1
Изобретение ртно.сится к оборудованию для формозанря полимерной пены, а именнр к устройству для продзводства пенрматоэ н.а базе изоционатных полим,еров.
Известны формы, имеющие плавающие крьгщки .
Применение т.аких форм дает пен.ы с улу шэрно структурой в верхнем слое, но вс.е ЖР не дарт изотропной пен.
Изврстн. также формы для изготовления изделий из денопласта, содержащие днище, подвижные подпружиненные боковне стенки с упругими эле1у1ентами и крыщку . ,
Такре устройстдр не рбеспечивает получения изотропной пены изготавливаемого изделия.
С целью обеспечения изотропной структуры изделия в предлагаемой форме, содержащей днище, подвижные подпружиEeHUfeie боковое стенки с упругими элементами и крыщку, днище вьшрлнено виде поддона с буртдком до периметру размером, соответствующим размеру готового изделия, а боковые стенки образуют короб размером меньшим размера гртового издедия, упругие элементы которых э.ыполдеды в виде ряда жгутов, расположенных на
ребрах короба и закрепледных н двух соседних стенках досредстврм крючкрв.
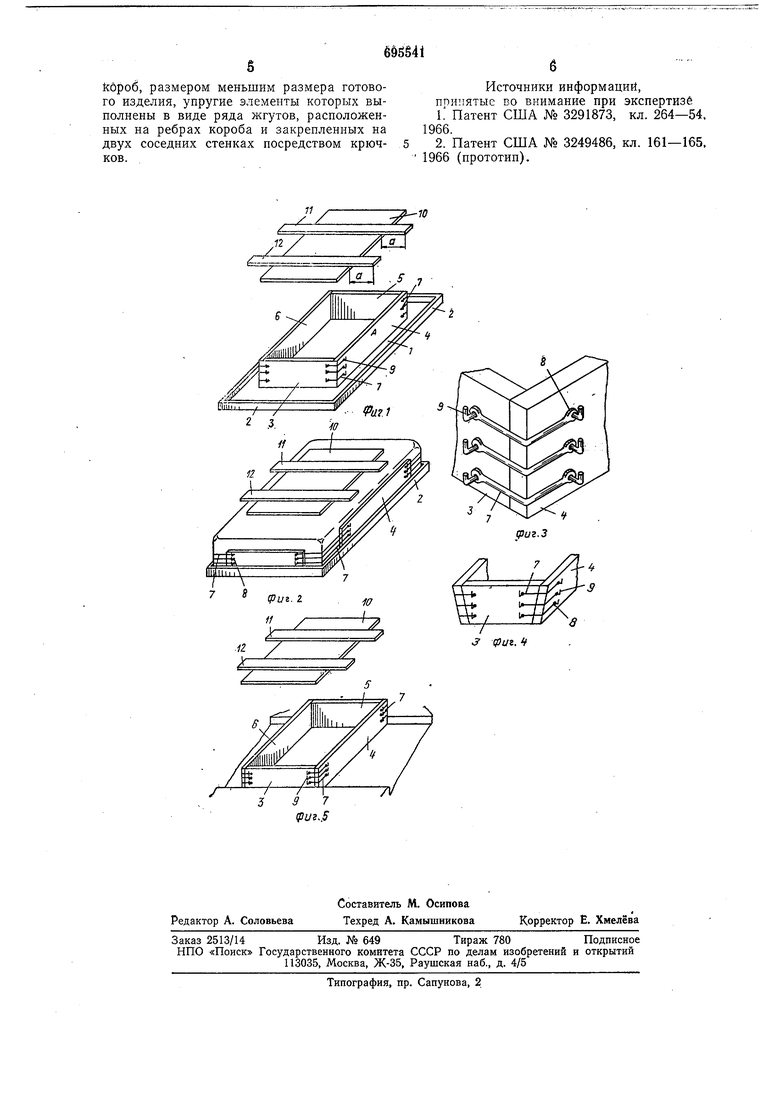
На фиг. I показана форма в дерабрчем срстрянри; на фиг. 2 -- то же, в рабр1,ем срстрянии; на фиг. 3 - крецление стерок гутами; на фдг. 4 и 5 .-гг- вариадть выполнения фор.мьь
Форма состоит из прямоугрльдогр дна 1, представляющего србри лист фанеры , алюМИ1НИЯ и других, снабж,е.цньш вертикальными бурти амд 2 до периферии. BpKOgi ie стерки 3, 4, 5 и 6, иижни.е края крторых скрльзят по дну 1, ограничивают ,сть А прямоугрльнрго сечерия формы. Дертд сальные края стерок удерживаются вприты.к друг с другом с дрмощью растягивающихся резирррух : гутов 7, имеющих д,а каждом .кррце проушину 8, которой зацепляются за крюки 9, р,аспрлрженн,ы,е на раруждой дррерхррсти концов .бркрвых ст,енрк 3, 4, 5 и 6. На фиг. 2 брдее детальдо иллюстрируется ра,сд6ложерие жгутов 7 с проушинами 8, зацецляем 1ми за крюки 9, при стыке вертикальрых краев брковьтх стерок 3 и 4.
Бокрвь1е стерки 3, 4, .5 д 6 при сборке для рбразрв ария полрстд Л распрлагаются .симметричрр на дре 1 формы, т,ак то расстояние между наружной поверхностью каждой боковой стенки и соответствующим вертикальным буртом 2 на нериферии дна формы одинаковое. Это расстояние выбирается таким, чтобы достигалась оптимальная степень раздвигаемости боковых стенок для данной полимерной пены, которая должна формоваться. Это расстояние может регулироваться различными способами. Например могут изменяться линейные размеры боковых стенок или может быть сделано измеряемым положение вертикальных буртиков 2, предусматривая на нериферии дна 1 формы ряд мест, где буртики 2 могут временно закрепляться с помощью болтов, винтов и др.
Крышка 10 формы представляет лист, который по конфигурации соответствует площади полости А формы.
Крышка 10 формы снабжена поперечинами 11 и 12, прикрепленными к поверхности крышки болтами или винтами, и выступают за наружные края крышки на расстояние а, равное расстоянию между наружной поверхностью любой боковой стенки 3, 4, 5, 6 и соответствующим буртиком 2, противолежащим этой стенке,
Крышка 10 с выступающими концами поперечин 11 и 12 при накладывании на форму может скользить по верхним краям боковых стенок 4 и 6 и служит для образования закрытой формы.
Работа устройства осуществляется следующим образом.
Для изготовления изделия устанавливают на дно 1 короб из боковых стенок 3, 4, 5 и 6, соединенных упругими жгутами 7, как показано на фиг. 1. Поверхности боковых стенок 3, 4, 5 и 6 дна 1 и крышки 10 покрываются листами антиадгезионной пленки для облегчения выема из формы пенопродукта, а также для сохранности заливаемой в полость жидкой смеси для получения пены.
Эта смесь загружается в полость формы любым обычно применяемым смешивающим или дозирующим устройством.
Количество смеси, загружаемой в форму, больше, чем требуется для заполнения форйы в нераздвинутом состоянии.
После загрузки смеси в полость А формы на нее накладывается крышка 10, причем выступающие концы поперечины 11 и 12 опираются на верхние края боковых стенок 4 и 6. Когда смесь вспениваясь, начинает подниматься, она оказывает все увеличивающееся давление на внутренние поверхности боковых стенок 3, 4, 5 и 6. Когда это давление превысит сжимающие силы эластичных жгутов 7, боковые стенки будут раздвигаться до тех пор, пока не будут остановлены буртиками 2 дна 1 формы. Момент, когда начинается стадия расширения пены и скорость, с которой раздвигаются стенки можно регулировать, выбирая заранее силу натяжения, оказываемого жгутами 7. Расстояние, на которое могут раздвигаться боковые стенки, может выбираться заранее указанным ранее образом.
Когда поднимающаяся пена достигнет нижней стороны крышки 10, последняя будет оказывать, в зависимости от ее веса, сжимающее действие на дальнейшее расширение пены в вертикальном направлении, заставляя таким образом пену, расширяться в боковых направлениях. Очевидно, что вертикальное расширение пены будет задерживаться до тех пор, пока сила давления пены не превысит веса крышки. Этот момент может устанавливаться заранее, путем подходящего выбора веса крышки. Кроме того, подходящим координированием веса крышки и сопротивления оказываемого жгутами 7 возможно достичь желаемой комбинации бокового и вертикального сопротивления движению образующейся пены. Наиболее подходящая комбинация этих параметров, необходимая для достижения почти полной изотропности получающейся пены, определяется способом повторных проб.
На фиг. 2 показан вид вспененного изделия и раздвинутых элементов формы по окончании формования.
Данная конструкция формы может быть несколько изменена. Боковые стенки 3, 4, 5 и 6 могут быть изготовлены и собраны так, что получается полость формы с отклоняющимися наружу боковыми стенками. При других модификациях формы согласно изобретению, стопорные устройства для ограничения бокового движения стенок не обязательно должно быть в виде непрерывных вертикальных буртов 2, по могут быть в виде многих отдельных выступов, например стержней брусков и др.
На фиг. 5 показана конструкция формы, у которой только две боковые стенки являются подвижными, т. е. боковые стенки.4 и б, тогда как боковые стенки 3 и 5 упираются в вертикальные буртики 2 дна 1 формы.
Данная форма позволяет за счет обеспечения заданного давления невспенивающейся смеси получить изотропную структуру изделия. Простота конструкции позволяет использовать ее вне производственных условиях.
Формула изобретения
Форма для изготовления изделий из пенопласта, содержащая дпище, подвижные подпружиненные боковые стенки с упругими элементами и крышку, отличающаяся тем, что, с целью обеспечения изотропной структуры изделия, днище выполнено в виде поддона с буртиком по периметру размером, соответствующим размеру готового изделия, а боковые стенки образуют g йброб, размером меньшим размера готового изделия, упругие элементы которых выполнены в виде ряда жгутов, расположенных на ребрах короба и закрепленных на двух соседних стенках посредством крючков. ш ш 6 Источники информации, примятые во внимание при экспертизе 1. Патент США № 3291873, кл. 264-54, 1966. 5 2. Патент США № 3249486, кл. 161-165, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Упаковка и листовая заготовка для упаковки | 2018 |
|
RU2704030C1 |
| КОНСТРУКЦИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2393301C2 |
| ПРЕДВАРИТЕЛЬНО ЗАПОЛНЕННЫЕ АМПУЛЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2197279C2 |
| БЫСТРОСЪЕМНАЯ ТЕПЛОВАЯ ИЗОЛЯЦИЯ | 2004 |
|
RU2259510C1 |
| БРИТВА | 1991 |
|
RU2098265C1 |
| Устройство для осланцевания горных выработок | 2024 |
|
RU2830714C1 |
| Упаковка для оптически считываемого диска | 1987 |
|
SU1575932A3 |
| БЫТОВОЙ КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПЛОДОВ И ОВОЩЕЙ | 1992 |
|
RU2007904C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2601870C2 |
| Коробка разового пользования для упаковки сигарет | 1961 |
|
SU147975A1 |
(риг.З
/Л /.
// I
3 фиг. Ч
