содержащее источник питания постоянного тока фильтрующий конденсатор, силовой тиристор, сглаживающий дроссель, включенный последовательно в сварочную цепь, коммутирующий контур с цепью заряда его, дополнительно введен блокирующий диод. При этом, блокирующий диод включен последовательно с фильтрующим конденсатором. К катоду блокирующего диода подключена день заряда коммутирующего контура, а сглаживающий дроссель подсоединен к выходу источника питания.
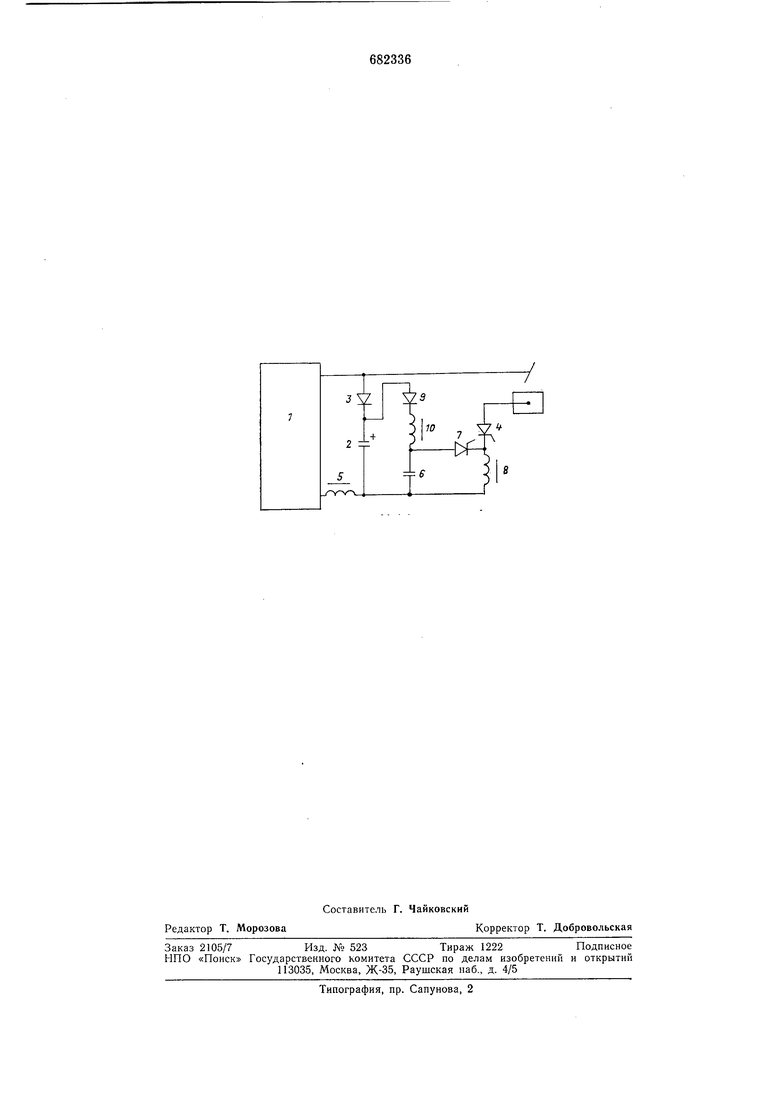
Па чертеже представлена принципиальная схема предложенного устройства.
Устройство для сварки модулированным током содержит сварочный источник 1 питания постоянного тока, фильтруюн;ий конденсатор 2, блокирующий диод 3, силовой тиристор 4, сглаживающий дроссель 5, коммутирующий коитур, состоящий из коммутирующего конденсатора 6, вспомогательного тиристора 7, коммутирующего дросселя 8, цепь заряда, состоящую из блокирующего диода 9 и зарядиого дросселя 10.
Устройство работает следующим образом.
При включении источника 1 питания постояилого тока, фильтрующий коиденсатор 2 заряжается до напряжения источника 1 питания через блокирующий диод 3 и сглаживающий дроссель 5. Также заряжается и коммутирующий кондеисатор 6 через свой блокирующий диод 9 и зарядный дроссель 10.
При начале циклов коммутации коммутирующего контура, т. е. с включением вспомогательного тиристора 7 происходит раскачка напряжения иа коммутирующем конденсаторе 6 до величины, зависящей от добротности коммутирующего контура.
Устройство работает следующим образом.
Включение силового тиристора 4 приводит к протеканию сварочного тока по цепи : (+) источника 1 питания - дуга - силовой тиристор . 4 - коммутирующий дроссель 8 - сглаживающий дроссель 8 - (-) источника питания.
Включение вспомогательного тиристора 7 приводит к выключению силового тиристора 4, а следовательно, и сварочного тока, обратным током через силовой тиристор 4 по цепи :(+) коммутирующего конденсатора 6 - вспомогательный тиристор 7 - силовой тиристор 4 - дуга - блокируюпщй диод 3 - фильтруюпип конденсатор 2 - (-) коммутирую1цего конденсатора Г. Вспомогательный тиристор 7 выключается тогда, когда к нему ирикладывается обратная полуволна нанряжения в коммутирующем контуре.
Особенности работы предложенного устройства заключаются в следующем.
Напряжение на фильтрующем конденсаторе 2 при сварке снижается до напряжения горения дуги, и коммутирующий конденсатор 6 колебательного контура через зарядную цень получает стабильное питание с фильтрующего конденсатора 2.
Стабильное питание коммутирующего конденсатора 6 обеспечивает быстрое и надежное выключение силового тиристора 4.
Подключенный к выходу источника 1 питания сглаживающий дроссель 5 позволяет получить экспоненциальный фронт нарастания сварочного тока и крутой снад его.
Введение в устройство блокирующего диода последовательно с фильтрующим коидепсатором, к катоду которого подключена цепь заряда коммутирующего контура, а сглаживающий дроссель иодсоединеи к выходу источника питания, выгодно отличает предлагаемое устройство от указаиных, так как стабилизируется питание коммутирующего контура и получается крутой спад заднего фронта сварочного тока.
Формула изобретения
Устройство для сварки модулированным током, содержащее источник питания постоянного тока, фильтрующий конденсатор, силовой тиристор, сглаживающий дроссель, включенный последовательно в сварочную цепь, коммутирующий контур с цепью заряда его, отличающееся тем, что, с целью повыщеиия качества сварки путем стабилизации питания коммутирующего контура и получения крутого спада заднего фронта сварочного тока, оно дополнительно снабжено блокирующим диодом, при этом блокирующий диод, к катоду которого подключена цепь заряда коммутирующего контура, включен иоследовательно с фильтрующим конденсатором, а сглаживающий дроссель подключен к выходу источника питания.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 327012, кл. В 23 К 9/00, 1971.
2.Авторское свидетельство СССР № 487728, кл. В 23 К 9/10, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для сварки | 1984 |
|
SU1268335A1 |
| Устройство для сварки | 1983 |
|
SU1118496A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1058171A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2013 |
|
RU2547048C2 |
| Устройство для сварки | 1991 |
|
SU1779506A1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Устройство для сварки | 1990 |
|
SU1738525A1 |