Изобретение относится к автоматике и может быть применено для управления сварочными аппаратами-полуавтоматами, работающими в различных режимах.
Целью изобретения является повышение качества сварки и производительности сварочного аппарата за счет автоматической установки наиболее выгодной для любого сварочного тока скорости подачи сварочной проволоки.
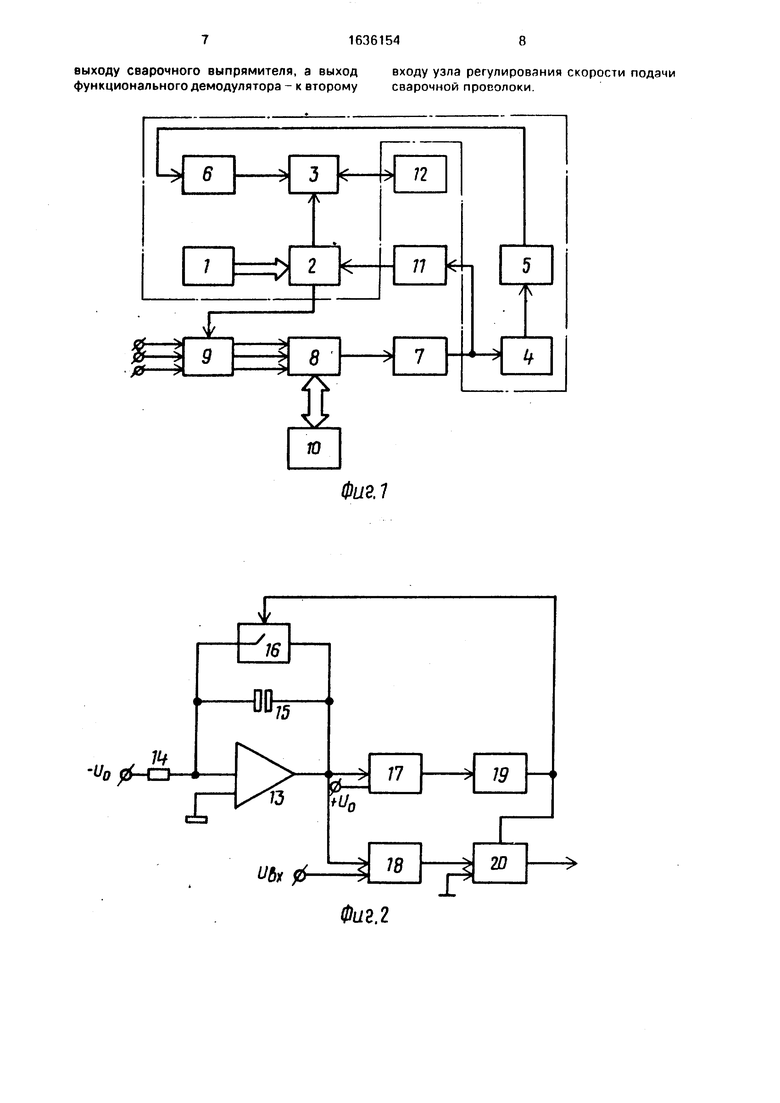
На фиг.1 представлена функциональная схема устройства; на фиг.2 - схема модулятора; на фиг.З - схема функционального демодулятора; на фиг.4 - временные диаграммы работы модулятора и функционального демодулятора.
Устройство управления содержит переключатель 1 режимов работы, узел 2 задания режимов, соединенный с выходом переключателя 1, узел 3 регулировки скорости подачи сварочной проволоки, первый вход которого подключен к первому выходу узла 2 задания режимов, последовательно соединенные модулятор 4, узел 5 гальванической развязки, функциональный демодулятор 6, выход которого подключен к второму входу узла 3 регулировки скорости.
Кроме того, на фиг 1 изображен сварочный выпрямитель 7 и подключенный к его входам сварочный трансформатор 8, к которому через магнитный пускатель 9 подключен источник трехфазного напряжения К другим входам сварочного трансформатора 8 подключен переключатель 10 сварочного тока.
О
со о
СП
Выход сварочного выпрямителя 7 подключен к входу модулятора 4 и к сварочному пистолету 11, Выход сигнала о включении сварочного пистолета подключен к узлу 2 задания режимов.
Двигатель 12 механизма подачи сварочной проволоки подключен к выходу узла 3 регулировки скорости подачи.
Модулятор 4 (фиг.2) содержит операционный усилитель 13, на котором собран генератор, содержащий резистор 14, конденсатор 15 и ключ 16. Резистор 14 соединяет первый источник опорного (например, отрицательного) напряжения с входом усилителя, конденсатор 15 и ключ 16, соединенные параллельно, включены между выходом и входом усилителя 13. Выход усилителя 13 подключен к входам нуль-органов 17 и 18. К вторым входам нуль-органов (компараторов) 17 и 18 подключен источник положительного опорного напряжения и выход сварочного выпрямителя соответственно. Выходы нуль-органов (компараторов) 17 и 18 подключены соответственно к входу од- новибрагора 19 и к С-входу триггера 20, D-вход которого заземлен, К S-входу триггера 20 и к управляющему входу ключа 16 подключен выход одновибратора 19, а выход триггера 20 является выходом модулятора.
Функциональный демодулятор 6 (фиг.З) содержит блок 21 подстроечных резисторов, блок 22 ключей, операционный усилитель 23, конденсатор 24, ключи 25 и 26,, аналоговое запоминающее устройство (АЗУ) 27, генератор 28 импульсов, счетчик 29, входную шину 30, дифференцирующую цепь 31. инвертор 32, дифференцирующую цепь 33.
Источник опорного напряжения, например, отрицательного (- U0) через резисторы блока 21 и ключи блока 22 подключен к входу операционного усилителя 23, выход которого соединен с его же входом через конденсатор 24 и ключ 25, соединенные параллельно,и через ключ 26 и через АЗУ 27 - с выходом демодуляторя. Генератор импульсов 28 соединен с входом счетчика 29, выходы которого соединены с управляющими входами блока 22 ключей. Вход 30 демодулятора соединен через дифференцирующую цепь 31 с входом установки в О счетчика 29 и управляющим входом ключа 25. С другой стороны вход 30 через инвертор 32 и дифференцирующую цепь 33 соединен с управляющим входом ключа 26.
Устройство для управления сварочным полуавтоматом работает следующим образом
При нажатии на кнопку сварочного пистолета 11 на вход узла 2 задания режимов поступает сигна-1. по которому узел 2 включает магнитный пускатель 9, через который
сетевое напряжение поступает на сварочный трансформатор 8, Величина выходного напряжения трансформатора 8 зависит от положения переключателя 10 сварочного тока и сетевого напряжения. Выпрямленное
0 напряжение поступает на электрод сварочного пистолета, через который оно подается на сварочную проволоку и на вход модулятора 4. На выходе последнего появляются импульсы, длительность которых пропорци5 ональна напряжению на выходе выпрямителя 7, а период следования импульсов - постоянный. Узел 5 гальванической развязки обеспечивает гальваническую развязку сварочной цепи и цепи управления (гальва0 ническая развязка этих цепей обеспечивается также в магнитном пускателе 9 и в сварочном пистолете 11).
Функциональный демодулятор преобразует длительность поступающих на его
5 вход импульсов в напряжение, причем требуемая функция преобразования может быть обеспечена путем изменения величины регулировки резисторов демодулятора. Выходное напряжение демодулятора явля0 ется задающим для узла регулировки скорости подачи сварочной проволоки. Этот узел включается одновременно с магнитным пускателем 9 сигналом узла 2 задания режимов и обеспечивает скорость вращения
5 двигателя 12 механизма подачи сварочной проволоки. Узел 3 регулировки определяет момент сопротивления вращению двигателя 12 путем изменения тока через него и обеспечивает независимо от этого момента
0 скорость вращения тем большую, чем больше напряжение на выходе функционального демодулятора 6.
В процессе пробных сварок при разных положениях переключателя 10 сварочного
5 тока производится настройка функционального демодулятора 6 таким образом, чтобы величина скорости подачи обеспечивала наилучшее качество сварки. После настройки демодулятора обеспечение наиболее выгод0 ной скорости подачи сварочной проволоки производится автоматически.
Модулятор 4 работает следующим образом (фиг.4). Под воздействием опорного напряжения -U0 напряжение на выходе ин5 тегратора, состоящего из усилителя 13 и элементов 14 и 15 (ключ 16 разомкнут), линейно растет. Когда напряжение на выходе интегратора превышает UBX, перепад напряжений на выходе нуль-органа 18 устанавливает в О триггер 20. Когда напряжение на выходе интегратора превышает напряжение +U0, которое всегда больше входного напряжения, нуль-орган 17 запускает одновибратор 19, который устанавливает триггер 20 в 1 и замыкает ключ 16, разряжающий конденсатор 15 интегратора и после окончания импульса одновибратора 19 модулятор приходит в исходное состояние.
Одновибратор 19 не имеет дифференцирующей цепочки на входе и связан с выходом нуль-органа 17 по постоянному току. Поэтому, если напряжение на выходе интегратора оказывается выше напряжения +U0. то нуль-орган 17 через одновибратор 19 включает ключ 16.
Функциональный демодулятор 6 работает следующим образом. Положительный перепад на выходе модулятора через узел 5 гальванической развязки и дифференцирующую цепь 31 устанавливает в О счетчик 29, приводит в исходное состояние генератор 28 и на короткое время замыкает ключ 25. Конденсатор 24 разряжается, и интегратор, собранный на усилителе 23, приходит в исходное состояние. Счетчик 29 включает первый ключ блока 22 ключей и через первый резистор проходит ток заряда конденсатора 24. Первый импульс генератора 28 устанавливает счетчик в состояние 1 и включается второй ключ блока 22. Заряд конденсатора 24 продолжается другим током, величина которого задается сопротивлением второго резистора блока 21.
После каждого импульса генератора 28 переключается ключ блока 22, и заряд конденсатора 24 продолжается током через другой резистор. Таким образом, крутизна роста напряжения на выходе интегратора зависит от величин регулирующих резисторов блока 21 (фиг.4). При появлении отрицательного перепада напряжения на выходе модулятора 4 на выходе дифференцирующей цепи 33 появляется импульс, который на короткое время замыкает ключ 26, и напряжение на выходе АЗУ 27 и на выходе демодулятора становится равным напряжению на выходе интегратора (усилителя 23) в момент замыкания ключа 26. Соответствующим выбором величин регулирующих резисторов блока 21 можно добиться требуемой зависимости выходного напряжения от входного.
Настройка устройства. Переключатель 10 сварочного тока устанавливается в положение максимального тока и больше в процессе настройки не участвует. На трансформатор сварочного аппарата через магнитный пускатель 9 подается минимальное напряжение, при котором должна производиться сварка. Все резисторы блока 2 1 резисторов устанавливаются в положение максимального сопротивления. При этом двигатель подачи сварочной проволоки
вращается с очень медленной скоростью. В начале необходимо определить, какой резистор при этом входном напряжении оказывает воздействие на скорость вращения мотора. Для этого поочередно вращают резисторы блока 21, начиная с того, который включается последним.
Когда таким образом найден резистор, первый, изменяющий скорость вращения мотора, необходимо его вращением установить такую скорость, при которой обеспечивается наилучшее качество сварки. Если это не удается сделать, то необходимо оставить минимальной величину этого резистора, уменьшать величину последующих резисторов и установить наивыгоднейшую для данного входного напряжения скорость вращения мотора с точки зрения качества горения сварочной дуги. Затем входное напряжение увеличивают и все действия псвторяют аналогично описанному. При этом необходимо следить, чтобы приращение входного напряжения не было слишком большим. Если при предыдущем значении входного напряжения первым начал изменять скорость двигателя, например, пятый резистор, то при следующем значении входного напряжения первым должен воздействовать на скорость мотора резистор пятый или четвертый. Если первым начнет воздействовать третий резистор, то входное напряжение следует уменьшить.
Устройство для управления сварочным полуавтоматом обеспечивает автоматическую регулировку скорости подачи сварочной проволоки в зону сварки, что повышает производительность и качество сварки, облегчает работу сварщика, позволяя обеспечить высокое качество работ независимо от его квалификации.
Формула изобретения
Устройство для управления сварочным полуавтоматом, содержащее сварочный выпрямитель, к выходу которого подключен сварочный пистолет, и узел задания режимов, который соединен с первым входом узла регулирования скорости подачи сварочной проволоки, подключенного к двигателю, отличающееся тем, что, с целью повышения качества сварки и производительности, в него введены последовательно соединенные модулятор узел гальванической развязки и функциональный демодулятор, при этом вход модулятора подключен к
выходу сварочного выпрямителя, а выход входу узла регулирования скорости подачи функционального демодулятора - к второму сварочной проволоки.


| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Преобразователь переменного напряжения в постоянное | 1985 |
|
SU1304152A1 |
| Стабилизирующий преобразователь напряжения постоянного тока | 1988 |
|
SU1557647A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1249477A1 |
| Устройство для защиты от электропоражающего действия обратной электродвижущей силы рудничного асинхронного двигателя | 2024 |
|
RU2840297C1 |
| Усилитель постоянного тока с гальванической развязкой | 1986 |
|
SU1383460A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| ЭЛЕКТРОПРИВОД | 1992 |
|
RU2037262C1 |
| СТАБИЛИЗИРОВАННЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 2006 |
|
RU2309520C1 |

Изобретение относится к машиностроению, в частности к автоматизации сварочных работ, и может быть использовано для управления полуавтоматическими сварочными аппаратами. Цель изобретения - повышение качества сварки и производительности за счет автоматической установки скорости подачи сварочной проволоки для любого сварочного тока. Устройство содержит сварочный выпрямитель, к которому подключен сварочный пистолет, и узел задания режимов, а также узел регулировки скорости подачи сварочной проволоки, который подключен к двигателю. К выходу сварочного выпрямителя подключены последовательно модулятор, узел гальванической развязки и функциональный демодулятор. Выходное напряжение сварочного выпрямителя преобразуется в цепочке этих узлов таким образом, что на выходе функционального демодулятора появляется напряжение, задающее наивыгоднейшую Для дачного режима сварки скорость подачи сварочной проволоки. 4 ил Ј
Фиг.1
Фаг.2
ийыр
uhm t
Udtitl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| ОООПС | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| СПОСОБ ОЧИСТКИ ФЕнольных ВОД ОТ смолы | 0 |
|
SU211411A1 |
| КЕМППИ, 1984. | |||
