1
Изобретение относится к средствам неразрушающего контроля и может быть использовано при неразрушающем контроле, в частности при измерении геометрических размеров шти физико-механических свойств труб, прутков и других протяженных изделий.
Известен способ автоматизированного неразрушающего контроля протяженных изделий, заключающийся в том, что около изделия на заданном расстоянии располагают один или группу преобразователей, производят ими сканировайие изделия и судят о величине контролируемого параметра по сигналам преобразователей, записанным на регистрирующий прибор 1.
По этому способу для гарантированной отбраковки изделий с выходяпдам за пределы допуска контролируемым параметром сканирование осуществляют по всей поверхности изделия специальным протяжным механизмом, обеспечивающим вращательно-поступательное перемещение гфеобразователя (преобрачоватепей) и (или) изделия относительЕЮ друг друга При зтом геометрическое место точек, по которым происходит измерение, имеет вид спирали, а частота изменения сигнала, пропорщганального контролируемому параметру, зависит от скорости враи1ения.
Недостатком способа является невысокая скорость контроля, что объясняется тем, что при регистращш сигналов преобразователя на оконечный регистрирующий прибор иногда необ- ходимо снизить скорость прохождения трубы в связи с инердионностью регистрирующего прибора.
Целью изобретения является повьипение скорости контроля.
Поставленная цель достигается тем, что в каждый момент времени из сигналов преобразователей выделяют сигналы, характеризующие только наименьшее и наибольшее значения контролируемого параметра.
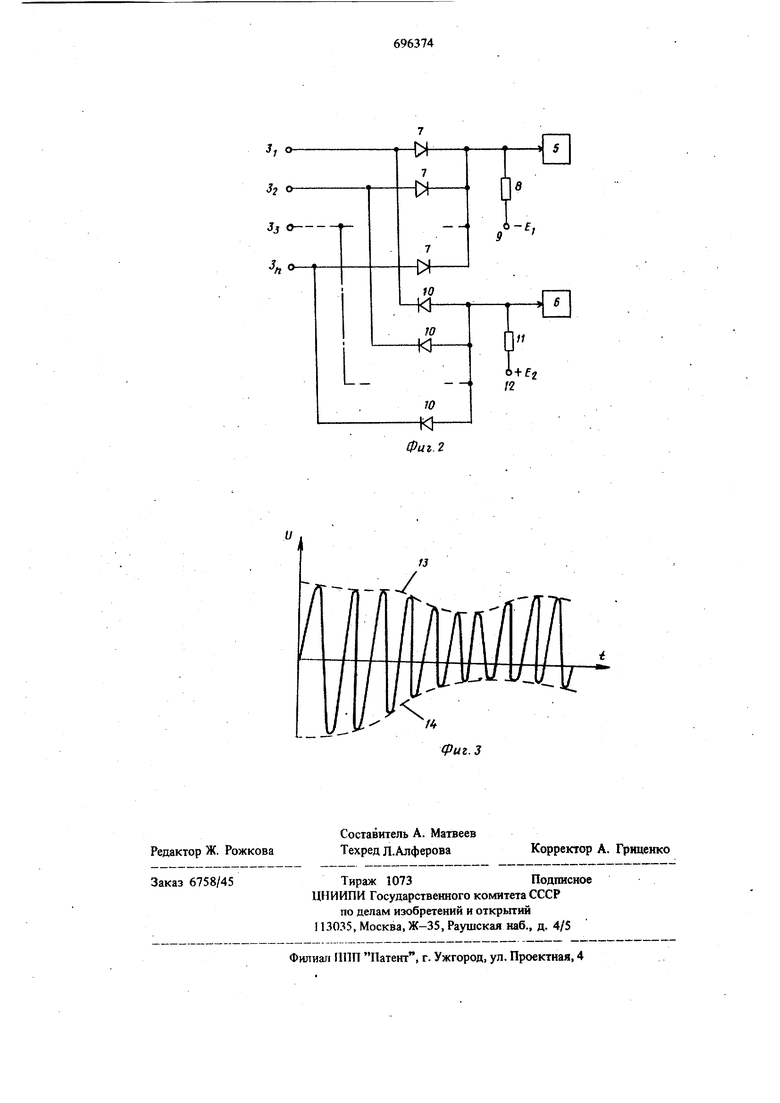
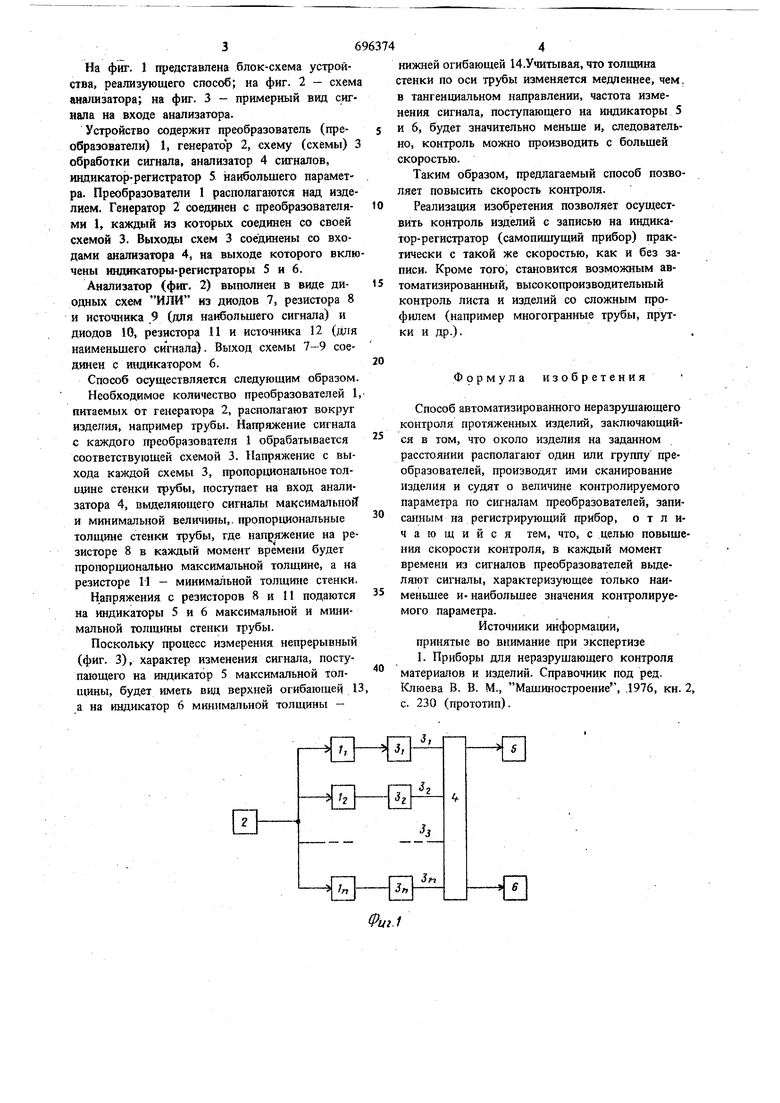
Выделение из непрерывного сигнала его экстремальных значений позволяет сократить количество записываемой информации, а следовательно, при том же быстродействии регистрирующего прибора повысить скорость прохода изделия, т.е. скорость контроля. На фиг. 1 представлена блок-схема устройства, реализующего способ; на фиг. 2 - схема «на шзатора; на фиг. 3 - примерный вид сигпала на входе анализатора. Устройство содержит преобразователь (преобразователи) 1, генератор 2, схему (схемы) 3 обработки сигнала, анализатор 4 сигналов, индикатор-регистратор 5 наибольшего параметра. Преобразователи 1 располагаются над изделием. Генератор 2 соединен с преобразователями 1, каждый из которых соединен со своей схемой 3. Выходы схем 3 соедкнеиы со входами анализатора 4, на выходе которого вклю чены индикаторы-регистраторы 5 и 6. Анализатор (фиг. 2) выполиеи в виде диодных схем ИЛИ КЗ диодов 7, резистора 8 и источника 9 (для наибольшего сигнала) и диодов 10, резистора 11 и источника 12 (для наименьшего сигнала). Выход схемы 7-9 соединен с индикатором 6. Способ осуществляется следующим образом. Необходимое количество преобразователей 1, питаемых от генератора 2, располагают вокруг изделия, например трубы. Йапряжение сигнала с каждого преобразователя 1 обрабатывается соответствующей схемой 3. Напряжение с выхода каждой схемы 3, пропорциональное толщине стенки трубы, поступает на вход анализатора 4, пьщеляющего сигналы максимальной и минимальной величины,, пропорциональные толщине стенки трубы, где напряжение на резисторе 8 в каждый момент времени будет пропорционально максимальной толщине, а на резисторе М - минимальной толщине стенки, Напряжения с резисторов 8 и 11 подаются на индикаторы 5 и 6 максимальной и минимальной стенки трубы. Поскольку процесс измерения непрерывный (фиг. 3), характер изменения сигнала, поступающего на индикатор 5 максимальной толщины, будет иметь вид верхней огибающей 13 а на индикатор 6 минимальной толщины нижней огибающей 14.Учитывая, что толщина стенки по оси трубы изменяется медленнее, чем, в тангенциальном направлении, частота изменения сигнала, поступающего на индикаторы 5 и 6, будет значительно меньше и, следовательно, контроль можно производить с большей скоростью. Таким образом, предлагаемый способ позволяет повысить скорость контроля. Реализация изобретения позволяет осуществить контроль изделий с записью на индикатор-регистратор (самопишущий прибор) практически с такой же скоростью, как и без записи. Кроме того, становится возможным автоматизированный, высокопроизводительный контроль листа и изделий со сложным профилем (например многогранные трубы, прутки и др.). Формула изобретения Способ автоматизированного неразрушающего контроля протяженных изделий, заключающийся в том, что около изделия на заданном расстоя1 ии располагают один или группу преобразователей, производят ими сканирование изделия и судят о величине контролируемого параметра по сигналам преобразователей, записанным на регистрирующий прибор, отличающийся тем, что, с целью повышения скорости контроля, в каждый момент времени из сигналов преобразователей выделяют сигналы, характеризующее только наименьшее и- наибольшее значения контролируемого параметра. Источники информации, принятые во внимание при экспертизе 1. Приборы для неразрушающего контроля материалов и изделий. Справочник под ред. Клюева В. В. М., Машиностроение, .1976, кн. 2, с. 230 (прототип).
13
tif
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
| Способ контроля роста трещин в образцах материалов | 1990 |
|
SU1758545A1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| СПОСОБ ОБНАРУЖЕНИЯ СКВОЗНЫХ ДЕФЕКТОВ В ТРУБОПРОВОДАХ | 1991 |
|
RU2020467C1 |
| Устройство для контроля механических свойств изделий из ферромагнитных материалов | 1981 |
|
SU987506A1 |
| Способ определения толщины стенки трубопровода в зоне дефекта типа "потеря металла" на основе статистической стабилизации параметров сигнала по данным ультразвуковой секции WM | 2018 |
|
RU2687846C1 |
| Способ автоматизированного контроля сплошности изделий и устройство для его осуществления | 2019 |
|
RU2720437C1 |
| Устройство для измерения толщины немагнитных электропроводящих листовых изделий | 1990 |
|
SU1762109A1 |
| ВИХРЕТОКОВОЕ УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 1996 |
|
RU2111482C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |