Изобретение относится к области машиностроения, а именно к сварочному производству, в частности к технологии и оборудованию для дуговой сварки металлов и их сплавов током прямоугольной формы, и может быть использовано для сварки алюминия и его сплавов неплавящимся электродом в среде защитных газов.
Известен способ управления двухтактным мостовым инвертором, работающим на симметричную нагрузку («Источники питания для сварки» В.С.Милютин, М.П.Шалимов, С.М.Шанчуров, М.: «Айрис-пресс», 2007 г., стр.239, рис.4.48). Согласно этому способу управление транзисторами инвертора осуществляют модулированными по длительности импульсами управления без учета состояния магнитопровода трансформатора.
Важный недостаток двухтактного преобразования - это опасность несимметричного режима перемагничивания. Если трансформатор спроектирован на большой размах индукции, то несимметричный режим приведет к насыщению магнитопровода, резкому увеличению первичного тока и выходу из строя элементов инвертора и трансформатора.
Известен способ управления дуговой сваркой алюминия и его сплавов («Источники питания для сварки» В.С.Милютин, М.П.Шалимов, С.М.Шанчуров, М.: «Айрис-пресс», 2007 г., стр.306), принятый заявителем за прототип, в котором компенсацию тока подмагничивания трансформатора с целью исключения насыщения магнитопровода осуществляют способом фазового регулирования тиристорным ключом во вторичной обмотке трансформатора.
Недостатком данного способа является сильная зависимость точности компенсации постоянной составляющей тока вторичной обмотки трансформатора от режима сварки и необходимость применения трансформатора с повышенным рассеянием.
Известно устройство для дуговой сварки алюминия и его сплавов, содержащее источник питания, трансформатор и устройство подавления постоянной составляющей выходного тока трансформатора («Источники питания для сварки» В.С.Милютин, М.П.Шалимов, С.М.Шанчуров, М.: «Айрис-пресс», 2007 г., стр.306, рис.6.14).
Недостатком данного устройства является сильная зависимость точности компенсации постоянной составляющей тока вторичной обмотки трансформатора от режима сварки и необходимость применения трансформатора с повышенным рассеянием.
Известно устройство для дуговой сварки алюминиевых сплавов переменным током прямоугольной формы неплавящимся электродом(«Источники питания для сварки» В.С.Милютин, М.П.Шалимов, С.М.Шанчуров, М.: «Айрис-пресс», 2007 г., стр.311, рис.6.17), принятое заявителем за прототип и содержащее включенные последовательно входной выпрямитель, фильтр, резонансный инвертор, трансформатор, выходной выпрямитель, выход которого через мостовой транзисторный коммутатор, формирующий знакопеременный ток на дуговом промежутке, и импульсный стабилизатор дуги связан с изделием и электродом.
Недостатком устройства является высокая сложность и низкая энергетическая эффективность, обусловленные многократным преобразованием электрической энергии.
Технической задачей изобретения является повышение энергетической эффективности устройства путем уменьшения числа преобразований электрической энергии в первую очередь на напряжении нагрузки, повышение надежности устройства за счет оптимизации числа элементов и упрощение конструкции при обеспечении оптимальных режимов сварки.
Поставленная техническая задача решается тем, что выводы вторичной обмотки трансформатора подключают к электроду и изделию, для преобразования выпрямленного сетевого напряжения в знакопеременные импульсы напряжения прямоугольной формы используют транзисторный инвертор и осуществляют формирование сигнала на переключение транзисторов инвертора для изменения знака выходного напряжения инвертора при достижении током намагничивания трансформатора заданного по модулю значения, который вычисляют как разность токов первичной и вторичной обмоток трансформатора.
Кроме того, для управления транзисторным инвертором в устройство для дуговой сварки переменным током прямоугольной формы дополнительно введены датчики тока первичной и вторичной обмоток трансформатора и блок управления инвертором, который выполнен на транзисторах, содержит сумматор, узел выделения модуля, узел задания уставки тока намагничивания, узел сравнения и счетный триггер, причем выходы датчиков тока первичной и вторичной обмоток трансформатора соединены со входами сумматора, выход которого через узел выделения модуля связан с первым входом узла сравнения, второй вход узла сравнения соединен с выходом узла задания уставки тока намагничивания, выход узла сравнения соединен со входом счетного триггера, прямой и инверсный выходы которого связаны со входами управления транзисторов инвертора тока, а выводы вторичной обмотки трансформатора выполнены с возможностью подключения непосредственно к электроду и изделию.
На фиг.1 изображена функциональная схема устройства управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов;
на фиг.2 изображены эпюры напряжения и тока дуги при аргонно-дуговой сварке алюминия неплавящимся электродом по известному способу;
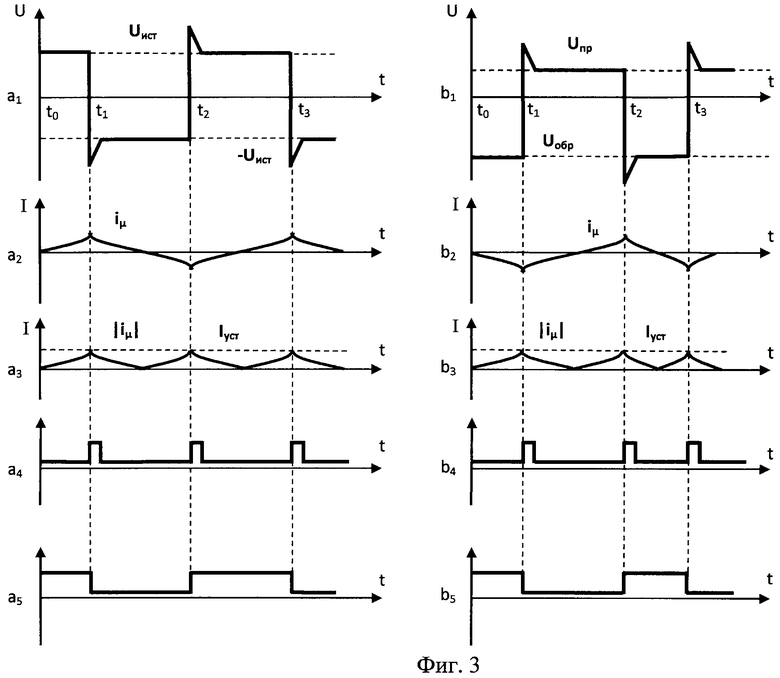
на фиг.3 изображены эпюры напряжения и тока дуги при аргонно-дуговой сварке алюминия неплавящимся электродом по предлагаемому способу:
a) - режим первого включения на холостом ходу;
b) - установившийся режим.
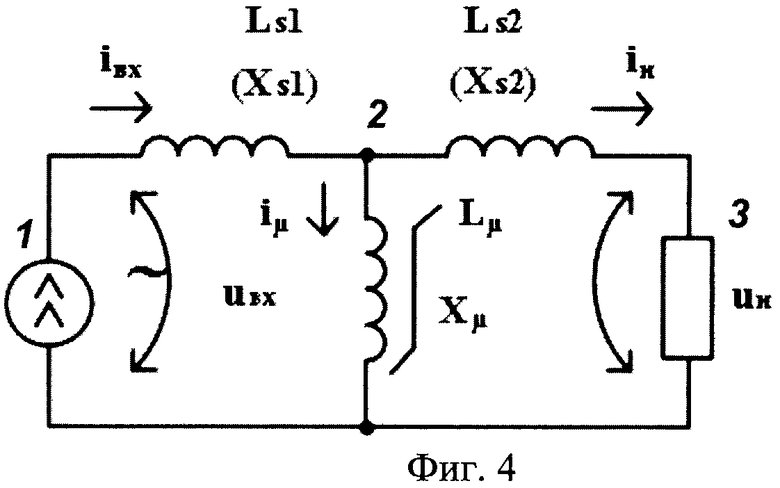
На фиг.4 изображена схема замещения устройства для реализации способа дуговой сварки изделий неплавящимся электродом в среде защитных газов.
Сущность способа управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов поясняется фиг.2 и фиг.4.
В схеме замещения устройства управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов (фиг.4) управляемый выпрямитель, индуктивный фильтр и инвертор замещены источником 1 с характеристикой источника тока, имеющего бесконечное внутреннее сопротивление в рабочем диапазоне напряжений, нагрузка представлена в виде нелинейного элемента 3 и трансформатор 2, характеризуемый индуктивностями рассеяния первичной Ls1, вторичной Ls2 обмоток и нелинейной индуктивностью цепи намагничивания Lµ, соответственно индуктивными сопротивлениями XS1, XS2, Xµ.
Для трансформатора, работающего по симметричному циклу перемагничивания магнитопровода, необходимо, чтобы вольт-секундные характеристики прямой uпр(t) и обратной uобр(t) полуволн напряжения на индуктивности намагничивания были равны, и при заданном диапазоне изменения индукции в магнитопроводе трансформатора эта величина является постоянной.

где: - uпр(t) - мгновенное значение напряжения прямой полярности на нагрузке;
- uобр(t) - мгновенное значение напряжения обратной полярности на нагрузке;
- Т - период частоты напряжения переменного тока;
или по основной огибающей напряжения

где: - Uпр - прямое напряжение на нагрузке;
- Uобр - обратное напряжение на нагрузке;
- tпр - время протекания прямого тока в нагрузке;
- tобр - время протекания обратного тока в нагрузке;

При этом для трансформатора нормального исполнения индуктивные сопротивления рассеяния XS1, XS2 обмоток много меньше индуктивного сопротивления цепи намагничивания Xµ, соответственно напряжение на индуктивности намагничивания примерно равно напряжению нагрузки.
При сварке неплавящимся электродом алюминия и его сплавов напряжение на дуге при протекании прямого тока Uпр(t) значительно отличается от напряжения Uобр(t) при протекании обратного тока (фиг.2), причем оба напряжения могут существенно меняться в зависимости от длины дуги и температуры рабочей части неплавящегося электрода.
Коррекция длительности импульсов напряжения прямой и обратной полярности по входу управления инвертора известными способами неэффективна в связи со значительной задержкой по времени и невысокой точностью.
С учетом вышеизложенного суть предложенного способа заключается в том, что интегрирование напряжения на нагрузке производится непосредственно магнитопроводом трансформатора через ток намагничивания iµ, измерение которого возможно с высокой точностью, минимальными задержками и который в предлагаемом способе является объектом регулирования.

где: - Iµнаг - начальное значение тока намагничивания трансформатора;
- iµ - мгновенное значение тока намагничивания трансформатора;
- iвх - мгновенное значение тока первичной обмотки трансформатора;
- iн - мгновенное значение тока вторичной обмотки трансформатора;
- u(t) - мгновенное значение напряжения на индуктивности намагничивания.
При достижении током намагничивания iµ заданного по модулю значения выдается сигнал на транзисторный инвертор на смену знака выходного напряжения. Транзисторный инвертор переходит в автоколебательный режим работы.
Учитывая, что при сварке алюминия неплавящимся электродом в среде защитного газа Uобр≈2Uпр, из уравнения (2) следует, что относительная длительность протекания обратного тока на нагрузке автоматически устанавливается на уровне
tобр/tпр+tобр=Uпр/Uпр+Uобр≈1/3,
что соответствует технологически значимому диапазону 0.2-0.4, ограниченному снизу качеством катодной очистки ванны расплава от окисной пленки и сверху стойкостью вольфрамового электрода («Источники питания для сварки» В.С.Милютин, М.П.Шалимов, С.М.Шанчуров, М.: «Айрис-пресс», 2007 г., стр.296).
Устройство управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов (фиг.1) состоит из управляемого выпрямителя 1, индуктивного фильтра 2, транзисторного инвертора 3, трансформатора 4 с обмотками первичной 5 и вторичной 6, электрода 7 и изделия 8, образующих дуговой промежуток. Дополнительно введены в устройство датчики тока 9 и 10, блок управления инвертором 11, который содержит сумматор 12, узел выделения модуля 13, узел задания уставки тока намагничивания 14, узел сравнения 15 и счетный триггер 16, причем выходы управляемого выпрямителя 1 связаны через индуктивный фильтр 2 со входом транзисторного инвертора 3, первый выход которого соединен с первым выводом первичной обмотки 5, второй вывод которой через датчик тока 9 первичной обмотки 5 связан со вторым выходом транзисторного инвертора 3, первый вывод вторичной обмотки 6 соединен с электродом 7, а второй вывод через датчик тока 10 вторичной обмотки 6 связан с изделием 8, выход датчика тока 9 первичной обмотки 5 соединен с прямым входом сумматора 12, инверсный вход которого соединен с выходом датчика тока 10 вторичной обмотки 6, выход сумматора 12 через узел выделения модуля 13 связан с первым входом узла сравнения 15, второй вход которого соединен с выходом узла задания уставки тока намагничивания 14, выход узла сравнения 15 соединен с входом счетного триггера 16, прямой и инверсный выходы которого связаны с входами управления транзисторов инвертора 3.
Работа устройства (фиг.1), реализующего предлагаемый способ, поясняется эпюрами напряжения и тока нагрузки (фиг.3) и происходит следующим образом.
В режиме холостого хода в момент включения t0 напряжение источника электрической энергии Uист (фиг.3 a1) через управляемый выпрямитель 1, индуктивность 2 и транзисторный инвертор 3 прикладывается к первичной обмотке 5 трансформатора 4, вызывая в ней ток намагничивания iµ (фиг.3 а2), который вычисляет сумматор 12 как разность сигналов датчиков тока 9 и 10, включенных соответственно в первичную 5 и вторичную 6 обмотки трансформатора 4. Далее узел вычисления модуля 13 выделяет абсолютное значение (модуль) тока намагничивания [iµ] (фиг.3 а3). В момент времени t1 модуль тока намагничивания достигает значения тока уставки, формируемый узлом задания уставки тока намагничивания 14, и узел сравнения 15 формирует импульс (фиг.3 a4), по которому счетный триггер 16 меняет свое состояние (фиг.3 a5). По сигналу управления с выхода счетного триггера 16 транзисторный инвертор 3 меняет полярность напряжения на входной обмотке 5 трансформатора 4 (фиг.3 a1) и далее процессы повторяются.
В процессе сварки работа устройства аналогична описанной выше (фиг.3b) за исключением того, что напряжение на трансформаторе 4 определяется напряжением на дуговом промежутке электрод 7 - изделие 8 (фиг.3 b1), поэтому длительность протекания тока прямой и обратной полярности установится соответственно напряжениям прямой Uпр и обратной Uобр полярности.
Кроме того, явно выраженная зависимость напряжения прямой полярности Uпр от температуры рабочей части неплавящегося электрода дает возможность контролировать относительное изменение температуры рабочей части неплавящегося электрода в процессе сварки по изменению относительной длительности протекания прямого тока на нагрузке, что может быть использовано для целей стабилизации технологического режима при автоматизированной сварке, так же как и изменение частоты инвертора при изменении длины дуги.
Кроме того, при коммутации транзисторного инвертора 3 на вторичной обмотке 6 трансформатора 4 присутствует коммутационный импульс напряжения, обусловленный энергией, накопленной в индуктивности рассеяния Ls1 первичной обмотки 5, индуктивности 2 и индуктивности намагничивания Lµ, что облегчает условия зажигания дуги и стабилизирует повторное зажигание дуги при сварке неплавящимся электродом.
Кроме того, устройство фиг.1 по предлагаемому способу во всех режимах работы от холостого хода до короткого замыкания обеспечивает работу трансформатора 4 по симметричному наперед заданному циклу перемагничивания и исключает переходный процесс в момент первого включения, что позволяет оптимизировать габариты и массу трансформатора и транзисторного инвертора, а также повышает надежность работы устройства в целом.
Использование предлагаемого технического решения позволило обеспечить оптимальные режимы работы трансформатора при работе на несимметричную нагрузку, в том числе при сварке алюминия и его сплавов неплавящимся электродом в среде защитных газов переменным током прямоугольной формы при автоматическом выходе на оптимальное технологически значимое соотношение длительности протекания прямого и обратного токов, оптимизировать число элементов устройства и уменьшить потери путем уменьшения числа преобразований электрической энергии, облегчить условия зажигания дуги и стабилизировать повторное зажигание дуги, упростить конструкцию и снизить затраты труда на изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| Источник питания для дуговой сварки в защитных газах двухэлектродной горелкой | 1990 |
|
SU1815061A1 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| Источник питания для дуговой сварки на постоянном токе | 1982 |
|
SU1074672A1 |
| Устройство для электродуговой сварки | 1989 |
|
SU1660886A1 |
| Самовозбуждающийся двухтактный транзисторный инвертор | 1986 |
|
SU1403308A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2510859C2 |
| ФАЗОСДВИГАЮЩИЙ ИНВЕРТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2421869C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |

Изобретение относится к способу и устройству управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов. Нагрузку подключают непосредственно к выводам вторичной обмотки трансформатора, а формирование сигнала на переключение транзисторов инвертора осуществляют в функции абсолютного значения тока намагничивания трансформатора, который вычисляют как разность токов первичной и вторичной обмоток трансформатора. В устройство введены датчики тока первичной и вторичной обмоток трансформатора. Блок управления инвертором содержит сумматор, узел выделения модуля, узел задания уставки тока намагничивания, узел сравнения и счетный триггер. Выходы датчиков тока первичной и вторичной обмоток трансформатора соединены со входами сумматора, выход которого через узел выделения модуля связан с первым входом узла сравнения. Второй вход узла сравнения соединен с выходом узла задания уставки тока намагничивания. Выход узла сравнения соединен со входом счетного триггера, прямой и инверсный выходы которого связаны со входами управления транзисторов инвертора тока. Выводы вторичной обмотки трансформатора соединены с электродом и изделием. Технической задачей изобретения является: за счет уменьшения числа преобразований электрической энергии достигается повышение энергетической эффективности устройства, его надежность устройства - за счет оптимизации числа элементов и упрощение конструкции. 2 н.п. ф-лы, 4 ил.
1. Способ управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов, включающий сварку знакопеременными импульсами сварочного тока прямоугольной формы, которые получают выпрямлением сетевого напряжения, преобразованием его в знакопеременные импульсы напряжения прямоугольной формы посредством инвертора и преобразованием полученных импульсов напряжения в знакопеременные импульсы сварочного тока посредством трансформатора, отличающийся тем, что выводы вторичной обмотки трансформатора подключают непосредственно к электроду и изделию, для преобразования сетевого напряжения в знакопеременные импульсы напряжения прямоугольной формы используют транзисторный инвертор и осуществляют формирование сигнала на переключение транзисторов инвертора для изменения знака выходного напряжения инвертора при достижении током намагничивания трансформатора заданного по модулю значения, который вычисляют как разность токов первичной и вторичной обмоток трансформатора.
2. Устройство для управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов, содержащее входной управляемый выпрямитель, связанный через индуктивный фильтр с входом инвертора, к выходу которого подключена первичная обмотка трансформатора, отличающееся тем, что в него дополнительно введены датчики тока первичной и вторичной обмоток трансформатора и блок управления инвертором, который выполнен на транзисторах, содержит сумматор, узел выделения модуля, узел задания уставки тока намагничивания, узел сравнения и счетный триггер, причем выходы датчиков тока первичной и вторичной обмоток трансформатора соединены со входами сумматора, выход которого через узел выделения модуля связан с первым входом узла сравнения, второй вход узла сравнения соединен с выходом узла задания уставки тока намагничивания, выход узла сравнения соединен со входом счетного триггера, прямой и инверсный выходы которого связаны со входами управления транзисторов инвертора тока, а выводы вторичной обмотки трансформатора выполнены с возможностью подключения непосредственно к электроду и изделию.
| МИЛЮТИН В.С | |||
| и др | |||
| Источники питания для сварки | |||
| - М.: Айрис-пресс, 2007, с.306, рис.6.14, с.311, рис.6.17 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
| Устройство для электродуговой сварки | 1986 |
|
SU1400815A1 |
| Источник питания дуги переменным током | 1986 |
|
SU1355401A1 |
| US 4453073 A, 05.06.1984 | |||
| Способ заточки сверл | 1983 |
|
SU1162573A1 |

