Изобретение относится к переработке полимерных материалов и может быт использовано в химической промьшшен- кости для изготовления длинномерных изделий с выступами или поднутрениям на внешней стороне.
, Цель изобретения - расширение технологических возможностей литьевой формы за счет обеспечения изготовления изделий с глубокими отверстиями в плоскости разъема формат.
На фиг, 1 показана сомкнутая ли--. тьевая форма, продольный разрезj на фиг, 2 - вид А на фиг. 1 (кид на подвижную часть литьевой формы по плоскости разъема на фиг, 1); на фиг. 3- вид Б на фиг. 2, на фиг, 4 - разрез В-В на фиге 3.
Литьевая форма содер;«ит подвижную 1 и неподвижную 2 формг) с полуматрицами 3 и 4, траверсу 5, связанную пгарнир-но парой рычагов 6 с каждо стороны формы с кронштейнами 7 неподвижной 2 и подвижной 1 гголуформ, ста киватель 8 с втулкой 9 съема, соеди- ченный с полуматрицами 3 и 4 тягой 1 в виде двух частей, части тяги 10 установлены параллельно продольной оси формы, причем концы частей тяги 10 расположены в подвижной 1 и неподвижной 2 полуформах.
В траверсе. 7 закреплен оформляю- пщй длинное отверстие знак 1t, На сталкивателе 8 выполнены направляю- цие пазы 12 типа ласточкин хвост, куда входят соответствуюягиё выступы ползунов 13, расположенных меж-ду по- луматрицами 3 и 4, Ползуны 13 оформляют поднутрения в изделии; а укрепленные на ползунах знаки 14 оформляют в изделии глубокие отверстия, оси которых расположены в плоскости разъема форг-о.. Ползуны 13 осями 15 соединены шарнирно с рычагаг-гт 16, которые, в свою очередь, шарнирно соединены с кронштейнами 17 подвизк- ной 1 и неподвижной 2 полуформ,
В неподвргжной полуформе 2 установлена литниковая втулка 18. В подвижной полуформе 1 в осевом отверстии хвостовика 19 с помощью нтулкк 20 и гайки 21 укреплен экстрактор 22 Вьвдавливание ползунов 13 из формы предотвращают упоры 23, установленные на полуматрицах 3 и 4, а выдавли Вение сталкивателя 8 яверх под воздействием расплава предотвращается
1паимо,чействием скосов 24 полумат- pi-tu 3 и 4 и скосов 25 сталкивателя 8. Литьевая форма работает следующим образом,
После впрыска полимерного материала и технологической выдержки произ- водится раскрытие , при этом подвижная полуформа 1 перемещается на расстоянии i - L , а траверса 5
при зтом с помощью рычагов 6 поднимается на расстоянии е , за счет че- г о знак 11 извлекается из изделия. Одновременно за счет разведения шарниров рычагов 16 на расстояние i-S-i
5 происходит перемешение ползунов 13 на расстояние с в пазу 12 сталкива- теля 8. Благодаря зтому знаки 14 вЕ:,гх:одят из изделия. Соотношение длин рычагов 6 и 16 подобрано таким обра-.
0 зом, что вьщвижение знаков 14изизде- .иий (расстояние а .) больше выдвижения знака 1 1 (расстояние е ), благодаря этому исключается залипание изделия на одном из знаков 14, При
5 дах ьнейшем раскрытии формы хвостовик 19 набегает на упор термопластавто- мага (не показан), перемещается относительно экстрактора 22 и срывает с головки последнего литник.
0 За счет использования полого хвос- . товика 19 и встроенного в нем экстрактора 22 извлечение литника- из лит- никовой втулки и сброс литника осуществляется принудительно, что таран5 тирует работу формы в автоматическом .
Раскрытие формы ограничивается головками тяги 10, После смыкания фортчы цикл повторяется.
0 Использование изобретения позволяет расширить технологические возможности литьевой , а именно позволяет отливать длинномерные изделия с глубокими поднутрениями и от5 верстиями, располагаемыми по оси формы и в плоскости разъема форм), кроме того, повьш ается надежность извлечения литника из литни ковой втулки и его сброс с экстрактора благодаря
0 наличию принудительного устройства- хзостовика.
В частном случае в изделии рукоятка лопаты удается оформлять 5 ск:зознь е боковые отверстия, глубина : оторых в три раза больше отверстия, оформляемого вертикальным знаком.
л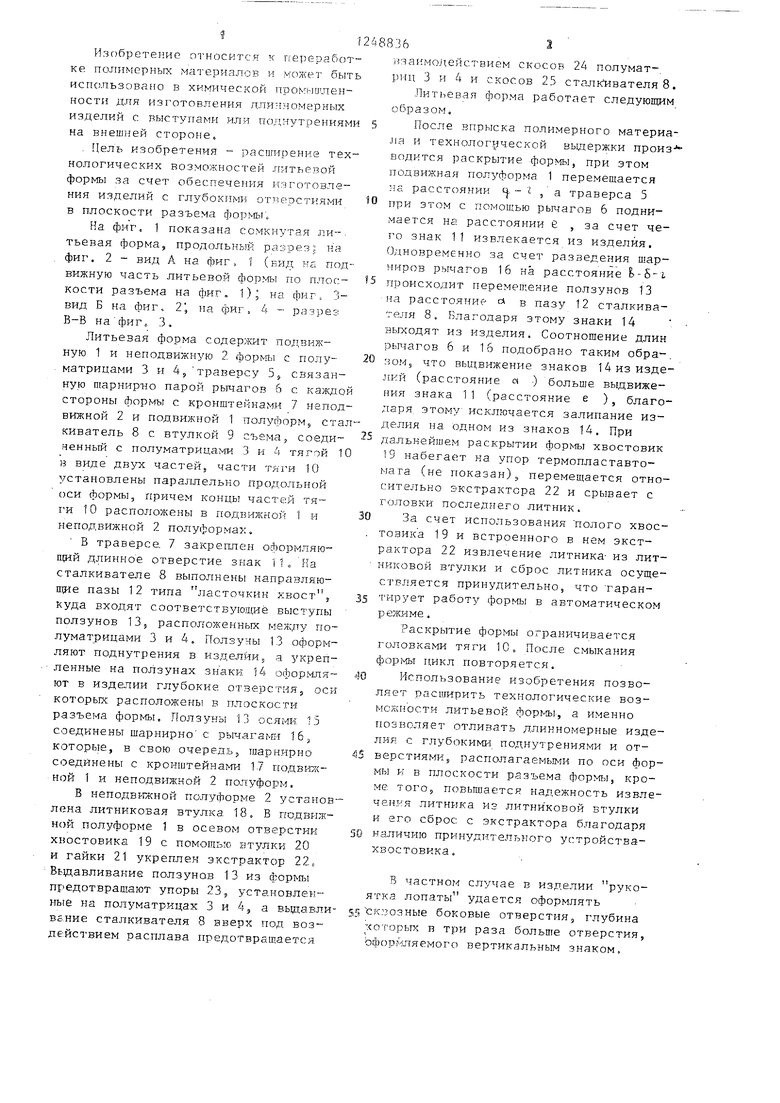
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1981 |
|
SU1007993A1 |
| Литьевая форма для полимерных изделий | 1985 |
|
SU1227484A2 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовленияТРубчАТОгО издЕлия | 1979 |
|
SU852592A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1981 |
|
SU1036565A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |



.. 6
f6
ФигЛ
Редактор А.Шандор
Составитель Л.Кольцова
Техред В,Кадар Корректор Л.Пилипенко
Заказ 4175/15Тираж 640Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Прюизводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Токовихревой датчик для бесконтактного измерения скорости движения | 1977 |
|
SU678411A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1007993A1 |
| Солесос | 1922 |
|
SU29A1 |
