Изобретение относится к области технологических процессов и может быть использовано для сварки постояннь м током с короткими замь1каниями дугового промежутка.
Известно устройство, которое содержит сварочный источник питания, силовой и коммутирующий тиристоры, секционированный резистор, дополнительные тиристоры и зарядное устройство 1 .
Дангюе устройство предназначено для обеспечения снижения тока короткого замыкания, что необходимо для улучшения переноса металла и уменьшения разбрызгивани5К
Основными недостатками данного устройства являются низкое качество сварки вследствие затягивания длительности короткого замыкания, что ведет к нарушению процесса, из-за непрерывной подачи электродной проволоки, и плохие энергетические показатели, так как вся энергия, запасенная в дросселе во время короткого замыкания, гасится на секционированном резисторе и не используется для плавления электродного металла на интервале горения дуг I
Известно устройство, которое содержит сварочный источник питания, тиристорный ключ, зашунтированный в направлении сварочного тока диодом и балластным резистором, гасящую цепочку из дросселя, тиристора и KO денсатора, заряжаемого от зарядного устройства, сварочную головку, схему управления, а также дополнительный и тульсный источник питания 2
Данное устройство предназначено для обеспечения переноса металла при коротких замыканиях с минимальным разбрызгиванием.
Основными недостатками этого устройства является низкое качеством сварки из-за нарушения процесса в первой фазе короткого замыкания и повьш1енное разбрызгивание электродного металла из-за возможности совпадения момента разрьгоа перемычки с моментом действия дополнительно накладываемого ийпульса.
Прототипом предлагаемого изобретения является устройство, содержащее источник постоянного тока, сило вой тиристор, коммутирующий и сглаживающий дроссели, включенные последовательно в сварочную цепь, коммутирующий конденсатор, который через блокирующий диод и зарядный дроссель, подключен параллельно фильтрующему конденсатору, а через вспомогательный, тиристор параллельно коммутирующему дросселю, блокирующий диод, секционированный резистор и дополнительный тиристор, который обеспечивает ограничение тока короткого зам1:|1кания 3 .
Основными недостатками данного устройства являются низкое качество сварки, вследствие затягивания длительности короткого замыкания и плохие энергетические показатели, так как вся энергия, запасенная в сглаживающем дросселе гасится на секционированном резисторе и не используется для плавления электродного металла на интервале горения дуги
Цель изобретения - повышение качества сварного соединения за счет повышения устойчивости процесса сварки и улучшение энергетических показаталей устройства.
Это достигается тем, что устройство для дуговой сварки с короткими, замьтканиями дугового промежутка, содержащее источник постоянного тока jK которому подключены соединенные последовательно диод, силовой тиристор, коммутирукяций и сглаживающий дроссели, коммутирующий конденсатор, который через зарядный дроссель и блокирующий диод подключен.параллельно фильтрующему конденсатору, а через вспомогательный тиристор параллельно коммутирукяцему дросселю и секционированный резистор, включенный последовательно с дуговым промежутком, в него введен дополнительный тиристор, который последовательно соединен с фильтрзтащим конденсатором и образует импульсный фильтр, подсоединенный через сглаживающий дроссель параллельно источнику постоянного тока.
На чертеже изображена схема устройства.
Устройство для дуговой сварки с короткими замыканиями дугового промежутка содержит источник 1 постоянного тока, силовой тиристор 2 коммутирующий 3 и сглаживающий 4 дроссели, включенные последовательно в сварочную цепь, коммутируюищй конденсатор 5, который через блокирую щий диод 6 и зарядный дроссель 7
подключен параллельно фильтрующему конденсатору 8, а через вспомогательный тиристор 9 параллельно коммутирующему дросселю 3 диод 10, секционированный резистор 11 и дополнительный тиристор 12, которьй с фильтрующим конденсатором 8 образует импульсный фильтр, подключенный через сглаживакщий дроссель 4 параллельно источнику 1 постоянного тока.
Устройство работает следующим образом.
В процессе сварки по началу короткого замыкания силовой тиристор 2 переходит в открытое состояние. При этом по цепи (+) 1 - ду1а - 2 - 3 - 4 - (-)1 протекает ток короткого замыкания. При достижении перемычкой критических размеров (процесс ее разрушения необратим), в открытое состояние переходит тиристор 12. С этого момента по цепи (+) 1-12-8-4-(-)1 протекает ток .заряда фильтрующего конденсатора 8, а по цепи (+) 1-12-6-7,5-4-(-)1 ток заряда коммутирующего конденсатора 5, который протекает с запаздьгоанием относительно тока заряда фильтрукнцего конденсатора 8 на время, определяемое величиной индуктивного сопротивления зарядного дросселя 7. Полярйость напряжения, которая устанавливается при этом на конденсаторах 8 и 5, указана на чертеже. На интервале открытого состояния тиристора 12, в сварочной цепи будет иметь место ступенчатое уменьшение тока, что позволяет уменьшить разбрызгивание электродного металла из-за ограничения электрического взрьгоа перемычки, в момент повторног вoзбyж Jeния дуги, так как разрушение ее происходит при небольшой величине токапаузы.
Процесс заряда фильтрующего 8 и коммутирующего 5 конденсаторов носит резонансный характер, поэтому величины напряжений, до которых они заряжаются, будут превьш1ать напряжение источника 1 питания. Тиристор 12 переходит в закрытое состояние в тот момент, когда к нему будет приложено в обратном направлении напряжение большее, чем напряжение источника 1 питания. Длительность открытого состояния тиристора 12, определяется параметрами фильтруклдего конденсатора 8 и сглаживающего дросселя 4,
которые выбираются такими, чтобы на данном интервале обеспечивалось разрушение церемычки и повторное возбуждение дуги.
При выполнении данного условия энергия, запасенная в сглаживающем дросселе 4 во время короткого замыкания, выделяется на дуговом промежутке и способствует значительной интенсификации плавления элект родной проволоки, что значительно повьш1ает энергетические показатели устройства.
После расплавления требуемого количества электродного металла переходит в открытое состояние вспомогательный тиристор 9, который обеспечивает закрытие силового тиристора 2 за счет кратковременного протекания тока по цепи (+) 5-9-2-10-1-4-(-)5 и перезаряд коммутирующего конденсатора 5 по цепи (+)5-9-3-(-)5 с полярностью, противоположной указанной на чертеже. После окончания перезарядки коммутирукмцего конденсатора 5 к вспомогательному тиристору 9, оказьгоается приложенным обратное напряжение и он переходит в закрытое состояние.
С этого момента происходит перезаряд коммутирующего конденсатора 5 по цепи: нижняя обкладка 5-8-6-7 верхняя обкладка 5. При этом напряжение на коммутирующем конденсаторе 5 после окончания перезаряда буде иметь полярность, указанную на черте же, а на фильтрующем конденсаторе 8 полярность, противоположную указанной на чертеже.
На интервале выключенного состояния силового тиристора 2 в сварочной цепи протекает ток паузы, величина которого определяется параметрами секционированного резистора 11.
Далее по началу следукицего короткого замыкания вновь переходит в открытое состояние силовой тиристор 2 и весь процесс повторяется.
Особенности работы данного устройства заключаются в следукицем.
При наличии импульсного фильтра, состоящего из тиристора 12 и фильтрующего конденсатора 8, появляется возможность ступенчатого уменьшения тока к моменту разрыва перемычки без дополнительного срабатывания контура коммутации 5-9-3, что способствует уменьшению частоты его работы в 2 раза, а, следовательно, и уменьшению в нем коммутационных потерь.
Поскольку энергия, запасенная в сглаживающем дросселе 4 во время короткого замыкания не гасится на секционированном резисторе, (так как на интервале открытого состояния тиристора 12 силовой тиристор также находится в открытом состоянии) , то почти вся она выделяется на дуговом промежутке, что способствует интенсификации плавления электрода и обеспечивает высокую эластичность сварочной дуги, что особенно важно для стабилизации сварочных режимов при воздействии мгновенных возмущений.
Импульсный фильтр поглощает энергию, которая пошла бы на взрыв перемычки, только на интервале ее разрушения, что позволяет исключить его влияние на процесс сварки на интервале горения дуги.
При наличии импульсного фильтра повышается надежность работы устройства, так как при этом исключается возможность срывов коммутации (невыключение вспомогательного тиристора 9) за счет ,разнесения во времени работы дополнительного 12 и вспомогательного 9 тиристоров.
058171
Перечисленные особенности работы устройства позволяют значительно повысить качественные показатели процесса сварки, а также улучшить 5 энергетические пока затели схемы принудительной коммутации.
Проведенные испытания показали высокую работоспособность предлагаемого устройства в широком диа0 пазоне сварочных режимов. Все это выгодно отличает предлагаемое устройство от известных и делает его применение для сварки с короткими замыканиями дугового промежутка
5 более предпочтительным.
Применение данного устройства в качестве силовой части системы импульсной стабилизации позволит обеспечить эффективное внедрение последних на монтаже неповоротных стыков магистральных трубопроводов, где внедрение одного экземпляра системы стабилизации позволяет получить условный годовой экономический эф(Ьект 60 000 руб. Кроме того, использование разрабатываемых систем на производствах, где используется процесс сварки с короткими замыканиями дугового промежутка, поз30 волит значительно улучшить качественные, количественные и энергетические показатели процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для сварки | 1983 |
|
SU1118496A1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА, содержащее, источник постоянного тока, к которому подключены соединенные последовательно диод, силовой тиристор, коммутирующий и сглаживающий дроссели, коммутирующий конденсатор, который через зарядный дроссель и блокирующий диод подклю чен параллельно фильтрующему конденсатору, а через вспомогательный тиристор параллельно коммутирующему дросселю, и секционированный резистор, включенный последовательно со сварочной цепью, отличающийс я тем, что, с целью повьппения качества сварочного соединения за счет повышения устойчивости процесса сварки и улучшения энергетических показателей: устройства, в него введен дополнительный тиристор, который (Л последовательно соединен с фильтрующим конденсатором и образует импульсный фильтр, подсоединенный через сглаживакмций дроссель параллельно источнику постоянного тока. ел 00 N4 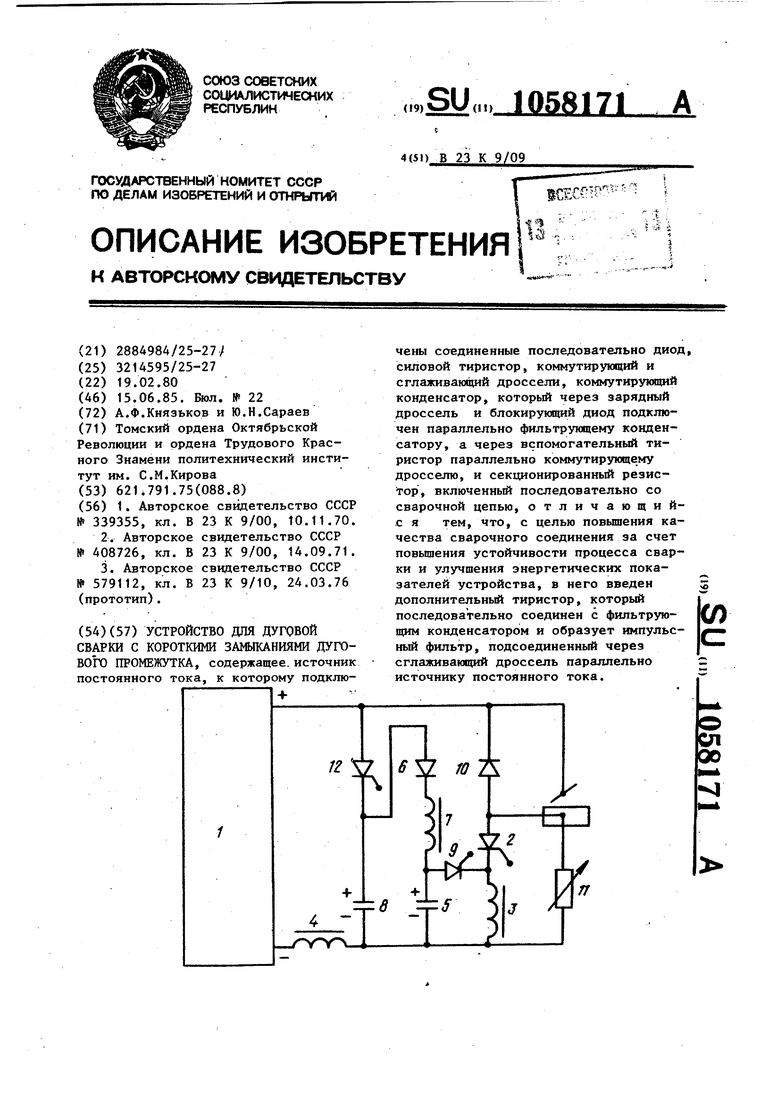
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИВСЕСОЮЗНАЯПАТЕНТНО-iIXIiH'iECHAfБИБЛИОТЕКА | 0 |
|
SU339355A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
