1
Изобретение относится к устройствам для контактной сварки и может найти применение, например, при контактной сварке корпусов полупроводниковых приборов.
Известны устройства для контактной сварки, содержащие задающий генератор частоты сварочных импульсов, задатчик числа импульсов и пауз и выполненный из двухтактного усилителя и сварочного трансформатора инвертор 1.
Недостатком известных устройств является низкое действующее значение сварочного тока, что объясняется невозможностью увеличения коммутирующего конденсатора 1выше определенного значения, при котором вследстви увеличения постоянной времени зарядки конденсатора в процессе переключения управляемых вентилей инвертора наступает срыв колебаний инвертора, приводящий к короткому замыканию управляемых вентилей инвертора.
Создание колебательного процесса в инверторе и получение при этом синусо-:дальной формы сварочного тока с целью увеличения действующего значения сварочного тока невозможно в тиристорном инверторе из-за малого
сопротивления нагрузки, которой является сварочный контур, уменьшающий добротность контура до величины, равной единице. Кроме того, изменение величины тока нагрузки вызывает уход резонансной частоты последовательного резонансного контура, состоящего из коммутирующей конденсатора и индуктивности сварочного
o трансформатора, что делает невозмозкным гашение тиристоров при увеличении величины коммутирующих емкостей.
Извёстны также устройства, которые используются и в контактной свар5ке, содержащие в своем составе инверторы на транзисторах, включающие в себя двухтактный усилитель и силовой трансформатор 2.
Устройство для контактной сварки
0 обладает тем недостатком, что при подаче на вход усилителя инвертора управляющих сигналов прямоугольной формы от задающего генератора с увеличением напряжения питания увели5чивается величина сквозных токов через первичные обмотки сварочного трансформатора и транзисторы инвертора, что сопровождается одновременным открытием обоих тиристоров,
0 срывом колебаний инвартора, выходом
из строя транзисторов и браком свариваемого изделия.
Кроме того, в известных устройствах существенно снижает качество сварки нестабильность напряжения сети и нестабильность сопротивления нагрузки в процессе роликовой сварки. Известные стабилизирующие устройства, например феррорезонансные стабилизаторы напряжения, обладают большой инерционностью, в результате чего из-за появления сквозных токов управляемые транзисторы инвертора выходят из строя раньше, чем произойдет стабилизация напряжения.
Целью изобретения является повышение надежности работы устройства,
Это достигается тем, что в предлагаемое устройство для контактной сварки введен узел задержки включения сварочного тока/ выполненный из одновибратора с инвертирующим каскадом, триггера и двух узлов совпадения, при этом вход одновибратора подключен к выходу задающего генератора частоты сварочного тока, выход его инвертирующего каскада соединен со входом триггера и совместно с каждым из двух выходов триггера подключен ко входам узлов совпсщения, выходы которых совместн с выходом задатчика числа импульсов и пауз конъюнктивно подключены ко входам двухтактного усилителя.
Повышение качества сварки достигется тем, что в устройство введены выпрямитель, смеситель напряжений, блок эталонных напряжений, дополнительный узел сравнения и регулирующий блок, при этом один из входов смесителя напряжений через выпрямитель подключен к выходу сварочног трансформатора, второй вход смесителя напряжений соединен с одним из выходов блока эталонных напряжений, второй выход которого совместно с выходом смесителя через дополнительный узел сравнения йодключен ко входу соединенного со средней точкой трансформатора регулирующего блока, а вход блока эталонных напряжений подключен к выходу инвертирующего каскада, входящего в узел задержки включения сварочного тока одновибратора.
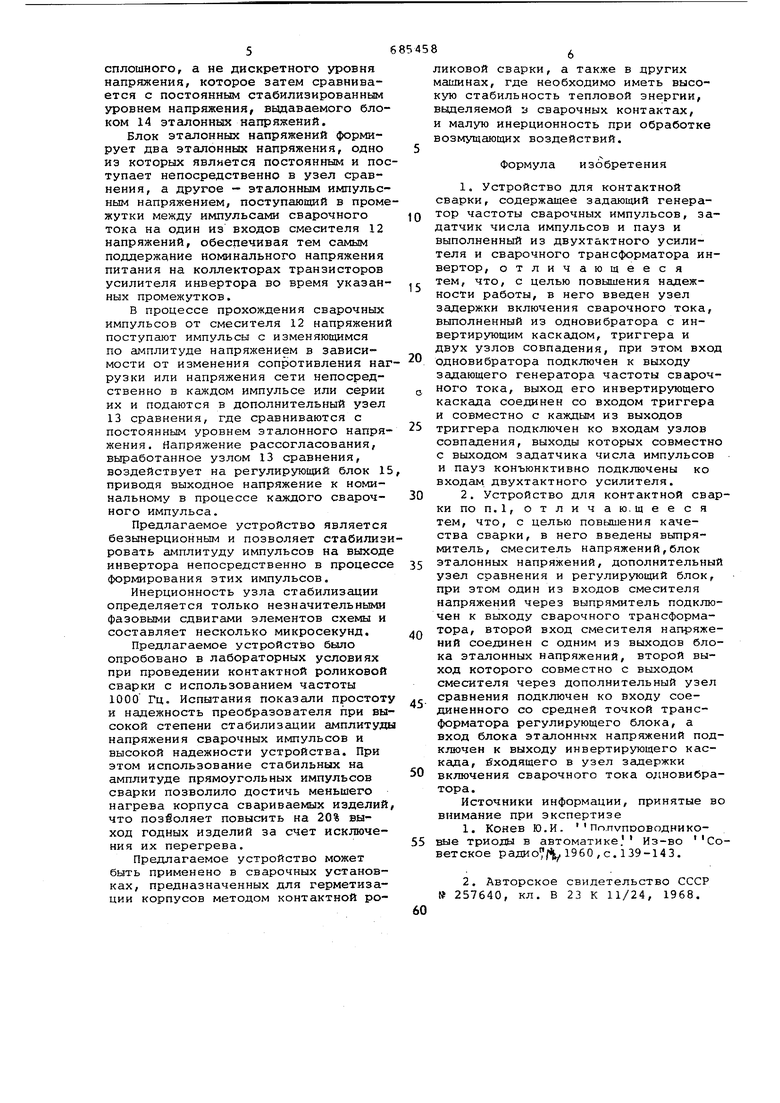
На фиг. 1 показана структурная схема предлагаемого устройства; на фиг. 2 - графики, поясняющие принцип стабилизации напряжения на выходе сварочного трансформатора.
Устройство содержит задающий генератор 1 частоты сварочных импульсов; узел 2 задержки включения сварочного тока, включающий в себя одновибратор 3, инвертирующий каскад 4, триггер 5, узлы 6 и 7 совпадения; Зсщатчик 8 числа импульсов и пауз; выходные каскады усилителя 9, сварочный трансформатор 10, выпрямитель 11, смеситель 12 напряжений, дополнительный узел 13 сравнения, блок 14 эталонных напряжений регулирующий блок 15, инвертирующие каскады 16, 17 узлов совпадения.
Задающий генератор 1 частоты сварочных импульсов формирует импульсы прямоугольной формы, которые поступают на вход одновибратора 3, узла 2 задержки включения тока. Импульсы, сформированные одновибратором 3, инвертируются в другую по лярность инвертирующим каскадом 4 и поступают на счетный вход триггера 5. Триггер 5, уменьшая частоту импульсов задающего генератора частоты вдвое, выполняет одновременно функцию формирователя двухсторонней задержки импульса. С выходов триггера 5 импульсы поступают на узлы 6 и 7 совпадения, с выходов которых формируются сигналы, управляющие выходными каскадами двухтактного усилителя, узлы 6 и 7 совпадения управляют двухтактным усилителем 9, осуществляя запуск последнего таким образом, что импульсы, приходящие с узла 6 совпадения запускают одно плечо инвертора, а импульсы, приходящие с узла 7 совпадения, запускаю другое плечо инвертора. Поскольку импульсы, поступающие от узлов совпадения, сдвинуты один относительно другого на величину времени, определяемую временем задержки, сформированной одновибратором 3, то при работе инвертора не возникает сквозных токов, способных вызывать срыв работы преобразователя и привести к аварийному режиму работы. Управление скважностью сварочных импульсов осуществляется задатчиком 8 числа импульсов и пауз.
Стабилизация выходного напряжения в предлагаемом устройстве при изменении сетевого напряжения и изменении сопротивления нагрузки производится следующим образом. Со вторичной обмотки сварочного трансформатора 10 импульсы сварочного напряжения, имеющие различную полярность, выпрямляются выпрямителем 11. Напряжение на выходе выпрямителя имеет дискретный уровень. Промежутки между импульсами определяются временем задержки для исключения сквозных токов инвертора.
С выхода выпрямителя 11 импульсы поступают на вход смесителя 12 напряжений, который осуществляет в промежутках между импульсами подачу в узел 13 сравнения эталонного напряжения, обеспечивающего номинальный режим напряжения на инверторе в указанные промежутки между импульсами сварочного тока. Этим достигается подача в узел 13 сравнения
сплошного, а не дискретного уровня напряжения, которое затем сравнивается с постоянным стабилизированным уровнем напряжения, выдаваемого блоком 14 эталонных напряжений.
Блок эталонных напряжений формирует два эталонных напряжения, одно иэ которых является постоянным и поступает непосредственно в узел сравнения, а другое - эталонным импульсным напряжением, поступающий в промежутки между импульсами сварочного тока на один из входов смесителя 12 напряжений, обеспечивая тем самым поддержание номинального напряжения питания на коллекторах транзисторов усилителя инвертора во время указанных промежутков.
В процессе прохождения сварочных импульсов от смесителя 12 напряжений поступают импульсы с изменяющимся по амплитуде напряжением в зависимости от изменения сопротивления нагрузки или напряжения сети непосредственно в каждом импульсе или серии их и подаются в дополнительный узел 13 сравнения, где сравниваются с постоянным уровнем эталонного напряжения. Напряжение рассогласования, выработанное узлом 13 сравнения, воздействует на регулирующий блок 15 приводя выходное напряжение к номинальному в процессе каждого сварочного импульса.
Предлагаемое устройство является безынерционным и позволяет стабилизировать амплитуду импульсов на выходе инвертора непосредственно в процессе формирования этих импульсов.
Инерционность узла стабилизации определяется только незначительными фазовыми сдвигами элементов cxevttJ и составляет несколько микросекунд.
Предлагаемое устройство было опробовано в лабораторных условиях при проведении контактной роликовой сварки с использованием частоты 1000 Гц. Испытания показали простоту и надежность преобразователя при высокой степени стабилизации амплитуды напряжения сварочных импульсов и высокой надежности устройства. При этом использование стабильных на амплитуде прямоугольных импульсов сварки позволило достичь меньшего нагрева корпуса свариваемых изделий что позёоляет повысить на 20% выход годных изделий за счет исключения их перегрева.
Предлагаемое устройство может быть применено в сварочных установках, предназначенных для герметизации корпусов методом контактной роликовой сварки, а также в других машинах, где необходимо иметь высокую стабильность тепловой энергии, вьщеляемой ij сварочных контактах, и малую инерционность при обработке возмущающих воздействий.
Формула изобретения
1.Устройство для контактной сварки, содержащее задающий генератор частоты сварочных импульсов, задатчик числа импульсов и пауз и выполненный из двухтактного усилителя и сварочного трансформатора инвертор, отличающееся тем, что, с целью повышения надеж5ности работы, в него введен узел задержки включения сварочного тока, выполненный из одновибратора с инвертирующим каскадом, триггера и двух узлов совпадения, при этом вход
0 одновибратора подключен к выходу задающего генератора частоты сварочного тока, выход его инвертирующего каскада соединен со входом триггера и совместно с каждым из выходов
5 триггера подключен ко входам узлов совпадения, выходы которых совместно с выходом задатчика числа импульсов и пауз конъюнктивно подключены ко входам двухтактного усилителя.
2.Устройство для контактной свар0ки по п.1, отличаю,щееся тем, что, с целью повьлшения качества сварки, в него введены выпрямитель, смеситель напряжений,блок эталонных напряжений, дополнительный
5 узел сравнения и регулирующий блок, при этом один из входов смесителя напряжений через выпрямитель подключен к выходу сварочного трансформатора, второй вход смесителя напряже0ний соединен с одним из выходов блока эталонных напряжений, второй выход которого совместно с выходом смесителя через дополнительный узел сравнения подключен ко входу сое5диненного со средней точкой трансФорматора регулирующего блока, а вход блока эталонных напряжений подключен к выходу инвертирующего каскада, входящего в узел задержки
0 включения сварочного тока одновибратора.
Источники информации, принятые во внимание при экспертизе
1. Конев Ю.И. Пo.пvпDoвoдникo5 вые триоды в автоматике Из-во Советское радио7/% 1960 , с. 139-143.
2. Авторское свидетельство СССР № 257640, кл. В 23 К 11/24, 1968.
60
I:
.i
f Г LJL
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Способ стабилизации выходного напряжения инвертора | 1975 |
|
SU577518A1 |
| Многоканальный источник стабилизированного напряжения | 1991 |
|
SU1835119A3 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Стабилизированный источник постоянного напряжения | 1982 |
|
SU1095160A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Стабилизированный преобразователь постоянного напряжения | 1989 |
|
SU1741237A1 |
| Стабилизирующий преобразователь постоянного напряжения | 1986 |
|
SU1372535A1 |
| Стабилизированный источник постоянного напряжения | 1988 |
|
SU1513583A2 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
UpoSeHb
напряжении
УроЁень эта/1омного / ачр/кквл
ЛЕ
г
Й/гг
