Изобретение относится к переработке полимерных материалов и может быть использовано в машиностроении для изготовления изделий ступенчатой формы с поднутрением по внешней поверхности типа винтов.
Цель изобретения - повышение качества изделий и улрошение конструкции формы при изготовлении изделий типа винтов.
Указанная цель достигается обеспечением среза литника при раскрытии формы и освобождении изделия, при этом осуществляется также деформирование разводящих литников и выведение их из элементов формы.
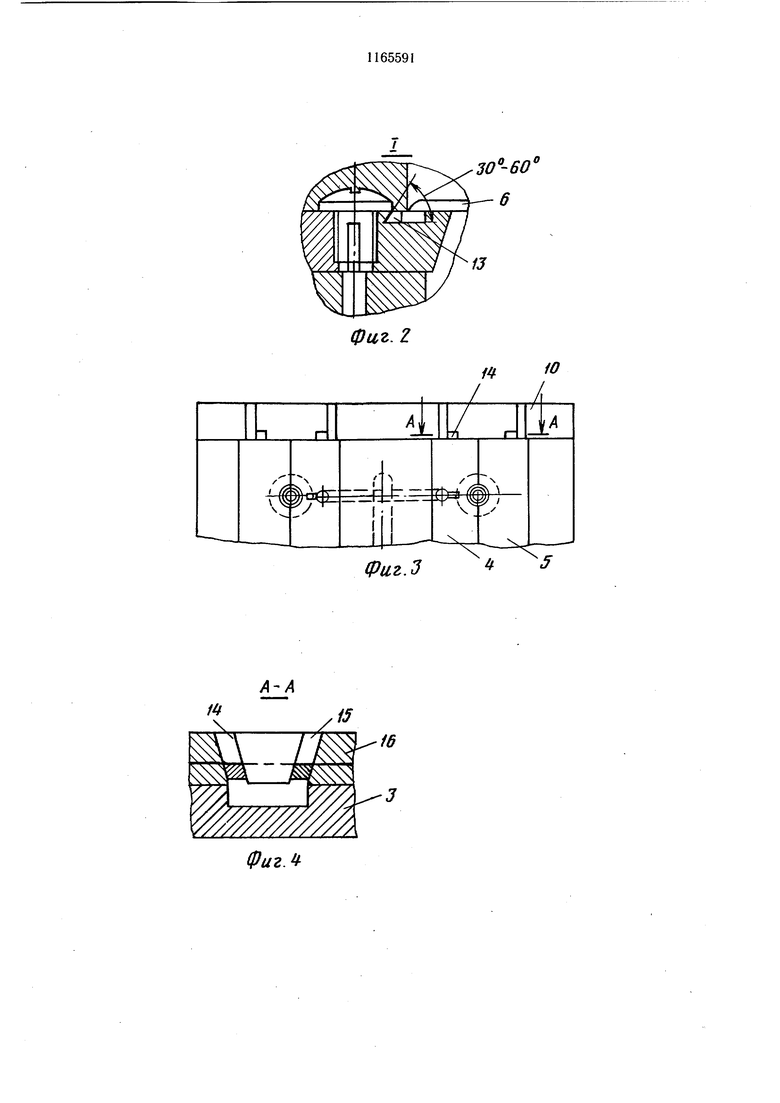
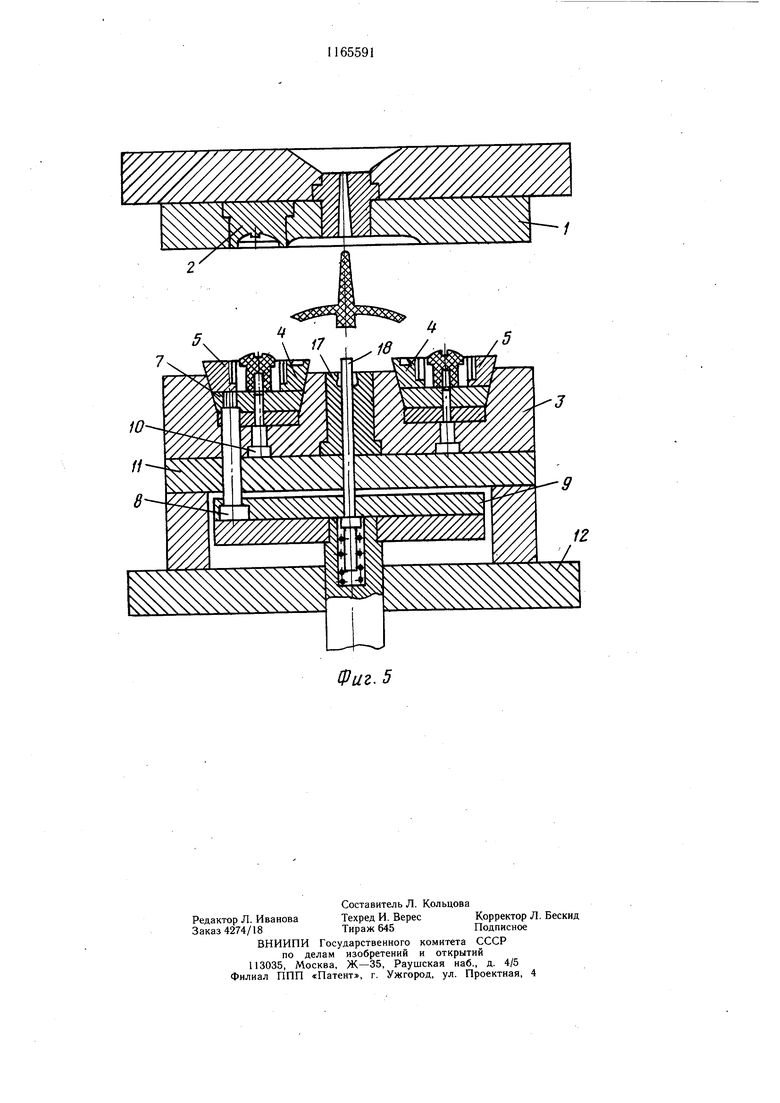
На фиг. 1 показана литьевая форма в сомкнутом положении; ла фиг. 2 - узел I на фиг. 1; на фиг. 3 - раскрытая литьевая форма, план; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - литьевая форма в раскрытом положении.
Литьевая форма содержит неподвижную плиту 1-, в которой жестко установлены формующие вставки 2, оформляющие головку винта, обойму 3 с первой 4 и второй 5 полуматрицами, литниковую систему с разводящим литниковым каналом 6, размещенным в неподвижной плите 1 в плоскости разъёма литьевой формы, толкатель в виде плиты 7 съема, установленной посредством колонки 8 на плите 9 выталкивания и смонтированной с возможностью контактирования с торцами полуматриц 4 и 5 для их раскрытия и перемещения первой и из полуматриц в направлении разводящего литникового канала 6, а второй 5 полуматрицы в противоположном направлении, знак 10, промежуточную 11 и жестко связанную с ней опорную 12 плиты. На торцовой поверхности первой 4 полуматрицы выполнен паз с заостренной под углом 30-60° кромкой под впускной литниковый канал 13.
Угол наклона торцовой стороны паза 30-60° в первой 4 полуматрице выбирается из условия обеспечения качественной срезки и надежности работы. При угле наклона меньше 30° режущая кромка выкращивается, при угле наклона большем 60° режущая кромка может не полностью срезать литник. Полуматрицы 4 и 5 снабжены пальцами 14, размещенными в направляющих наклонных пазах 15, которые выполнены на планках 16 обоймы 3. На обойме 3 жестко установлена втулка 17 с зацепом 18.
Литьевая форма работает следующим образом.
После заполнения формующих гнезд полимерным материалом и технологической выдержки производится раскрытие формы. Плита 9 выталкивания наталкивается на упор литьевой машины (не показан) и перемещает плиту 7 съема. Плита 7 съема толкает полуматрицы 4 и 5. которые за счет взаимодействия пальца 14 с пазом 15 перемещаются в стороны от изделия под углом, освобождая поднутрение. Одновременно плита 7 съема в начальный момент сталкивает деталь со знака 10, оформляющего отверстие и удерживающего деталь по центру смыкания полуматриц 4 и 5 и при перемещении полуматрицы 4 в сторону разводящего литникового канала 6 и разводящей литника
0 острая кромка паза срезает впускной литник, поскольку изделие некоторое время удерживается знаком 10 в приподнятом положении по центру смыкания полуматриц 4 и 5.
При дальнейшем движении полуматриц 4 и 5 изделие остается открытым и висящим
5 на конце знака 12, с которого сталкивается плитой 7 съема.
Под действием полуматрицы 4 разводящий литник деформируется к центру формы, при этом образуется упругая сила, дополнительно способствующая выходу литниковой системы из пазов полуматрицы 4. Это позволяет использовать данную форму в автоматическом режиме работы.
Смыкание литьевой формы происходит в следующей последовательности.
5 После сталкивания изделий и литниковой системы подвижная часть формы получает поступательное движение в обратном направлении. При стыке горизонтальной плоскости неподвижной плиты 1 с полуматрицами 4 и 5 последние по наклонным пазам 15 заходят
0 в обойму 3 и осаживают плиту 7 съема, а через колонку 8 - плиту 9 выталкивателей со щцинделем, приводя их в исходное положение. Центральный выталкиватель вначале в исходное положение опускается за счет плиты 9 выталкивателей, а затем - давлением расплавленного полимерного материала. Литьевая форма предназначена в основном для изготовления изделий ступенчатой формы типа винтов с головкой, имеющей декоративную качественную поверхность.
Поскольку в этом случае необходимо заводить литники под головку, наиболее целесообразно расположение одной оформляющей части изделия в неподвижной плите, а другой - в подвижной.
В предлагаемой литьевой форме наличие
5 впускного литника в подвижной полуматрице, выполненного в виде паза с поднутрением, расположенного в плоскости разъема литьевой формы, позволяет срезать литник, вытолкнуть его. При этом качество лицевой поверхности, головки винта, получается высокое. Сталкивание изделия производится при этом плитой съема. Срез и выталкивание литника производится за одно движение полуматриц, без применения отдельного подвижного элемента.
Фиг. г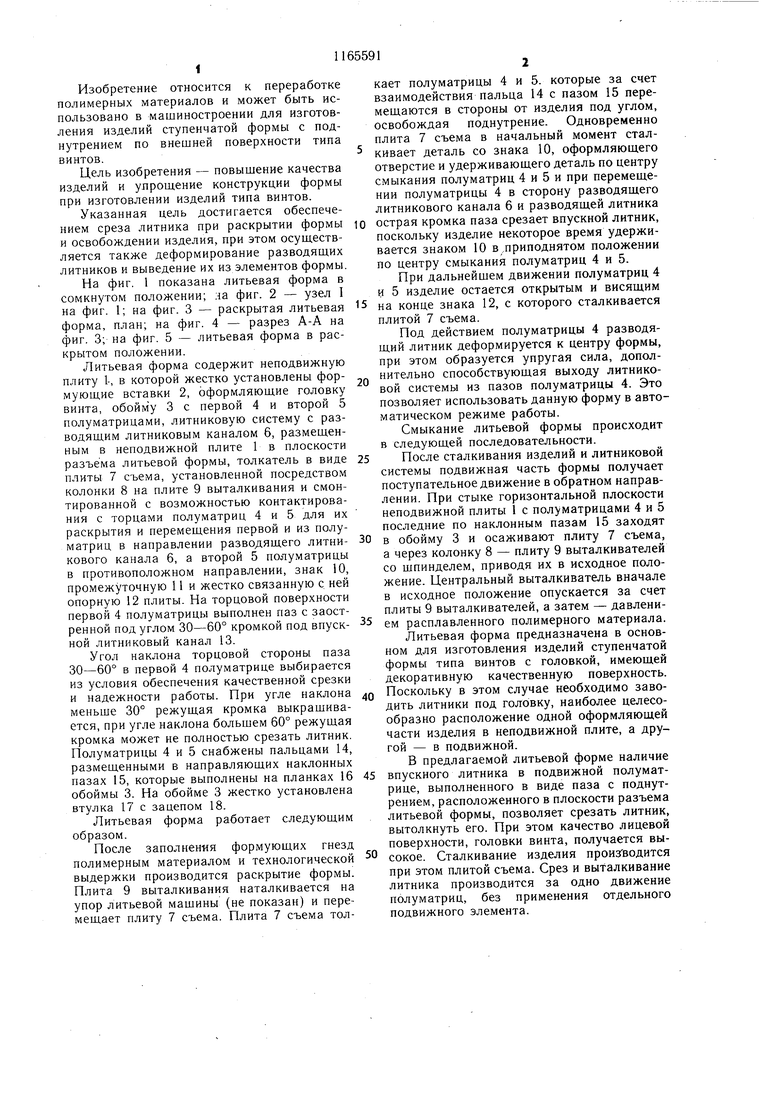
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703478A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Форма для трансферного прессования реактопластов | 1989 |
|
SU1682194A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая неподвижную плиту с формующими вставками, обойму с полуматрицами, литниковую систему с впускным литниковым каналом и разводящим литниковым каналом, размещенным в неподвижной плите в плоскости разъема формы, толкатель, установленный на плите выталкивания и смонтированный с возможностью контактирования с торцами полуматриц для их раскрытия и перемещения первой полуматрицы в направлении разводящего литникового канала, а второй - в противоположном направлении, знак, промежуточную и опорную плиты, отличающаяся тем, что, с целью повыщения качества изделий и упрощения конструкции формы при изготовлении изделий типа винтов, на торцовой поверхности первой полуматрицы выполнен паз с заостренной кромкой под впускной литниковый канал, а полуматрицы снабжены пальцами, расположенными в направляющих наклонных пазах, которые выполнены в обойме.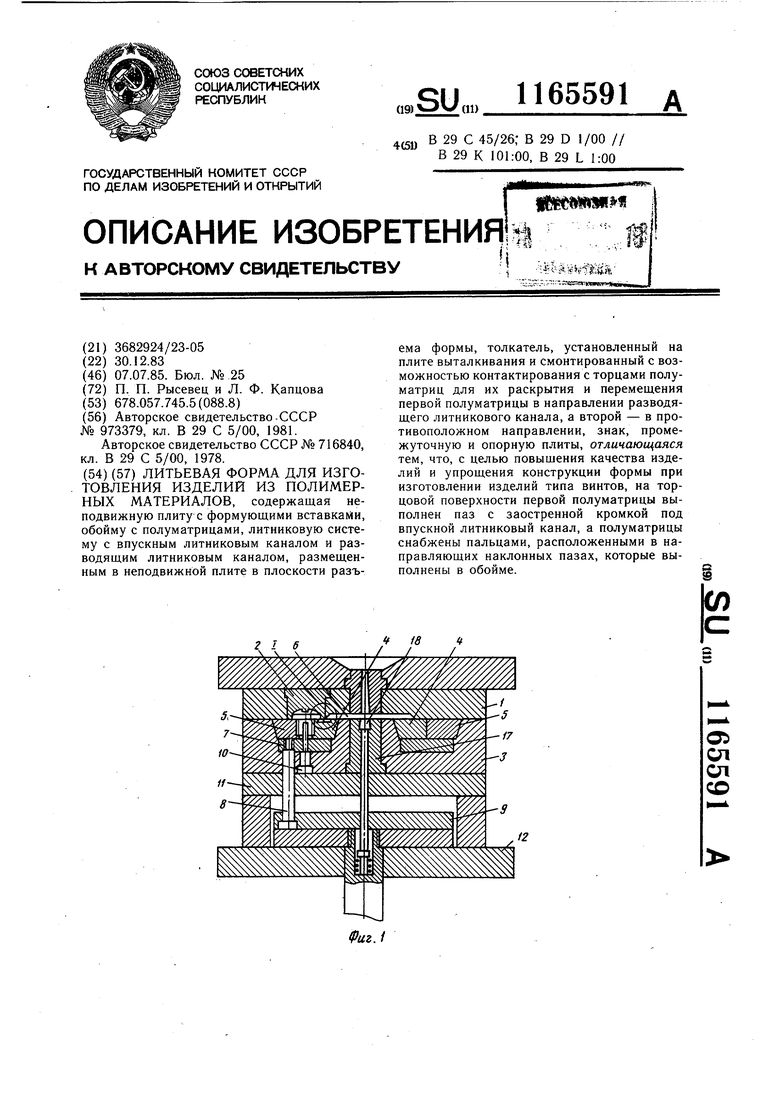
ФигЛ
Фаг. 5
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU973379A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Солесос | 1922 |
|
SU29A1 |
