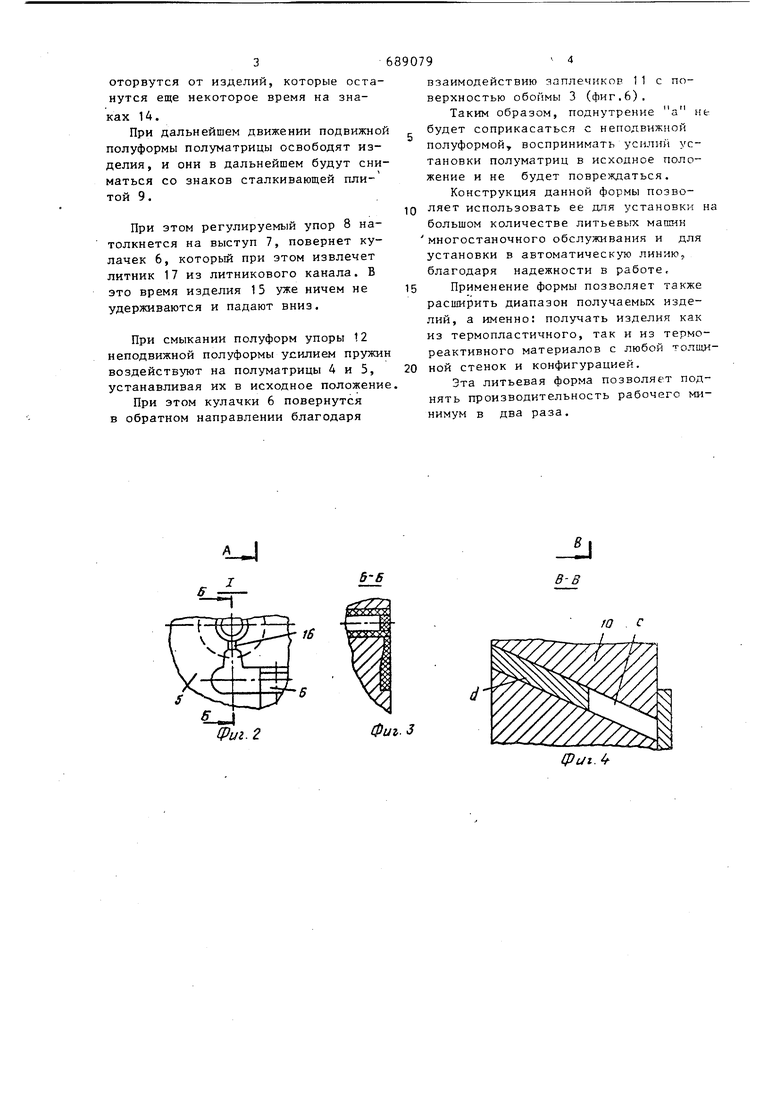
Изобретение относится к области переработки пластических масс и може быть использовано, в частности в радиотехнической промьшишнности для изготовления изделий при многостаноч ном обслуживании литьевых маишн. Известна литьевая форма для изготовления изделий из полимеровS содержащая подвижную и неподвижную пли Tbij матрицу и знаки, укрепленные в раздвижных ползунах. Механическое отделение литников от изделий в известной форме осущест вляется оформляющими отверстия, знаками при возвратно-поступательном движении их ползунов. Недостатком является то, что известную литьевую форму можно применять только для получения изделий, имеющих отверстия, расположенные пер пендикулярно по отношению к направлению выталкивания изделия и на уров не литниковой системы. Кроме того, диаметр впускных литниковых канаоюв должен быть больше офорГДляющего отверстия в изделии. Другим недостатком является то, что.впускные литники, выдаваливаясь из отверстий до извленения разводящи литников, будут сжиматься и ломаться особенно при переработке хрупких материалов, а их остатки останутся в литниковом канале, что не позволит осуществить следующий цикл работы бе очистки литниковых каналов. Известна также литьевая форма для изготовления изделий из полимеров, содержащая подвижную и неподвижную плиты, обойму с {зазмещенными в ней клиновидными полуматрицами, выталкивающую систему и устройство для отделения литника от изделия„ В и вестной форме устройство для отделения линика выполнено в виде ро лика, закрепленного в обойме, и винтового паза, в который входит ролик. В случае использования хрупких материалов литник будет ломаться и оставаться на одной из формующих деталей что снижает надежность формы в работ Цель изобретения - повышение надежности формы в работе. Поставленная цель достигается тем что устройство для отделения литника вьаюлнено в виде шарнирно закрепленн на одной из полуматриц кулачков, кот рые вьтолнены с одной стороны с выступом, и с другой стороны - с поднутрением под литник, а в обойме -выполнен паз под выступ кулачка и закреплен расположенный в пазу регулируемый упор, взаимодействующий с выступом кулачка. На фиг.1 показана подвижная полуформа по плоскости разъема, вид в плане; на фиг,2 - узел 1 на фиг. Г; на фиг.З - сечение Б-Б на фиг.2; на фиг,4 - сечение В-В на фиг.1 (видны направляющие перемещения полуматриц) ; на фиг.5 - сечение А-А на фиг.1; на фиг.6 - подвижная полуформа в момент сброса изделия и литников из формы. Литьевая форма содержит неподвижную Iи подвижную 2 плиты, обойму 3, установленную на подвижной плите, размещенные в обойме клиновидные полуматрицы 4 и 5, в одной гюлуматрице шарнирно закреплены кулачки 6. Каждый кулачок выгюлнен с выступом 7 и поднутрением а под литник. В обойме 3 выполнен .паз Ь под выступ кулачка и закреплен регулируемый упор 8, расположенный в пазу и взаимодействующий с выступом кулачка. В обойме размещена сталкивающая плита 9, на .которой расположены клиновидные раздвижные полуматрицы 4 и 5. Полуматрицы имеют на боковых поверхноствх выступы Ь, взаимодействующие с наклонными .пазами с на планках 10, прилегающих к обойме. На кулачках 6 выполнены заплечики I1для плотного запирания и возврата кулачков в исходное положение. В неподвижной плите расположены подпружиненные упоры 12. Сталкивающая плита 9 связана тягами с плитой крепления хвостовика 13. Отверстия в изделиях оформляются знаками 14. Литьевая форма работает следующим образом. После заливки расплава и соответствующей выдержки подвижная плита начнет отходить от неподвижной. При движении подвижной плиты хвостовик 13 натолкнется на упор литьевой машины (на чертеже не показан) и плита 9 остановится, а с ней остановятся и полуматрицы 4 и 5. Но они начнут раздвигаться в перпендикулярном направлении, благодаря выступам d и наклонным пазам с. Изделия 15 будут сниматься со знаков 14 и освобогкдаться одновременно от полуматриц. При этом впускные литники 16
оторвутся от изделий, которые останутся еще некоторое время на знаках 14.
При дальнейшем движении подвижной полуформы полуматрицы освободят изделия, и они в дальнейшем будут сниматься со знаков сталкивающей плитой 9.
При этом регулируемый упор 8 натолкнется на выступ 7, повернет кулачек 6, который при этом извлечет литник 17 из литникового канала. В это время изделия 15 уже ничем не удерживаются и падают вниз.
При смыкании полуформ упоры 12 неподвижной полуформы усилием пружин воздействуют на полуматрицы 4 и 5, устанавливая их в исходное положение
При этом кулачки 6 повернутся в обратном направлении благодаря
взаимодействию заплечиков 11 с поверхностью обоймы 3 (фиг.6).
Таким образом, поднутрение а не будет соприкасаться с неподвижной полуформой, воспринимать усилии установки полуматриц в исходное положение и не будет повреждаться.
Конструкция данной формы позволяет использовать ее для установки на
большом количестве литьевых машин многостаночного обслуживания и для установки в автоматическую линию, благодаря надежности в работе, 5 Применение формы позволяет также расширить диапазон получаемых изделий, а именно: получать изделия как из термопластичного, так и из термореактивного материалов с любой ной стенок и конфигурацией.
Эта литьевая форма позволяет поднять производительность рабочего минимум в два раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |

ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРОВ, содержащая подвижную и неподвижные плиты.обойму с размещенными в ней клиновидными полуматрицами, выталкивающую систему и устройство для отделения литника от изделия, о т л..и чающаяся тем, что, с целью повышения надежности формы в работе, устройство для отделения литника выполнено в виде шарнирно закрепленных в одной из полуматриц кулачков, кулачки вьшолнены с одной стороны с выступом, и с другой стороны - с поднутрением под литник, а в обойме вьтоднен паз под выступ кулачка и закреплен расположенный в пазу регулируемый упор, взаимодействующий с выступом кулачка.§(Л^-^Фиг.1о»00со о <1 со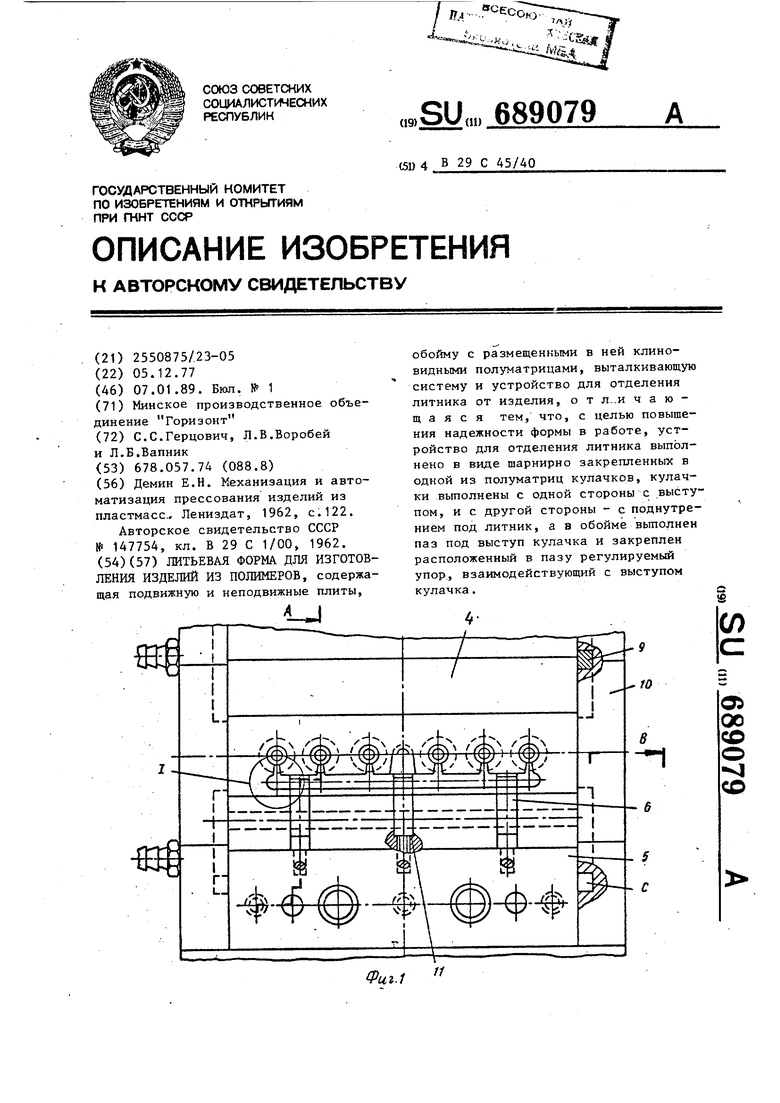
8
-
3-3
Фиъ.З fPuz.S
| Демин Е.Н | |||
| Механизация и автоматизация прессования изделий из пластмасс. | |||
| Лениздат, 1962, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Солесос | 1922 |
|
SU29A1 |
