Предлагается способ припайки струн к пластинам высокостабильных вакуумных кварцевых резонаторов, состоящий Б том, что металлизированную кварцевую пластину в нагретом состоянии облуживают в местах припайки струн и затем конец струны припаивают к облуженному месту. Для осуществления надежной припайки на конце струны предварительно делают нетельку, которую облуживают и полученную каплю расклепывают в форме конуса, основание которого перпендикулярно оси струны. Затем этот конус, предварительно смоченный раствором канифоли, устанавливают на залуженное место электрода и производят припайку путем неоднократного кратковременного касания места спая острием пламени газовой горелки (или горячим воздухом, сопровождающим это пламя).
Сущность изобретения поясняется фиг. I -13 и описанием технологии припайки струн к пластинам высокостабильных вакуумных кварцевых резонаторов.
Подготовка пластин к припайке. Припайку струн к лтластинке следует производить не
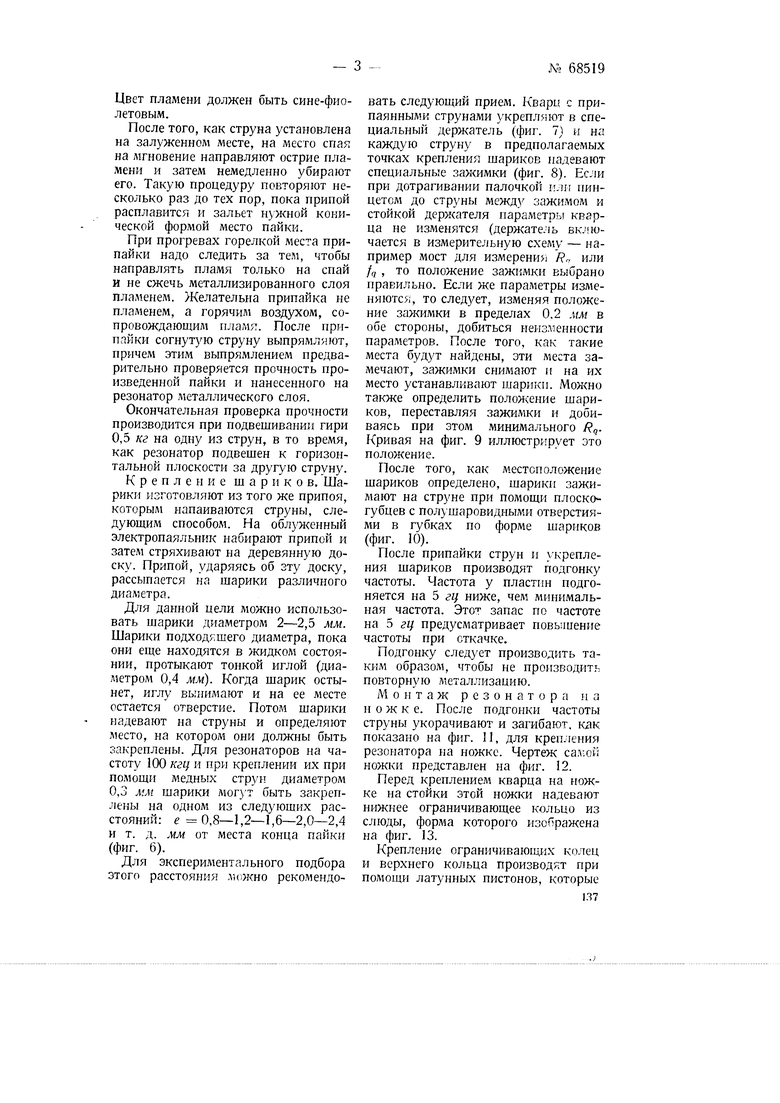
раньше, чем через двое суток после нормального процесса металлизации и последующей сушки пластин при 100°. Перед припайкой, кроме того, необходимо прокалить пластину в течение 15-20 минут при температуре 250-300° С и дать ей охладиться до комнатной температуры. При прокаливании надо следить, чтобы к пластине был обеспечен доступ воздуха со всех сторон. Приспособление, в котором можно прокаливать резонаторы, изображено на фиг. 1.
Если при прокаливании пластина лежит на каком-либо электроде, то через 15-20 минут ее надо перевернуть на другую сторону и прокалить заново.
Электрод, на котором производится прокаливание, должен быть абсолютно чистым и изготовлен из такого материала, который при температуре 500° не даст никаких испарений и не изменит своей структуры. Удовлетворите.гьным можно считать посеребренный или никелированный латунный электрод.
Так как припайка струн и насадка шариков повышает частоту, то подготовленная для припайки пластина
135
должна иметь частоту несколько ниже, чем номинальная их частота. Этот запас частоты предназначен для того, чтобы произвести окончательную подгонку после припайки струн.
Для резонатора на частоту около 100 кгц, имеющего нулевой срез и ширину около 10 мм, следует оставлять запас по частоте - 200 гц. Для пластин другого среза или частоты запас частоты следует определять экспериментально.
Нахождение центров пластины для определения места припайки следует производить путем наложения на пластину трафарета, в котором прорези соответствуют делению пополам стороны пластины (фиг. 2). В этом случае на месте припайки не останется следов карандаша, которые могут испортить качество пайки.
Перед припайкой пластину следует промыть спиртом или эфиром.
Облуживание. Место, к которому должна быть припаяна струна, должно быть предварительно залужено. Облуживание, так же как и припайку, производят при подогретом кварце, так как при облуживании или припайке в холодном состоянии кварц лопается.
Для подогрева при облуживании и припайке кварц помеидают на плитку (фиг. 3). На этой плитке необходимо иметь специальный зажим для крепления кварца, предназначенный для того, чтобы кварц не перемещался при пайке. Кроме того, плитка должна иметь прорез, в который проходит припаянная струна, когда производится припайка струн с обратпой стороны пластины.
При облуживании и припайке сплавом, точка плавления которого соответствует 200-220°, плитка должна быть нагрета до 120-1-40°.
Перед пайкой облуживают обе стороны пластинки.
Для облуживания изготовляют вспомогательный малый паяльник (фиг. 4) из медной проволоки, диаметром I-2 мм. На этот паяльник при полющи более крзпного электрического паяльника наносят припой. Толщина слоя припоя должна быть около 0,5 мм. Слой припоя дол136
жен быть плоский. После того, к:: припой на малом паяльнике остынет, облуженный конец паяльника слегка окунают в разведенную на спирту канифоль. Зател малый паяльник устанавливают на то место, где должна быть припаяна струна, и прогревают электрическим паяльником. Электрический паяльник должен касаться малого паяльника на расстоянии около 1 см от его конца.
Как только припой расплавите,-, малый паяльник убирают от пластины. В центре пластины должно остаться круглое облуженное пятно. Если облзженное пятно заострено кверху, то следует, покрыв пластину куском ватманской бумаги с отверстием по размеру залуженного пятна, надфелем осторожно сделать площадку наверху залуженного места, сняв заостренную часть его.
Припайка. В качестве струн используется проволока из фосфористой бронзы диаметром 0,3 мм, а при отсутствии ее, в крайнем случае,- медная проволока. Для изготовления струны заготовляют отрезок проволоки длиной 10 см. Конец этой проволоки на длину 2 см облуживают. На проволоке при помощи пинцета делают петельку диаметром около 0,5 мм. Эту петельку затем облуживают и получившуюся при этом каплю расклепывают в специальном станочке (фиг. 5) так, что она принимает форму конуса, или, скорее, колокола, основание которого перпендикулярно струпе.
Перед припайкой струну на расстоянии 3,5-4 см от образовавшегося конца сгибают под углом 90 для того, чтобы во время пайки рука, которая будет держать струпу, лежала бы на столе или Л1огла бы на что-либо опереться.
Получившийся после расклепки конус, предварительно смоченный раствором канифоли, устанавливают на залуженное место на электроде точно по центру пластины.
Припайку производят пламенем газовой горелки. Пламя регулируют так, чтобы при отверстии горелки б-7 мм оно было бы конусообразной формы и имело длину около 7 см.
Цвет пламени должен быть сине-фиолетовым.
После того, как струна установлена на залуженном месте, на место спая на мгновение направляют острие пламени и затем немедленно убирают его. Такую процедуру повторяют несколько раз до тех пор, пока припой расплавится и зальет нужной конической формой место пайки.
При прогревах горелкой места припайки надо следить за тем, чтобы направлять пламя только на спай и не сжечь металлизированного слоя пламенел. Желательна припайка не пламенем, а горячим воздухом, сопровождающил пламя. После припайки согнутую струну выпрямляют, причем этим выпрямлением предварительно проверяется прочность произведенной пайки и нанесенного на резонатор металлического слоя.
Окончательная проверка прочности производится при подвешивании гири 0,5 кг на одну из струн, в то время, как резонатор подвешен к горизонтальной плоскости за другую струну.
Крепление шариков. Шарики изготовляют из того же припоя, которым напаиваются струны, следующим способом. На облуженный электропаяльник набирают припой и затем стряхивают на деревянную доску. Припой, ударяясь об эту доску, рассыпается на шарики различного диаметра.
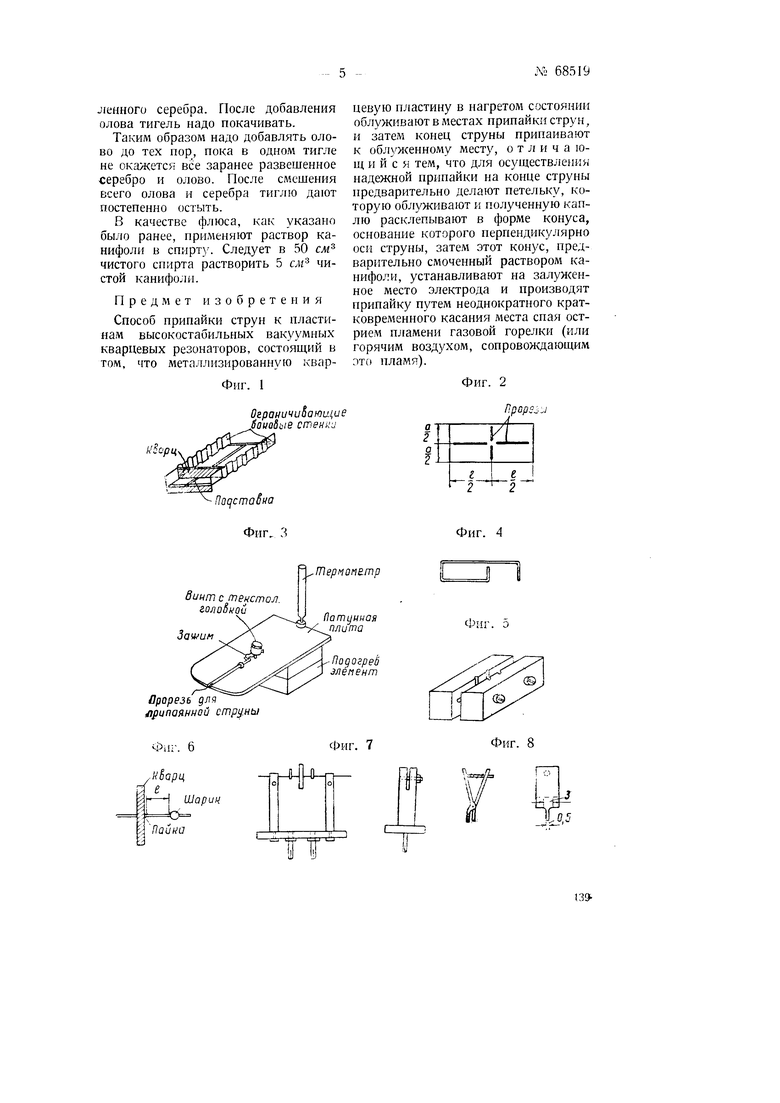
Для данной цели можно использовать шарики диаметром 2-2,5 мм. Шарики подходящего диаметра, пока они еще находятся в жидком состоянии, протыкают тонкой иглой (диаметром 0,4 мм). Когда шарик остынет, иглу вынимают и на ее месте остается отверстие. Потом шарики надевают на струны и определяют место, на котором они должны быть закреплены. Для резонаторов на частоту 100 кгц и при креплении их при помощи медных струн диаметром 0,3 мм шарики мог}т быть закреплены на одном из следующих расстояний: е 0,8-1,2-1,6-2,0-2,4 и т. д. мм от места конца пайки (фиг. 6).
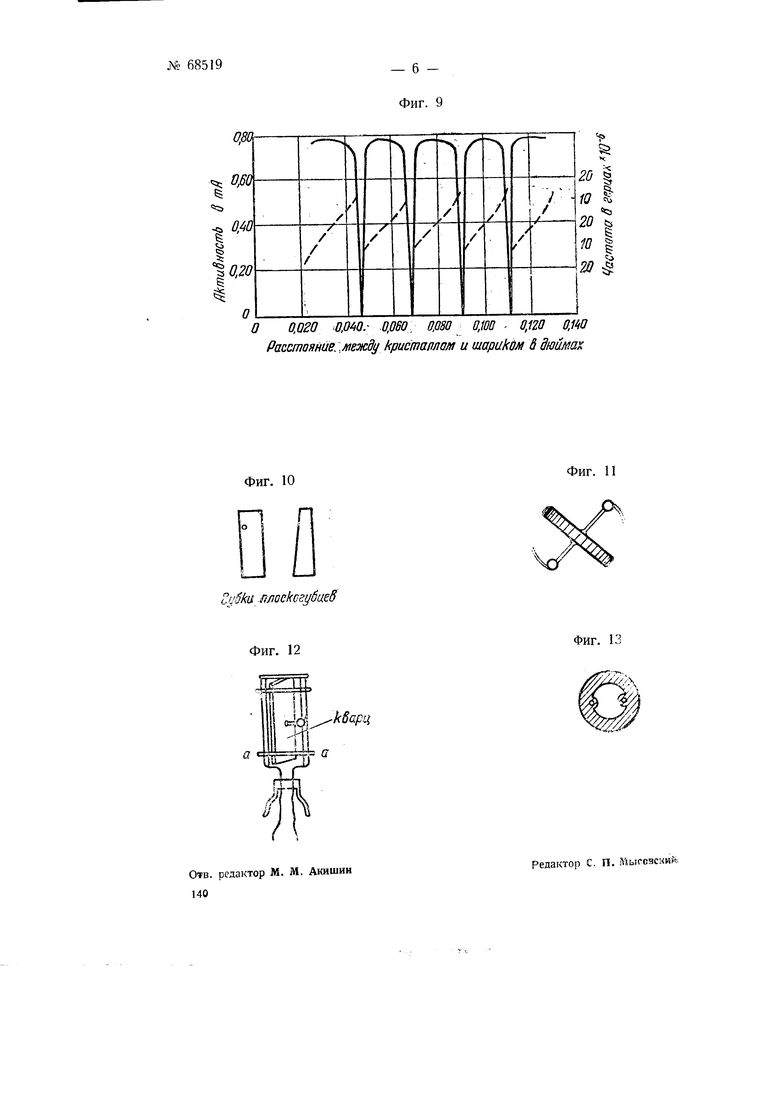
Для экспериментального подбора этого расстояния люжно рекомендовать следующий прием. Кварц с припаянными струнами укрепляют в специальный держатель (фиг. 7) и на каждую струну в предполагаемых точках крепления шариков надевают специальные зажимки (фиг. 8). Если при дотрагивании палочкой или пинцетом до струны межд} зажимом и стойкой держателя параметры кварца не изменятся (держатель вк.иючается в измерительную схему - например мост для измерения Rr, или fq , то положение зажимкп выбрано правильно. Если же параметры изменяются, то следует, изменяя положение зажимки в пределах 0,2 мм в обе стороны, добиться неизменности параметров. После того, как такие места будут найдены, эти места замечают, зажимки снимают и на их место устанавливают шарики. Можно также определить положение шариков, переставляя зажимки и добиваясь при этом минимального /,. Кривая на фиг. 9 иллюстрирует это положение.
После того, как лл.естоиоложение шариков определено, шарики зажимают на струне при помощи плоскогубцев с полушаровидными отверстиями в губках по форме шариков (фиг. Ю).
После припайки струн и укрепления шариков производят подгонку частоты. Частота у пластин подгоняется на 5 гц ниже, чем минимальная частота. Этот запас по частоте на 5 гц предусматривает повышение частоты при откачке.
Подгонку следует производить таким образом, чтобы не производить повторную металлизацию.
Монтаж резонатора н а н о ж к е. После подгонки частоты струны укорачивают и загибают, как показано на фиг. 11, для крепления резонатора на ножке. Чертеж салюй ножки представлен на фиг. 12.
Перед креплением кварца на ножке на стойки этой ножки надевают нижнее ограничивающее кольцо из слюды, форма которого изображена на фиг. 13.
Крепление ограничивающих колец и верхнего кольца производят при помощи латунных пистонов, которые
137
надевают на стойки и затем припаивают к ним.
Место крепления нижнего ограничивающего кольца показано на фи1 12 линией а-а.
На середине длины ножки залуживают, и припаивают резонаторы. Перед припайкой резонатора к ножке следует его на несколько (5-10) минут положить в спирт для промывки, чтобы растворить канифоль на местах пайки.
После припайки вновь измеряют частоп резонатора. Если частота осталась неизменной, то ножку с резонатором нрокаливают.
Одновременно с ножкой прокаливают ограничивающие верхние слюдяные кольца со смонтированными пистонами.
Слюда для всех колец должна быть абсолютно чистой.
Прокаливание ножки с резонатором и слюдяных колец производят до температуры 130-ISO. Указанная температура относится как к подставке, на которой лежат слюдяные кольца и ножка, так и к окружающему воздуху. Прокаливание производят в три цикла, т. е. трижды повторяют следующую процедуру: ножку нагревают до указанной темнературы, ПОТОЛ1 такую температуру выдерживают в течение 15 минут, затем ножку охлаждают до комнатной температуры.
После прокалки частоту измеряют и подгоняют. Если частота оказалась неизменной, то укрепляют верхние слюдяные кольца, нроизводят еще один цикл прокалки и вновь контролируют частоту.
Если носле всех этих операций частота резонаторов на 4-5 гц ниже номинала, то можно приваривать баллон к ножке. Если после приварки баллона к ножке частота сильно изменилась, то следует нроизводить не окончательную откачку воздуха, а пробную, т. е. не отрезать откачную трубку, а запаять ее конец. Если частота окажется на номинале, то можно произвести окончательную откачку.
В случае, если частота не будет на номинале, то баллон следует отпаять
138
(отрезать) и вновь подгонять частоту указанным выще способом.
Понижение частоты при надевании баллона после правильной обработки объясняется тем, что в некоторых случаях акустические колебания, отраженные от стенок баллона, могут демпфировать и изменять частоту кварца. Это влияние устраняется при эвакуации воздуха из баллона.
Припайка баллона и откачка. При пайке баллона к ножке надо применять все меры предосторожности, вытекающие из того, что температуру кварца нельзя поднимать выще 190°.
Баллон перед припайкой его к ноЖке нужно как следует промыть изнутри. После припайки баллона к ножке следует немедленно временно откачать воздух через резиновый шланг для просушки баллона и всех находящихся внутри него деталей. После сушки вновь контролируют частоту.
Трубка для откачки воздуха сверху баллона должна вынолняться в виде колена со сторонами не менее 20 см. Оставлять трубку не согнутой нельзя, так как в этом случае нри припайке трубки к насосу токи теплого воздуха, поднимаясь вверх, будут прогревать кварц, и пайки могут испортиться.
Откачку производят без подогрева. При контроле вакуума нри помощи трансформатора Тесла ни в коем случае не следует касаться разрядником выводов от электродов кварца. Контроль следует производить лишь в месте перехода баллона в откачную трубку.
Припой и флюс для пайки резонаторов. В качестве припоя используется сплав, состоящий из 95% олова и 5% серебра. Сплав изготовляется следующим образом. В тигле расплавляют серебро до жидкого состояния, а затем, не снимая тигля с огня, из другого тигля, где находится расплавленное олово, весьма малыми дозами добавляют олово. При этом после каждого добавления олова надо дождаться того, чтобы сплав снова сделался цвета, соответствующего цвету расплавленного серебра. После добавления олова тигель надо покачивать.
Таким образом надо добавлять олово до тех пор, пока в одном тигле не окажется все заранее развешенное серебро и олово. После смешения всего олова и серебра тиглю дают постепенно остыть.
В качестве флюса, как указано было ранее, применяют раствор канифоли в спирту. Следует в 50 см чистого спирта растворить 5 см чистой канифоли.
Предмет изобретения
Способ припайки струн к пластинам высокостабильных вакуумных кварцевых резонаторов, состоящий в том, что металлизированную кварФиг. 1
Ограничивающие оиойыз cmeHtui
naqcmaEHQ
Фиг, 3
цевую пластину в нагретом состоянии облуживают в дгестах припайки струн, и затем конец струны припаивают к облуженному месту, отличающийся тем, что для осуществления надежной припайки на конце струны иредварительно делают петельку, которую облуживают и полученную каплю расклепывают в форме конуса, основание которого перпендикулярно оси струны, затем этот конус, предварительно смоченный раствором канифоли, устанавливают на залуженное место электрода и производят припайку путем неоднократного кратковременного касания места спая острием пламени газовой горелки (или горячим воздухом, сопровождающим это пламя).
Фиг. 2
Фиг. 4

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| ПЕЧАТНАЯ ПЛАТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2685692C2 |
| ГАЛОГЕНУГЛЕВОДОРОДНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2009 |
|
RU2533162C2 |
ол.
Патунная плита
Подогреё злепент
Фиг. 7
Фиг. 5
Фиг. 8
h
Шариц
Паина
ТТ
О 0.020 .- 0,060, OflSO 0,ЮО 0,120 0,W Расстояние. ,тжду Кристаллом и uiapukuM в дюйтк
