Область техники
Изобретение относится к области измерительной техники и может быть использовано для оценки надежности и качества различных изделий. Особенно актуально применение данного изделия для контроля материалов, имеющих большой разброс характеристик (данный разброс определяется разбросом характеристик различных физических полей после их воздействия на контролируемый материал - тепловых, акустических, радиоволновых), например, многослойных конструкций из полимерных композиционных материалов (ПКМ).
Изобретение может быть использовано для контроля надежности и качества сложных пространственных многослойных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации: трубопроводов, пространственных сетчатых конструкций, отсеков космических аппаратов, ракетных двигателей, элементов авиационных двигателей, герметичных сосудов.
Особенно эффективно применение заявленного изобретения при испытании потенциально опасных и дорогих в изготовлении конструкций, к которым с одной стороны предъявляются высокие требования по надежности и качеству эксплуатации, с другой стороны они являются достаточно дорогими и трудоемкими в изготовлении для того, чтобы большое количество конструкций можно было заменить другими изделиями, имеющими требуемые параметры. Достоверное выявление дефектов очень актуально для изделий, работающих в потенциально опасных условиях - нефте-газопрововодов, изделий ракетно-космической техники, где существуют взаимно исключающие требования: с одной стороны, требуется обеспечить необходимую надежность конструкции (например, увеличить ее толщину), а с другой стороны, имеются ограничения по массе и габаритным размерам, которые требуют уменьшить толщину материалов. Немаловажную роль в этом играют и экономические аспекты. При этом требуется определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие наличия дефектов типа нарушения сплошности), что может привести к аварии и которые возможно необходимо укреплять.
Уровень техники
Достоверное определение качества сплошности материала является актуальной задачей в процессе создания эффективных и надежных конструкций из различных материалов.
Существует большое количество методов контроля сплошности материала: рентгеновский, ультразвуковой, визуальный оптический, вихретоковый, а также их комбинации.
Все методы имеют свои особенности и области применения. Но все методы имеют одну общую операцию - процесс обнаружения нарушения сплошности (дефектов), т.е. выделение в контролируемом материале областей, имеющих характеристики, отличные от основного материала. Это могут быть, например, трещины, расслоения и т.п.
При этом, к методам контроля предъявляются требования обнаружения дефектов с необходимой достоверностью, определение границ дефектов с необходимой погрешностью.
Задача обнаружения и идентификации дефектов значительно усложняется сложной формой поверхности изделий (например, цилиндрическая форма) и сложной внутренней конструкцией, большими габаритными размерами изделий, случайным разбросом характеристик изделий по их поверхности (что особенно характерно для ПКМ).
Перспективным направлением в современной технике является использование композитных материалов, как металлических, так и полимерных, обладающих рядом преимуществ перед традиционными материалами, особенно в нефтегазовой отрасли, авиакосмических отраслях техники, машиностроении, энергетике. Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них и технологией изготовления, рядом преимуществ перед металлами.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок.
Повысить качество конструкций невозможно без достоверной оценки критериев качества материалов. Соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Признаками качества конструкций, особенно в трубопроводах, ракетно-космической и авиационной отраслях, являются массогабаритная и энергетическая характеристики, которые определяются, в т.ч. качеством сплошности материала.
Большое значение приобретают методы неразрушающего контроля, основанные на различных физических принципах, и методы достоверного для решаемой задачи обнаружения внутренних нарушений сплошности по анализу изменения результатов взаимодействия физических полей с контролируемым материалом. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность их эксплуатации и дать рекомендации по ее ремонту или восстановлению.
Методы обнаружения дефектов и идентификации дефектов типа нарушения сплошности в процессе автоматизированного неразрушающего контроля подробно раскрыты в: ЕР 0486689 A1, SU 1396046 A1, SU 1158919 A, SU 319895, SU 1649414 А1, SU 824032, DE 4031895 A1, SU 2171469, SU 2676857, SU 145435, SU 2650711, SU 2654298, SU 2666158, SU 172618.
Общий недостаток практически всех существующих методов и средств автоматизированного неразрушающего контроля заключается в большой погрешности определения границ дефектных участков при определении порогового значения сигнала по эталонному дефекту и обнаружении дефектных участков осуществляется путем сравнения сигнала по поверхности контролируемого материала с пороговым значением сигнала. Это связано с тем, что при настройке системы контроля по эталонному дефекту, с целью обеспечения максимальной производительности контроля (особенно при автоматизированном контроле крупногабаритных конструкций) для сканирования выбирается максимально возможный шаг сканирования (как правило в три раза меньше размера минимального эталонного дефекта) и минимальная частота зондирующих импульсов для обеспечения максимальной производительности без потери достоверности обнаружения дефектов.
Наиболее близкими по технической сущности к представленным способу и устройству являются способ и устройство, охарактеризованные в работе И.Н. ЕРМОЛОВ, Н.П. АЛЕШИН, А.И. ПОТАПОВ. Неразрушающий контроль. Акустические методы контроля. Кн. 2. - М.: Высшая школа, 1991, с. 92-95.
Известный способ включает следующие действия:
- размещение на контролируемом изделии эталонного дефекта, соответствующего по характеристикам реальным дефектам в изделии и имеющим минимальные размеры Δхэ × Δуэ в начале траектории сканирования, где Δхэ - протяженность эталонного дефекта в направлении траектории сканирования, Δуэ - протяженность эталонного дефекта в направлении перпендикулярном траектории сканирования,
- измерение перед проведением контроля величины сигнала на контролируемом изделии вблизи эталонного дефекта - Ui=0, где i - целочисленная координата контролируемой поверхности по траектории сканировании,
- измерение величины изменения сигнала на эталонном дефекте - ΔUэ=Uэ-Ui=0, где Uэ - величина сигнала на эталонном дефекте,
- установку величины порогового сигнала для выявления дефектов в изделии следующим образом:
Uпор=Ui=0+ΔUэx n,
где 0<n <1 - коэффициент определяется экспериментально или в результате расчета перед проведением контроля,
- двухмерное сканирование (по координатам х, у) поверхности контролируемого объекта по траектории возвратно-поступательного или спирального движения информационными датчиками физического поля с шагом Δу,
- введение в изделие в процессе сканирования физического поля в виде сигнала с частотой импульсов fи,
- измерение величины сигналов (Ui) излучения физического поля после взаимодействия с контролируемым объектом с каждой точки поверхности контролируемого объекта,
- регистрацию аномальных зон (дефектов) Mj, сравнивая текущее значение сигнала по траектории сканирования с пороговым значением сигнала, например,:
здесь j - порядковый номер дефекта по траектории сканирования,
здесь предполагается, что сигнал на аномальной зоне (дефекте) будет больше порогового значения сигнала,
Однако этот способ имеет существенные недостатки, присущие всем приведенным выше техническим решениям: обеспечение максимальной производительности повышает погрешность определения границ выявляемых дефектов. Это ухудшает метрологические характеристики системы и технологии контроля, снижает вероятность определения браковочного признака изделия и т.п.
При соблюдении условия обеспечения малой погрешности границ дефектов известный способ имеет низкую производительность.
В связи со случайным расположением дефектов в изделии текущая траектория сканирования датчика информационного сигнала по изделию может изменяться случайным образом по отношению к расположенному дефекту, что увеличивает вероятность повышения погрешности определения координат границ дефектов, его площади, размеров и т.п. Это снижает достоверность контроля.
В этой же книге описано наиболее близкое к предлагаемому устройство для автоматизированного неразрушающего контроля качества объекта, включающее последовательно соединенные
- блок измерения величины сигнала излучения физического поля, включающий датчики излучения и регистрации физического поля и генератор импульсов сигнала,
- пороговое устройство,
- регистратор.
Данное устройство не позволяет определить координаты границ дефектов с малой погрешностью при обеспечении высокой производительности.
Поэтому на сегодняшний день имеется потребность в создании способа контроля реальных конструкций из сложных материалов, который может применяться на практике для широкого круга объектов с различными характеристиками и позволяет обнаруживать различные типы внутренних дефектов с минимальной погрешностью координат их местоположения, размеров и т.п. с достаточно высокой производительностью.
Технический результат, на достижение которого направлено настоящее изобретение, состоит в обеспечении оперативного достоверного контроля качества сплошности многослойных сложных конструкций и их элементов в процессе производства и в реальных условиях эксплуатации, т.е. снижение погрешности определения границ и местоположения дефектных участков без снижения производительности контроля.
Т.е. в конечном итоге изобретение решает задачу повышения безопасности эксплуатации сложных потенциально опасных конструкций.
Сущность изобретения
Этот технический результат в части способа достигается за счет того, что в способе автоматизированного контроля сплошности изделий, включающем: размещение на изделии в начале траектории сканирования эталонного дефекта, соответствующего по характеристикам реальному дефекту в изделии и имеющего размеры Δхэ × Δуэ, соовтетствующие минимально возможным размерам дефекта в изделии, где Δхэ - протяженность эталонного дефекта в направлении траектории сканирования, Δуэ - протяженность эталонного дефекта в направлении перпендикулярном траектории сканирования, - измерение перед проведением контроля величины сигнала на изделии на расстоянии не более размера минимального дефекта - Ui=0, где i - целочисленная координата контролируемой поверхности по траектории сканировании, измерение величины изменения сигнала на эталонном дефекте - ΔUэ=Uэ-Ui=0, где Uэ - величина сигнала на эталонном дефекте, установку величины порогового сигнала для выявления дефектов в изделии следующим образом:
Uпор=Ui=0+ΔUэx n,
где n коэффициент, выбираемый перед проведением контроля из диапазона - 0<n<1,
двухмерное сканирование в координатах х, у поверхности контролируемого объекта по траектории возвратно-поступательного движения датчиком излучения физического поля с шагом Δх, Δу, воздействие на изделие в процессе сканирования физическим полем в виде импульсного сигнала с частотой fи, измерение величины сигналов (Ui) излучения физического поля после взаимодействия с изделием с каждой точки поверхности изделия, регистрацию дефектов Mj, путем сравнения текущего значения сигнала по траектории сканирования с значением пороговым сигнала:
здесь j - порядковый номер дефекта по траектории сканирования,
при условии, что сигнал с дефекта больше значения порогового сигнала,
при обнаружении j-го дефекта Mj=1 увеличивают частоту fи импульсов воздействия физическим полем на величину Δfи: fр=fи+Δfи,
где Δfи - изменение частоты сигнала, fp - рабочая частота импульсов при регистрации сигнала, которая устанавливается при обнаружении дефекта,
и уменьшают шаг сканирования Δу на величину (δΔу):
Δур=Δу-δΔу, где Δур - рабочий шаг сканирования, который устанавливается при определении дефекта,
- после выхода за границы j-го дефекта при Mj=0 частоту fp импульсов снижают до величины fи,
- и шаг сканирования Δур снижают до величины Δу.
Технический результат достигается также за счет того, что в качестве физического поля используют ультразвуковое, радиоволновое, рентгеновское или инфракрасное.
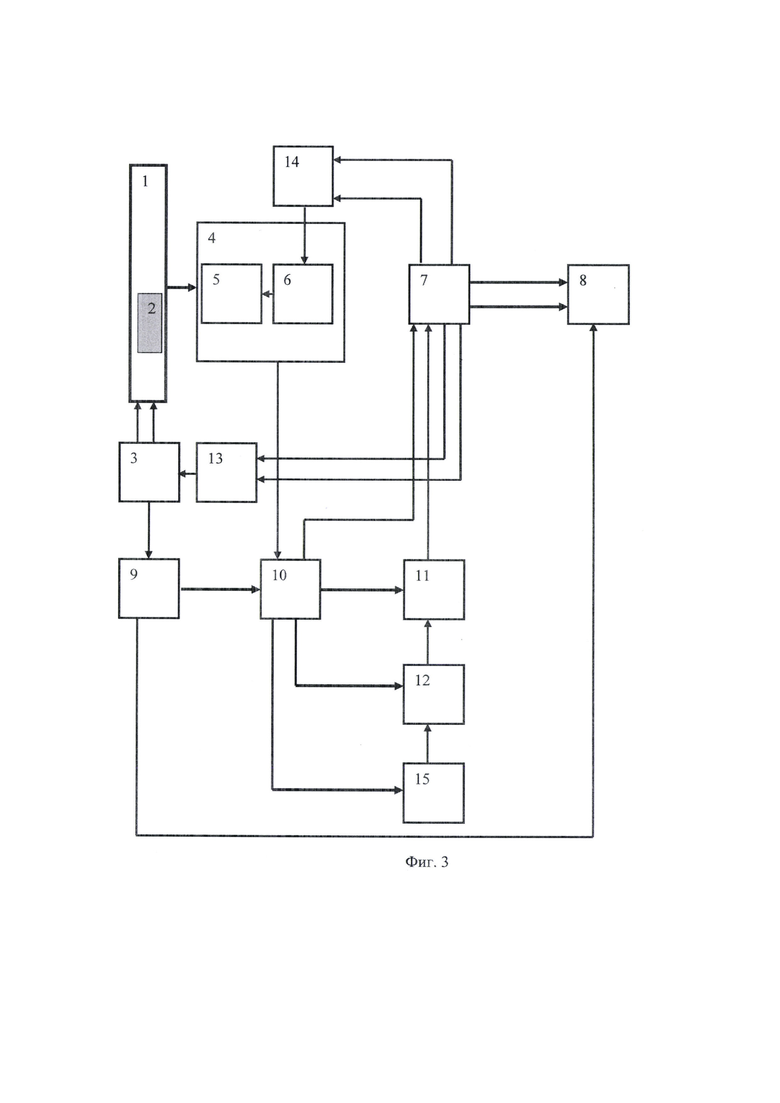
Технический результат также обеспечивается использованием устройства для автоматизированного контроля сплошности изделий, включающего блок измерения величины сигнала излучения физического поля, включающий датчики излучения физического поля и генератор импульсов сигнала, сканирующую систему, пороговое устройство и регистратор, при этом сканирующая система установлена с возможностью обеспечения относительного перемещения изделия и блока измерения сигналов для сканирования поверхности изделия по траекториям возвратно-поступательного или спирального движения, а выход генератора импульсов сигнала подключен к входу датчика физического поля, в которое введены: блок позиционирования, блок сравнения, сумматор, умножитель, блок управления сканирующей системой, блок управления генератором импульсов сигнала и блок памяти, при этом блок измерения величины сигнала излучения физического поля, включающий датчики излучения физического поля и генератор импульсов сигнала, выполнен с возможностью воздействовать физическим полем на изделие с дефектом, выход сканирующей системы подключен к входу блока позиционирования, первый выход блока позиционирования подключен к третьему входу регистратора, второй выход блока позиционирования подключен к второму входу блока сравнения, выход блок измерения величины сигнала излучения физического поля подключен к первому входу блока сравнения, первый выход блока сравнения подключен к первому входу порогового устройства, второй выход блока сравнения подключен к первому входу сумматора, третий выход блока сравнения подключен к входу блока памяти, четвертый выход блока сравнения подключен к первому входу умножителя, выход блока памяти подключен к второму входу умножителя, выход умножителя подключен к второму входу сумматора, выход сумматора подключен к второму входу порогового устройства, первый выход порогового устройства подключен к второму входу блока управления генератором импульсов сигнала, второй выход порогового устройства подключен к первому входу блока управления генератором импульсов сигнала, третий выход порогового устройства подключен к первому входу блока управления сканирующей системой, четвертый выход порогового устройства подключен к второму входу блока управления сканирующей системой, пятый выход порогового устройства подключен к первому входу регистратора, шестой выход порогового устройства подключен к второму входу регистратора, выход блока управления генератором импульсов сигнала подключен к входу генератора импульсов сигнала, выход блока управления сканирующей системой подключен к входу сканирующей системы.
Краткое описание фигур чертежей
Сущность изобретения и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где на:
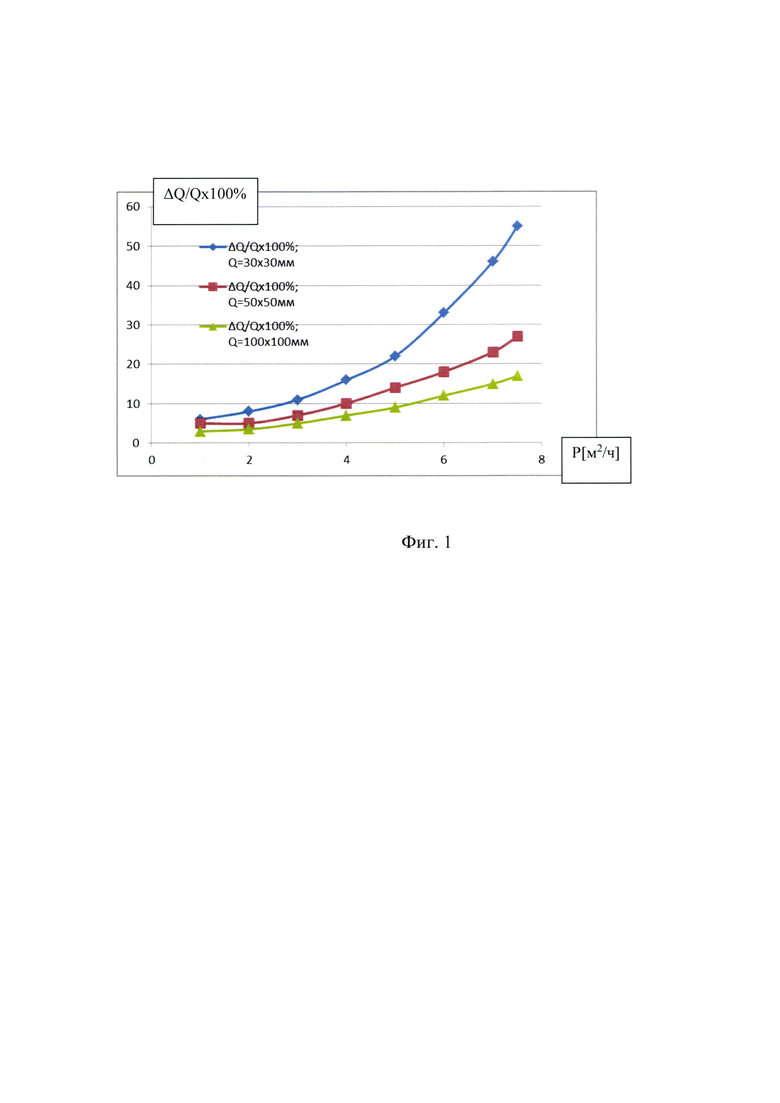
фиг. 1 приведена типовая зависимость погрешности определения границ дефекта (выявление минимального дефекта) от производительности контроля,
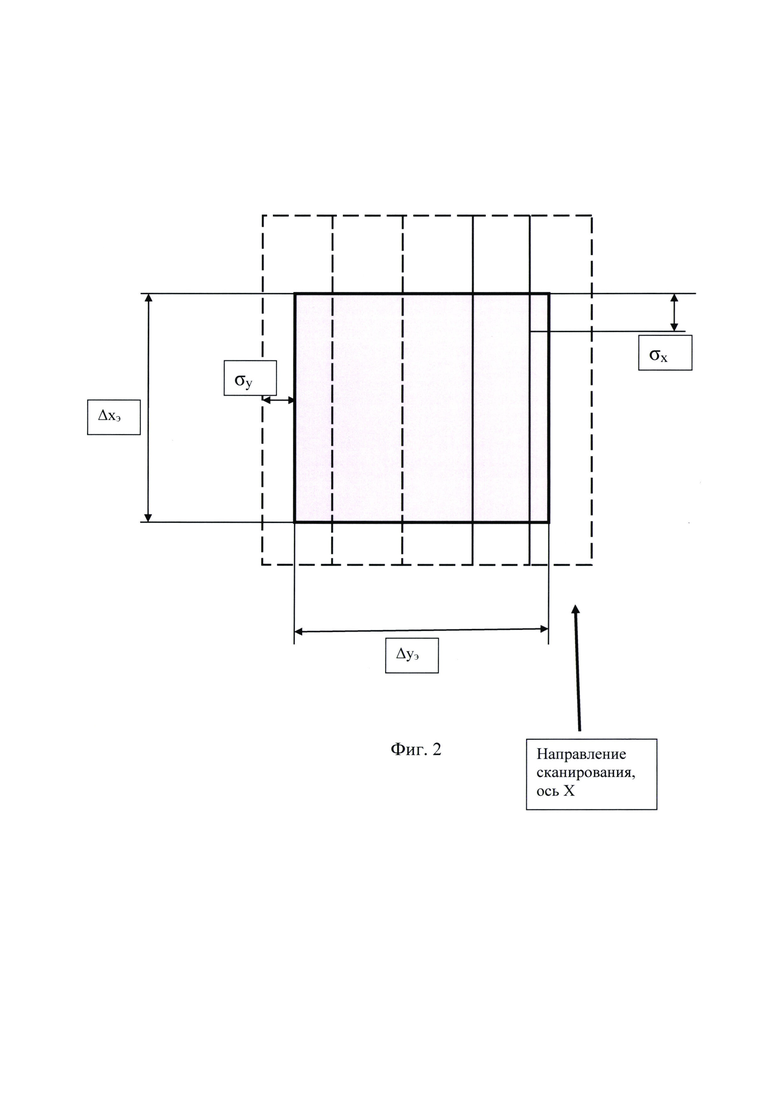
фиг. 2 представлена схема образования погрешности определения границ дефекта,
фиг. 3 приведена функциональная схема устройства,
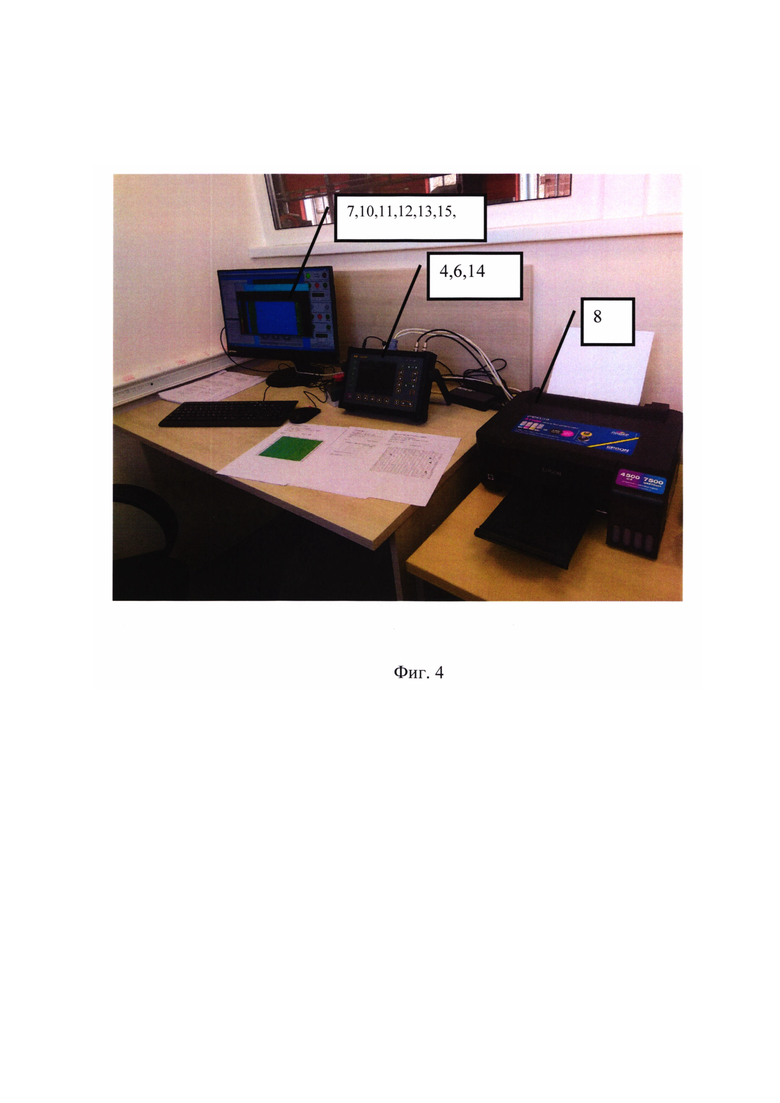
фиг. 4 приведена фотография установки и аппаратной части (блока измерения сигнала излучения физического поля и пульта управления) устройства автоматизированного контроля,
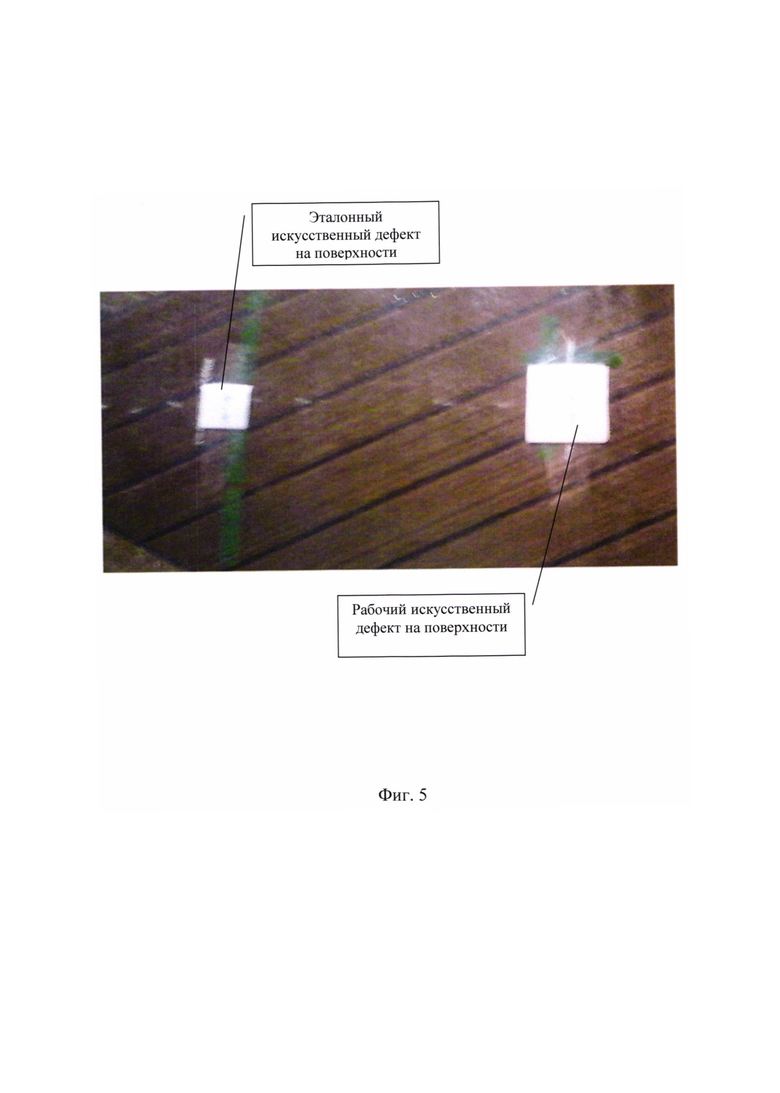
фиг. 5 приведена фотография расположения эталонного дефекта на поверхности контролируемого изделия.
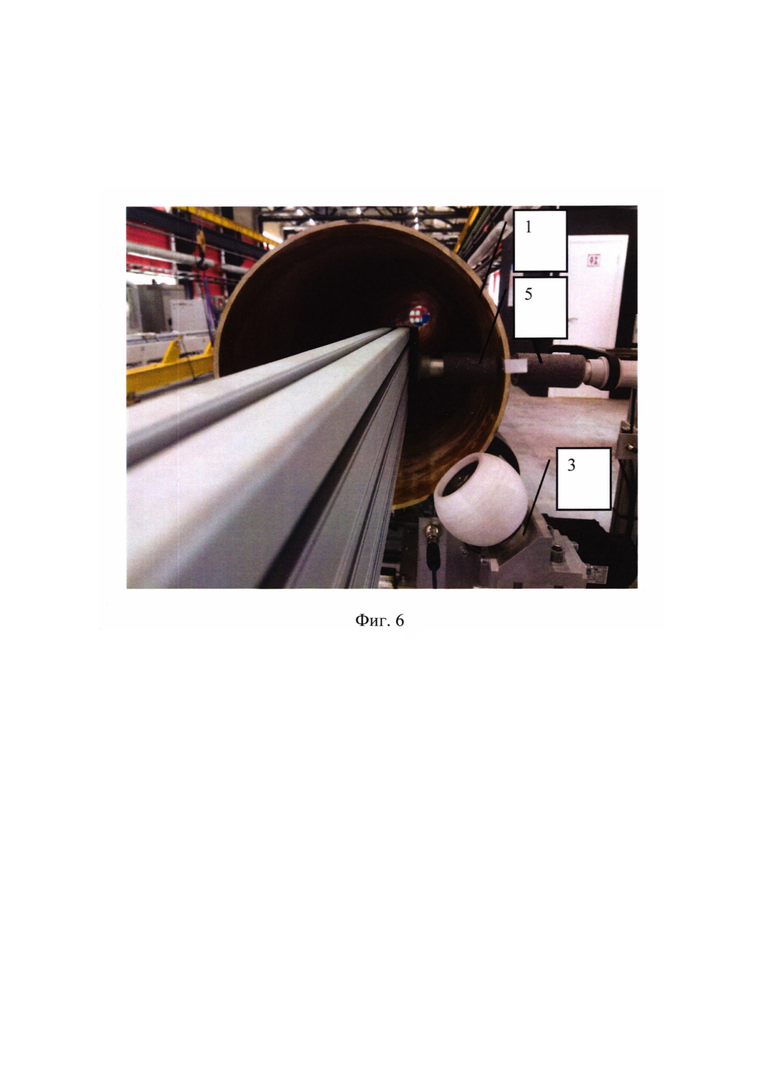
фиг. 6 приведена фотография блока акустических пьезопреобразователей.
фиг. 7 приведена фотография блока управления сканирующим устройством.
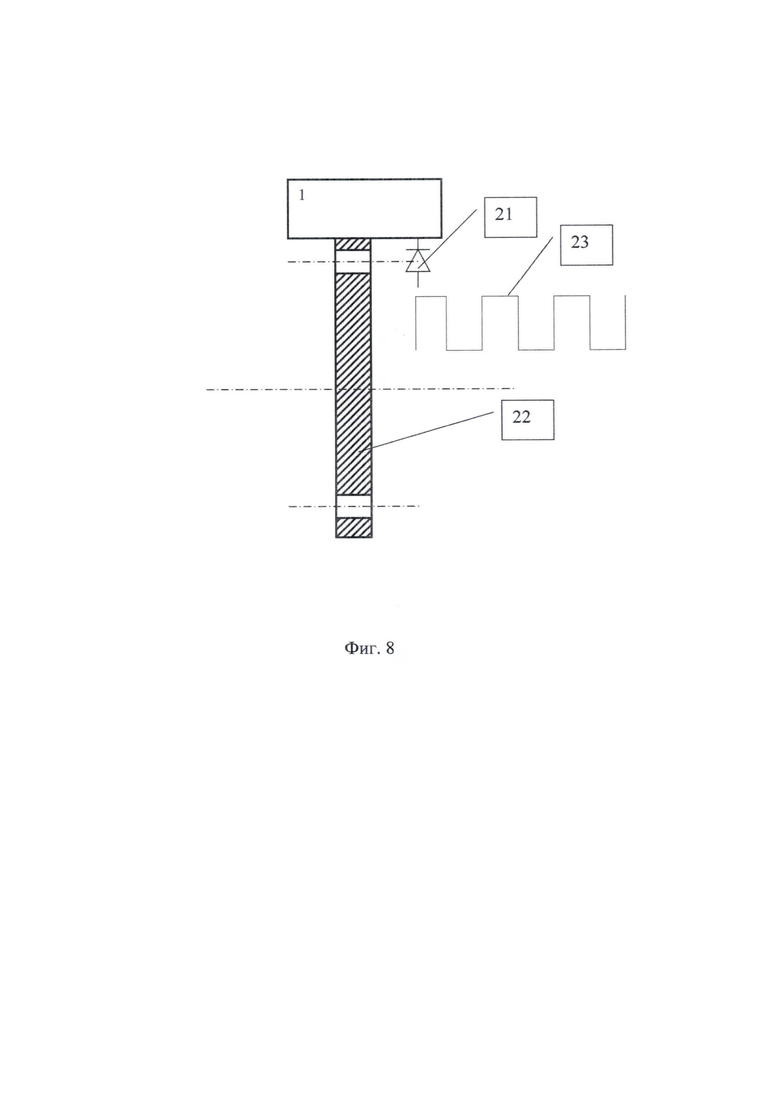
фиг. 8 приведена схема блока позиционирования.
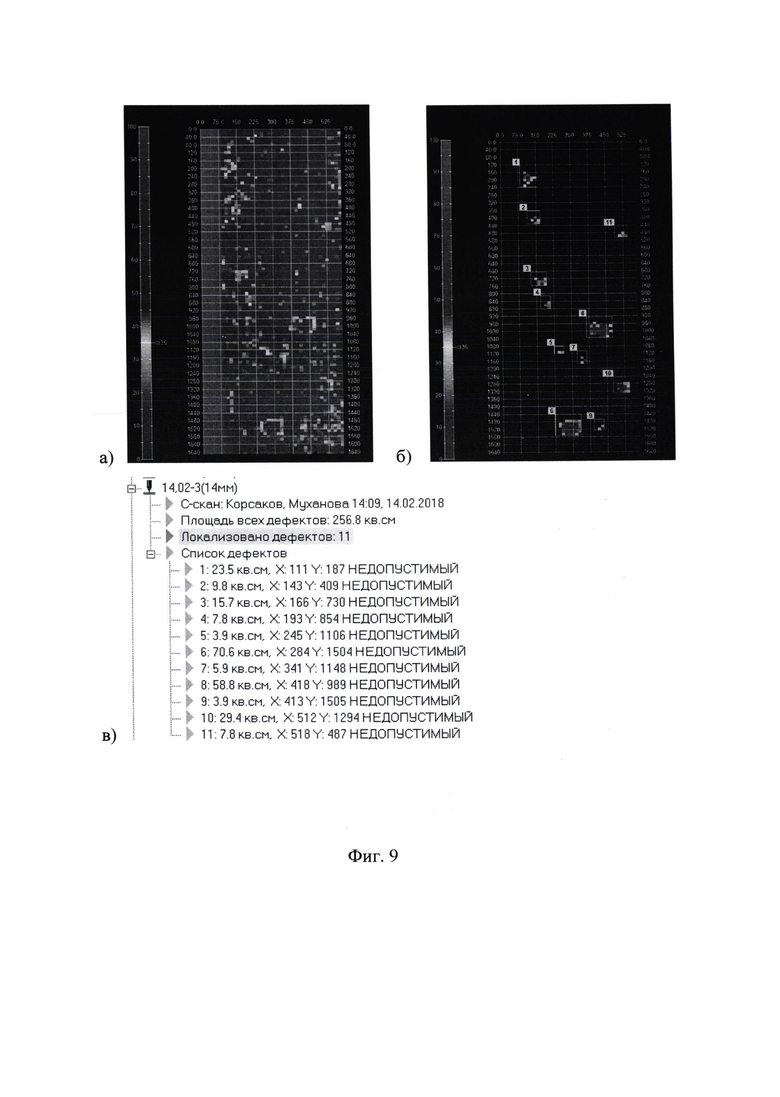
фиг. 9 приведены схема расположения искусственных дефектов на поверхности изделия, две дефектограммы с обнаруженными дефектами по известному способу (дефектограмма «а») и заявляемому способу (дефектограмма «б»),
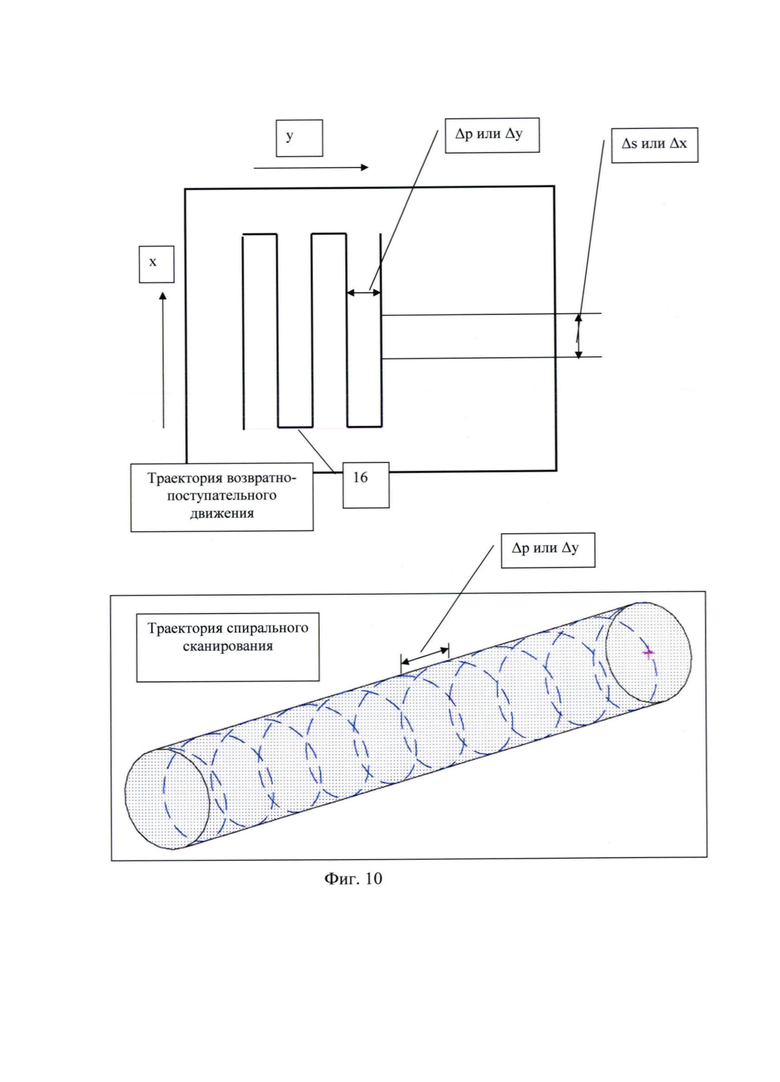
фиг. 10 приведены примеры траектории сканирования по поверхности контролируемого изделия: возвратно-поступательная траектория и спиральная траектория,
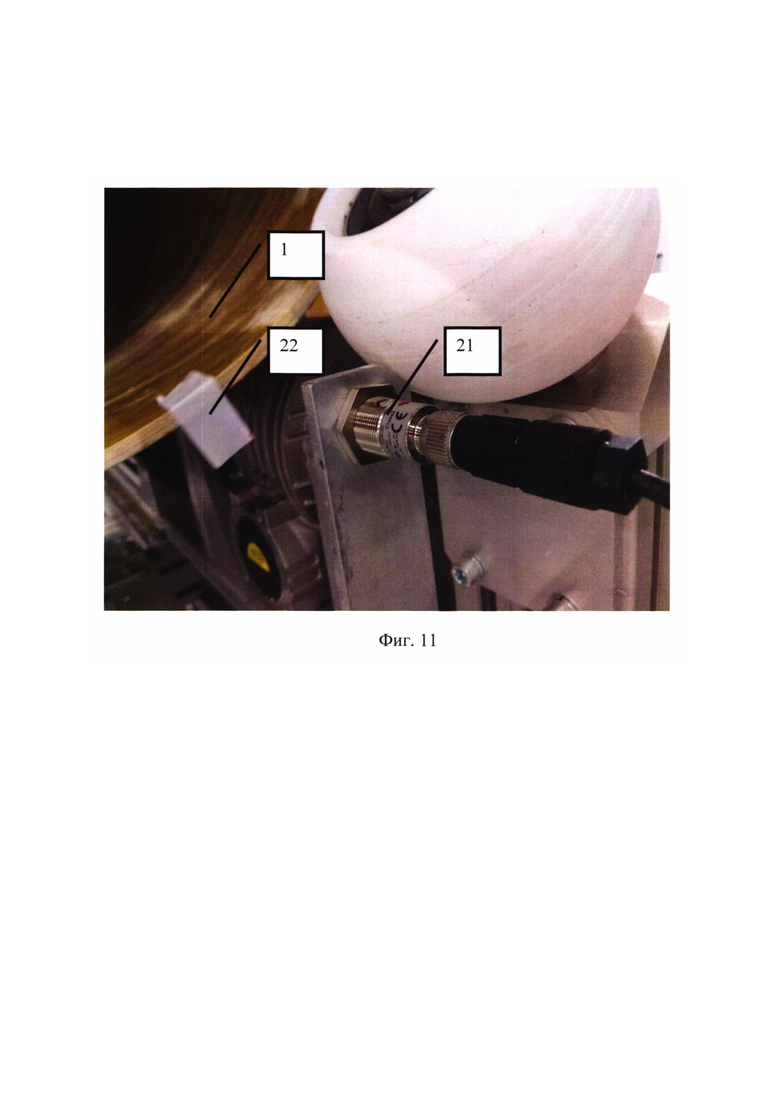
фиг. 11 приведена фотография блока позиционирования,
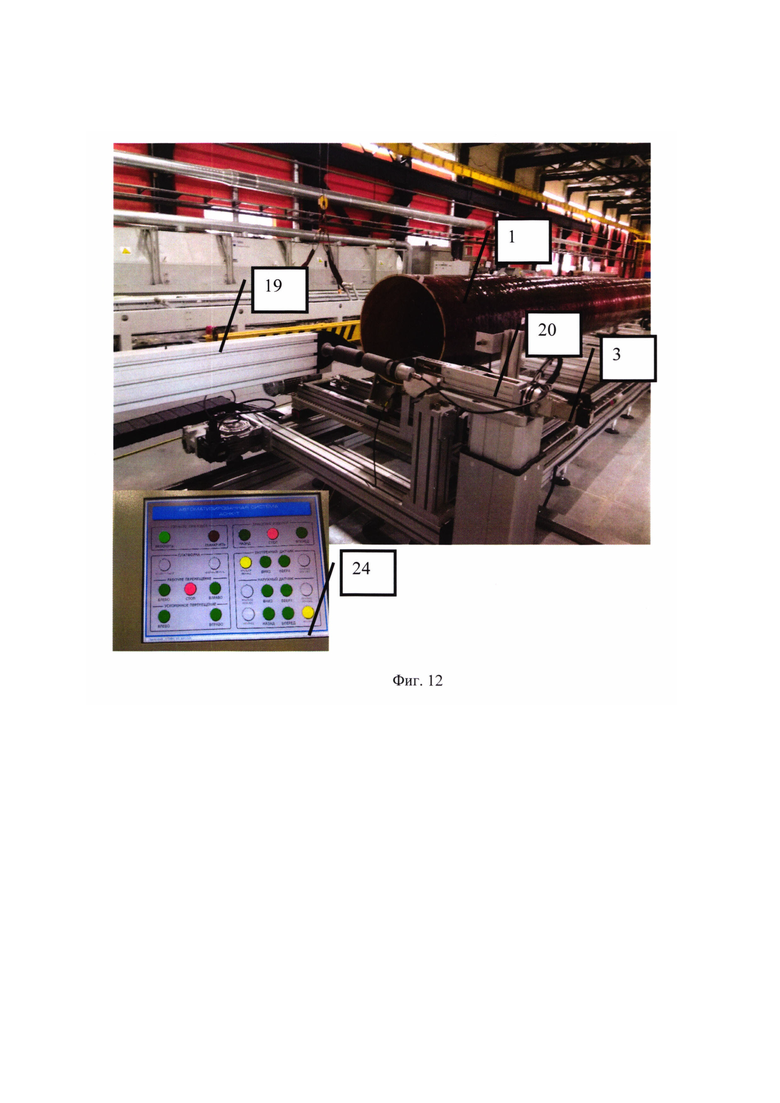
фиг. 12 приведена сканирующая система,
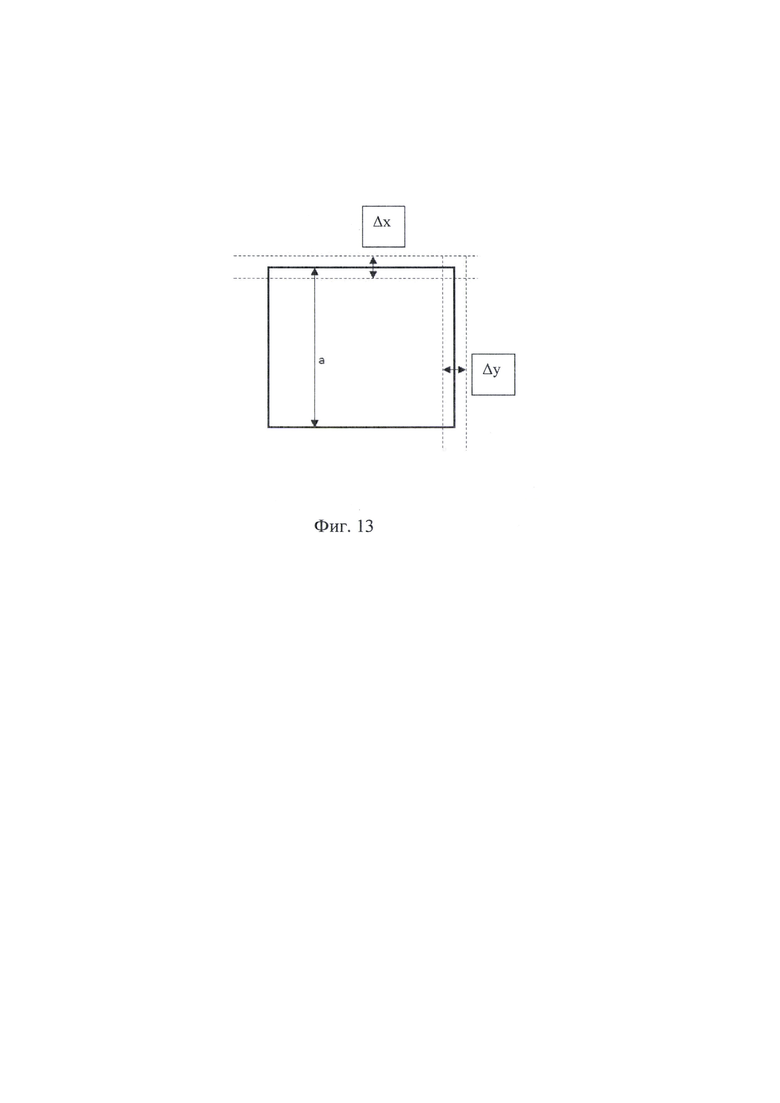
фиг. 13 приведена схема имитатора дефекта (эталонного дефекта),
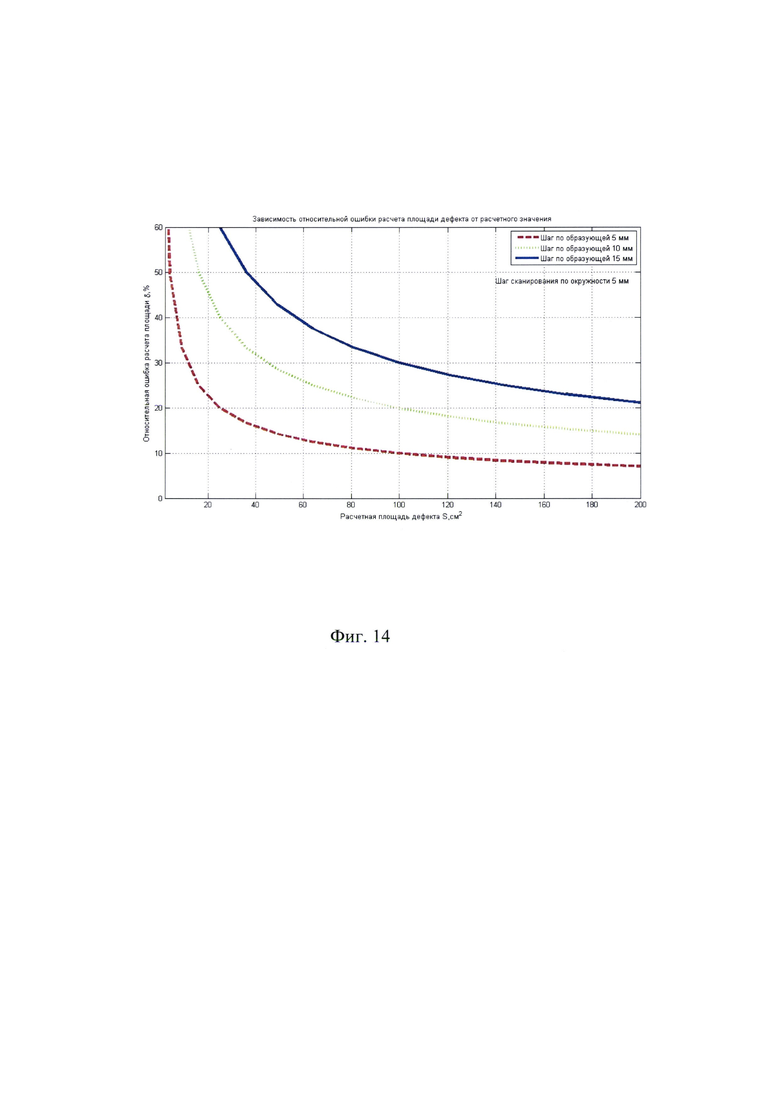
фиг. 14 приведена зависимость относительных ошибок определения площадей дефектов при сканировании по поверхности объекта контроля при различных шагах контроля для единичных дефектов с расчетом ошибки по формуле (1),
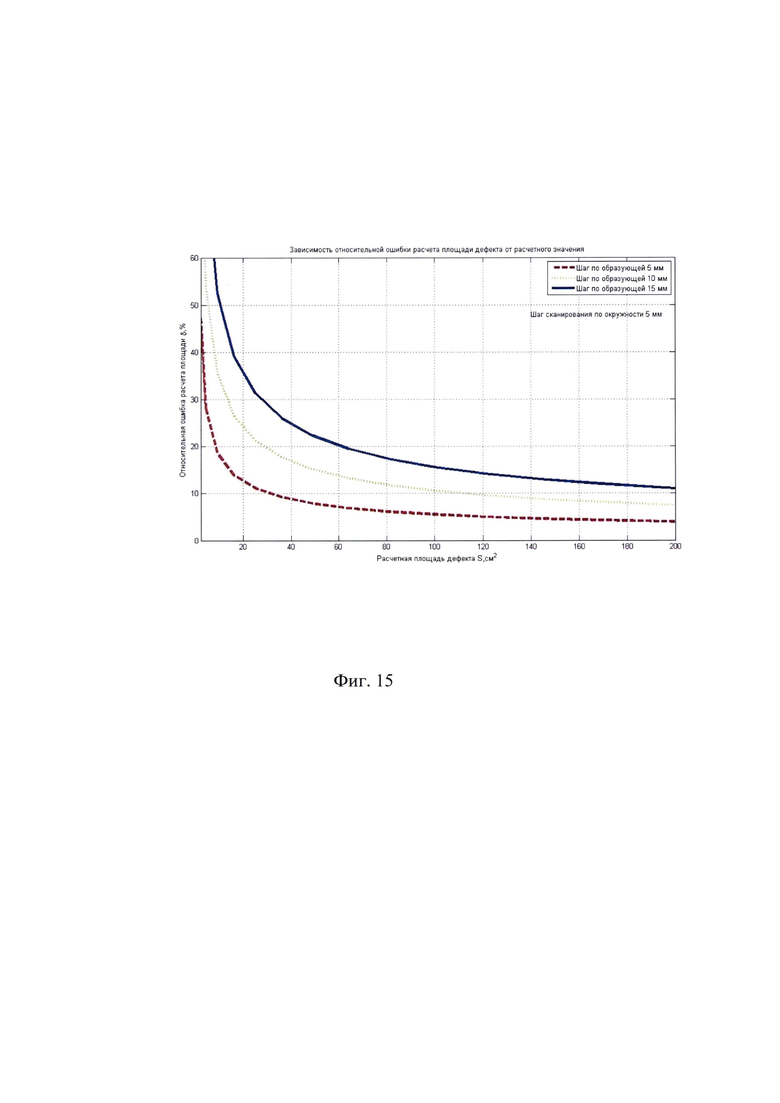
фиг. 15 приведена зависимость относительных ошибок определения площадей дефектов при сканировании по поверхности объекта контроля при различных шагах контроля для единичных дефектов с расчетом ошибки по формуле (2),
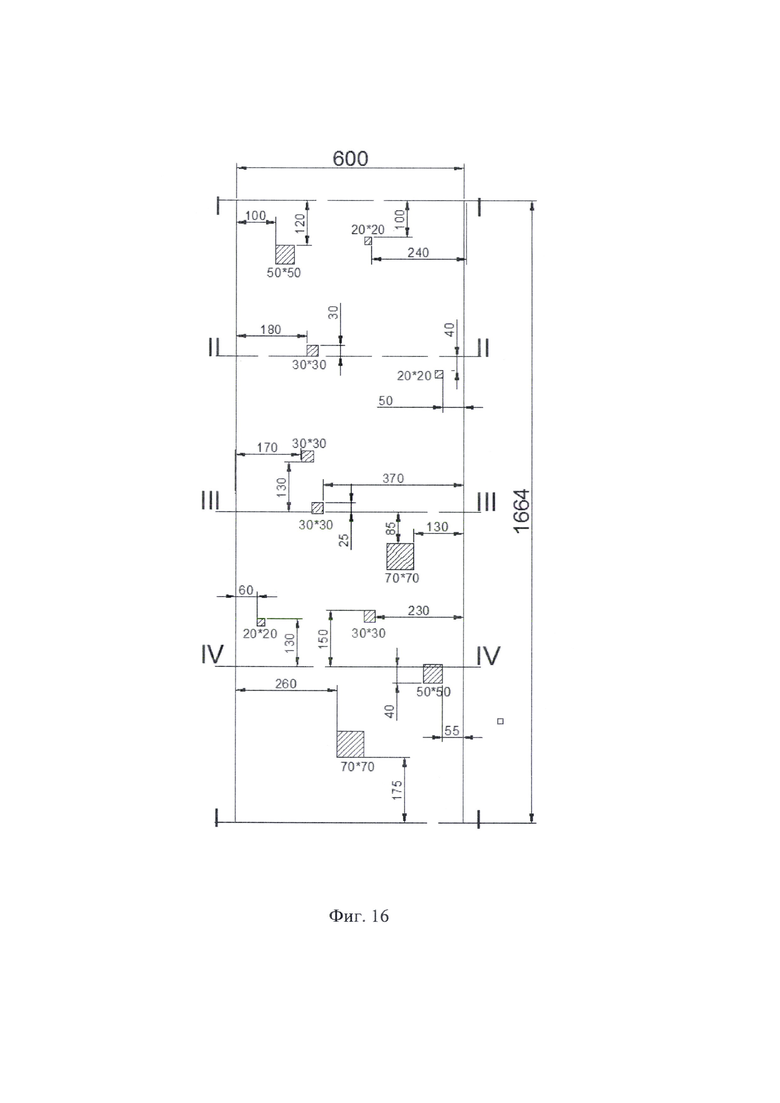
фиг. 16 приведена схема расположения имитаторов дефектов на изделии,
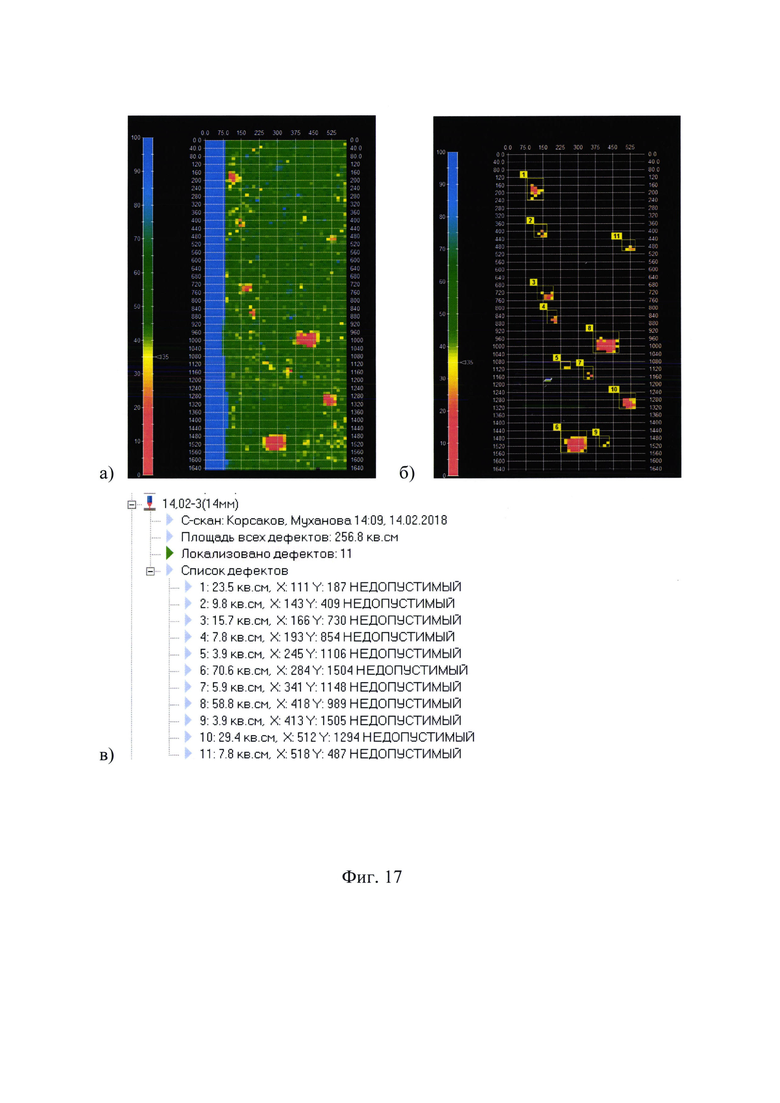
фиг. 17 приведены результаты автоматизированного контроля (шаг по спирали 14 мм),
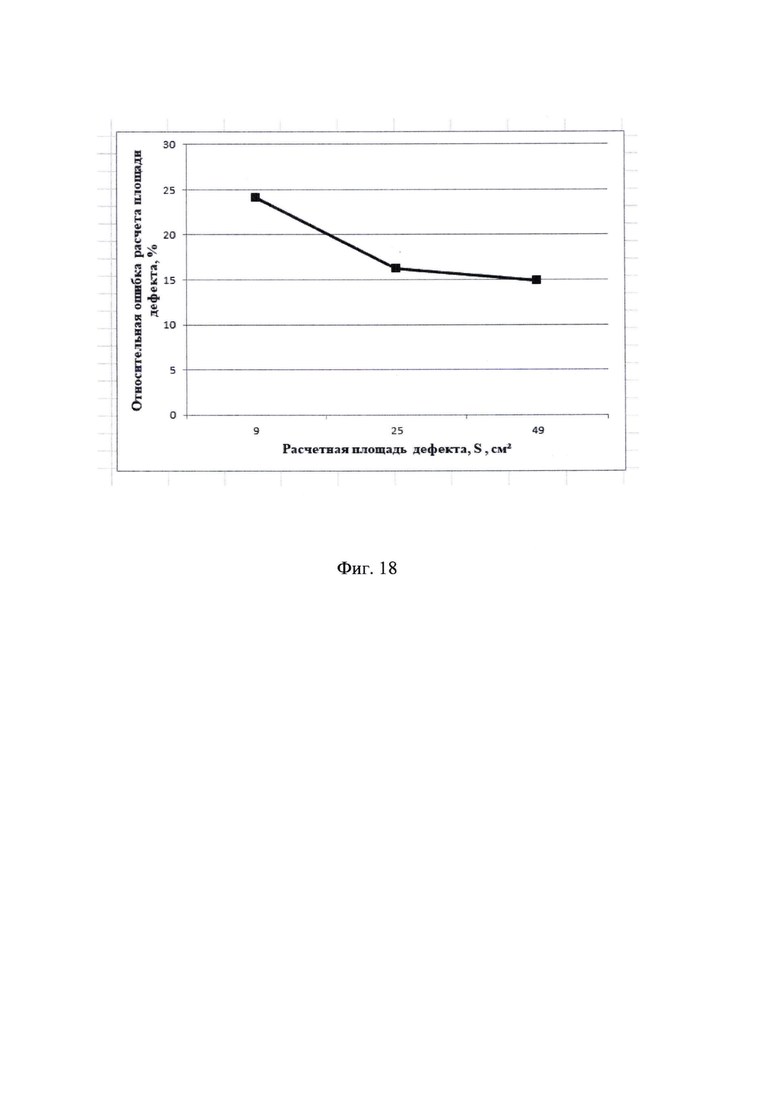
фиг. 18 приведена зависимость относительной погрешности расчета площади от размера дефекта.
На фигурах используются следующие обозначения:
1 - контролируемое изделие,
2 - внутренний дефект в изделии,
3 - сканирующая система,
4 - блок измерения величины сигнала излучения физического поля,
5 - датчики излучения физического поля,
6 - генератор импульсов сигнала,
7 - пороговое устройство,
8 - регистратор.
9 - блок позиционирования,
10 - блок сравнения,
11 - сумматор,
12 - умножитель,
13 - блок управления сканирующей системой,
14 - блок управления генератором импульсов сигнала,
15 - блок памяти.
16 - траектории возвратно поступательного и спирального сканирования.
17, 18 - ультразвуковые бесконтактные преобразователи,
19, 20 - раздвижные штанги для установления оптимального расстояния между ультразвуковыми преобразователями и контролируемым изделием,
21 - фотодиод,
22 - непрозрачный флажок или диск с прорезями,
23 - прямоугольный сигнал с блока позиционирования,
24 - пульт управления.
i - целочисленная координата контролируемой поверхности по траектории сканирования,
Ui=0, U0 - величина сигнала вблизи эталонного дефекта,
Uэ - величина сигнала на эталонном дефекте,
ΔUэ - величина изменения сигнала на эталонном дефекте,
Uпop - пороговое значение сигнала,
Δхэ - протяженность эталонного дефекта в направлении траектории сканирования,
Δуэ - протяженность эталонного дефекта в направлении перпендикулярном траектории сканирования,
Ui - текущее значение сигнала в точке с координатой «i» вдоль траектории сканирования,
Δу - шаг сканирования по оси «у» перпендикулярной оси «х» - траектории сканирования,
Δх - шаг сканирования в направлении траектории сканирования,
X - координата вдоль траектории сканирования,
S - площади дефекта,
ΔS/S × 100% - погрешность определения площади дефектов,
Р - производительность контроля,
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки устройства, реализующего представленный способ, построены на основе стандартных электронных элементах, с использованием логических схем, микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами (см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп.- СПб.: - БХВ-Петербург, 2010.).
В качестве блока измерения сигнала физического поля, генератора импульсов и т.п. использован модернизированный ультразвуковой низкочастотный дефектоскоп марки УСД-60 (фиг. 5) с бесконтактными преобразователями БП-4 (www.kropus.ru). Могут использоваться датчики, регистрирующие иные (кроме ультразвукового) поля, как указано выше.
Способ заключается в следующем.
Функциональная схема устройства приведена на фиг. 3.
В контролируемом изделии 1 устанавливают эталонный дефект 2, соответствующий по характеристикам реальным дефектам в изделии и имеющим минимальные размеры Δхэ х Δуэ в начале траектории сканирования (фиг. 10), где Δуэ - протяженность эталонного дефекта в направлении траектории сканирования, Δхэ - протяженность эталонного дефекта в направлении перпендикулярном траектории сканирования.
Эталонный дефект должен соответствовать реальному дефекту по своим основным информационным признакам. Например, размерам: толщиной (раскрытием) 0,2 мм, и размерами 30×30 мм. Однако реальный дефект это не обязательно дефект типа нарушения сплошности, например, наличие воздушной полости в материале. Реальный дефект может быть самый разный: локальное внутреннее нарушение диэлектрической проницаемости, изменение плотности и т.п. Минимальные размеры эталонного дефекта должны соответствовать минимально возможному размеру дефекта, который может содержаться в изделии. Т.е. первоначально исследуют изделие на предмет наличия в нем дефектов, их типов и размеров, устанавливают размеры минимального дефекта и далее формируют эталонный дефект с этими минимальными размерами.
На фиг. 5 приведена фотография с установленным на поверхности изделия 1 эталонным дефектом 2 в виде специальной сетки, упакованной в пленку, имитирующим по акустическим характеристикам внутреннее расслоение в многослойном композитном материале.
Блок 3 (фиг. 4) осуществляет взаимное перемещение контролируемого изделия 1 и блока измерения величины сигнала физического поля 4. Типы физических полей: ультразвуковое (ультразвуковой контроль), радиоволновое (радиоволновой контроль), рентгеновское (рентгеновский контроль), инфракрасное (инфракрасный или тепловой контроль) и т.п.
Таким образом, производится сканирование (осмотр) поверхности контролируемого изделия по возвратно-поступательной или спиральной траектории. На фиг. 10 приведены траектории возвратно-поступательная и спиральная. Назначение этих траекторий - заполнить 100% поверхности контролируемого объекта площадью датчика, т.е. без пропусков просмотреть всю поверхность. Возвратно-поступательная траектория используется при контроле плоских изделий. При контроле изделий типа тел вращения применяется спиральная траектория. В общем случае спиральная траектория является частным случаем возвратно-поступательной траектории, т.к. в обеих траекториях каждая следующая линия сканирования отстоит от предыдущей на определенный шаг.
В процессе сканирования сигнал о местоположении точки сканирования от сканирующей системы 3 поступает в блок позиционирования 9 (фиг. 8, фиг. 11).
Перед проведением контроля блоком измерения сигнала физического поля 4 измеряют величину сигнала блоком измерения сигнала (фиг. 4) на изделии 1 вблизи эталонного дефекта 2-Ui=0, где i - целочисленная координата контролируемой поверхности по траектории сканирования. Для этого генератор 6 возбуждает датчик излучения 5 физического поля сигналом частотой fи. Датчик 5 (фиг. 6) вводит излучение в изделие 1, регистрирует величину сигнала излучения после взаимодействия с изделием 1 и в блоке 4 производится измерение данного сигнала. Вблизи - означает «на расстоянии не более размера минимального дефекта».
Далее аналогичным образом перед проведением контроля измеряют величину изменения сигнала на эталонном дефекте ΔUэ.
На фиг. 4, 12 приведены фотографии устройств теневого ультразвукового контроля, посредством которого производились измерения. Здесь 17, 18 - ультразвуковые бесконтактные преобразователи, 19. 20 - раздвижные штанги для установления оптимального расстояния между ультразвуковыми преобразователями 19, 20 и контролируемым изделием 1.
Сигналы Ui=0 и ΔUэ из блока 4 по разрешающему сигналу (i=0) с блока 4 через блок 10 поступают в сумматор 11 и в умножитель 12, соответственно.
Блок 10 в данном случае играет роль коммутатора: в начальный момент сканирования при i=0 (i - целочисленная координата траектории сканирования) пропускает сигнал Ui=0 в сумматор 11.
Одновременно из блока сравнения 10 в блок памяти 15 поступает разрешающий сигнал при i=0. В блоке памяти 15 хранится ранее введенный коэффициент «n», который может изменяться от 0 до 1 и определяет вероятностные характеристики обнаружения дефектов.
По эти сигналам величина «n» из блока памяти 15 поступает в умножитель 12, где определяется величина ΔUэx n. Коэффициент «n» определяет вероятность обнаружения дефекта.
Если n=1, то Uпор=Ui=0+ΔUэ и дефект будет пропущен, т.к. пороговой сигнал больше изменения сигнала на эталонном дефекте.
Если n=0, то Uпop=Ui=0, то все аномалии не относящиеся к дефекту будут выявляться как дефекты, т.е. будет происходить ложное обнаружение дефектов.
Этот коэффициент выбирается несколькими способами:
а. Измеряются шумовые характеристики информационного сигнала σш и n
1-σш/ΔUэ, б.
Часто этот коэффициент задают исходя из необходимости выявить все дефекты, в этом случае он будет близок к нулю; или из условия отсутствия перебраковки, в этом случае он будет близок к 1.
Имеются и другие методики определения этого коэффициента. Эта операция осуществляется на стадии отработки методики контроля.
Эта величина из умножителя 12 поступает в сумматор 11, где формируется пороговое значение сигнала:
Uпop=Ui=0+ΔUэx n
Пороговое значение сигнала из сумматора 11 поступает в пороговое устройство 7, где производится обнаружение дефектов
здесь j - порядковый номер дефекта по траектории сканирования,
здесь предполагается, что сигнал на аномальной зоне (дефекте) будет больше порогового значения сигнала,
В процессе проведения контроля сканирующее устройство осуществляет взаимное перемещение контролируемого изделия 1 и блока измерения сигнала 4 по заданной траектории, например (фиг. 10).
В процессе сканирования при i>0, сигнал Ui из блока 4 через блок 10 поступает в пороговое устройство 7, где осуществляется обнаружение дефектов.
При обнаружении дефекта Mj=1, сигнал поступают на первый вход блока управления 14 генератором импульсов сигналов 6. По этому сигналу генератор 6 перестраивает частоту возбуждения на величину Δfи и начинает возбуждать колебания с частотой fp=fи+Δfи.
fp - рабочая частота импульсов при регистрации информационного сигнала, частота, которая устанавливается при обнаружении дефекта.
Одновременно с третьего выхода порогового устройства 7 на первый вход блока управления сканирующим устройством 13 поступает управляющий сигнал. По этому сигналу - при обнаружении j-го дефекта Mj=1 сканирующее устройство 3 уменьшают шаг возвратно-поступательного или спирального сканирования Δу на величину (δΔу):
Δур=Δу-δΔу.
После окончания обнаружения дефекта по траектории сканирования - после достижения датчиком 5 границы j-го дефекта и перехода на качественный участок контролируемого изделия (Mj=0) с порогового устройства на блоки 13 и 14 поступают соответствующие инициативные сигналы, по которым частота fp импульсов введения в изделие физического поля в виде сигнала снижается до величины fи и шаг возвратно-поступательного или спирального сканирования Δур снижается до величины Δу.
Одновременно сигналы о наличие или отсутствии дефектов с порогового устройства 7 поступают в регистратор 8. Одновременно от блока позиционирования 9 в регистратор 8 поступает сигнал о местоположении дефектов.
В регистраторе 8 осуществляется регистрация итоговой информации и формирование итоговых документов.
При заранее известной протяженности дефекта перпендикулярно направлению сканирования Δу много большей шага сканирования Δур (Δу>>Δур), при обнаружении дефекта величина Δур не изменяется.
В случае заранее известной протяженности дефекта по направлению сканирования Δх много большей шага сканирования Δхр (Δх>>Δхр), при обнаружении дефекта величина fи не изменяется,
здесь Δхр=V × fи, где
V - скорость перемещения информационного датчика в направлении траектории сканирования.
Управление процессом контроля осуществляется с пульта управления 24.
Назначение блока позиционирования 9 (фиг. 8, фиг. 11) - регистрировать координаты точки на поверхности изделия 1, в которой осуществляется измерение сигнала.
Блок позиционирования 9 работает следующим образом.
Сигнал от сканирующей системы 3 поступает в блок позиционирования 9, который фиксирует местоположение точки регистрации сигнала блоком 4 на поверхности изделия 1.
Регистрация осуществляется в виде импульсов - целочисленных координат.
Схема блока позиционирования приведена на фиг. 8. Он работает следующим образом.
Флажок (диск с прорезями) 22 жестко связан с контролируемым изделием 1.
В процессе сканирования устройством 3 флажок 22 по завершении периода сканирования (например, по завершении оборота цилиндрического изделия 1) периодически взаимодействует с фотодиодом 22. В результате на выходе фотодиода 22 формируется прямоугольный сигнал 23 с периодом, соответствующим длине окружности контролируемого изделия или шагу сканирования Δу.
Таким образом, осуществляется автоматизированный контроль заявляемым способом и устройством.
Далее приведена теоретическая оценка погрешности определения площадей дефектов представленным способом автоматизированного контроля сплошности изделий и устройством для его осуществления
Согласно ОСТ 3-5145-90, погрешность определения границ дефектов равна половине диаметра (длины, ширины) установочной базы преобразователя. Данная погрешность будет минимальной в случае, если шаг сканирования не превышает диаметр преобразователя. С точки зрения анализа погрешностей дефектов возможны 2 варианта: ошибка определения площади единичного дефекта и суммарная ошибка определения площади нескольких дефектов. Рассмотрим эти вопросы более подробно.
Предположим, что мы имеем имитатор дефекта или заложенную в образец искусственную несплошность в виде условного квадрата со стороной а, где
Δх - шаг сканирования по окружности, Δу - шаг сканирования по образующей (фиг. 13). Для удобства расчета примем, что шаги сканирования по окружности и образующей одинаковы.
Тогда площадь одного обнаруженного дефекта S=a×a. Примем критерий Δх=Δу - шаг сканирования равен погрешности определения границы дефекта. Тогда максимальная добавка к площади с одной стороны квадрата ΔSi=a×Δх.
Следовательно, максимальная суммарная площадь ошибки ΔS=4×ΔSi=4×a×Δх. Предположим, что месторасположение границы дефекта между двумя отсчетами сканирования равновероятно, что равнозначно уменьшению шага сканирования в 2 раза.
С учетом этого получаем следующую формулу для расчета погрешности определения площади дефекта при наличии сканирующей системы:

На фиг. 14 приведена зависимость относительных ошибок определения площадей дефектов при сканировании по поверхности объекта контроля при различных шагах контроля для единичных дефектов с расчетом ошибки по формуле (1). Относительная ошибка определения площади δSотн вычислялась по формуле:

Возможен более точный вариант расчета площади единичного дефекта. Пусть площадь одного обнаруженного дефекта S=a×a. Критерий Δх определим таким же образом, как и в предыщущем варианте. Тогда площадь одного дефекта Sδ, с учетом погрешности, запишется в следующем виде:

Отсюда максимальная ошибка определения площади одного дефекта с учетом погрешности определения его границы запишется как:

Обычно при малых значениях Δх квадрат его значения Δх2 пренебрежимо мал и его приравнивают к нулю Δх2=0. Тогда ΔS=2×а×Δх, и формулы (1) и (2) совпадают. Однако при Δх≥1 и размером дефектов, не превышающими Δх более чем на порядок, вклад Δх2 может имеет вес. Тогда окончательное выражение для ΔS будет представлять собой выражение (3).
На фиг. 15 приведена зависимость относительных ошибок определения площадей дефектов при сканировании по поверхности объекта контроля при различных шагах контроля для единичных дефектов с расчетом ошибки по формуле (2). Относительная ошибка определения площади δSотн определялась по формуле:

Сравнивая результаты расчета можно сказать, что разница в ошибках определения площадей дефектов может различаться в 2 раза в зависимости от величины дефекта и шага сканирования.
Выводы:
1) Расчет по формуле (1) применим только для грубой оценки ошибки расчета площадей, в то время как расчет по формуле (3) математически более верен.
2) Для оценки погрешности результатов автоматизированного контроля используем формулу (4), что снизит погрешность определения площадей дефектов при проведении автоматизированного контроля.
Экспериментальные исследования способа автоматизированного контроля сплошности изделий и устройства для его осуществления имели целью оценить возможность обнаружения дефектов заданных размеров и определить погрешность расчета их площади на цилиндрической поверхности изделия.
Экспериментальным путем было установлено, что при наличии в изделии внутреннего расслоения раскрытием не менее 0,2 мм и минимальным размером 30×30 мм, при проведении неразрушающего контроля ультразвуковым методом прохождения падение уровня сигнала на дефекте составляет порядка 8-10 дБ.
Для подтверждения характеристик автоматизированной системы в части определения дефектов минимального размера используются имитаторы дефектов.
Для проведения исследований были подготовлены несколько имитаторов дефектов квадратной формы следующих размеров:
- 20×20 мм (4 см2);
- 30×30 мм (9 см2);
- 50×50 мм (25 см2);
- 70×70 мм (49 см2).
На цилиндрическом изделии из ПКМ по всей поверхности закладывались искусственные дефекты типа нарушения сплошности с различными параметрами.
Имитатор, при размещении его на наружной или внутренней поверхности изделия при проведении бесконтактного ультразвукового контроля методом прохождения, обеспечивает падение уровня прошедшего излучения на 6-8 дБ, что соответствует, как показали исследования, наличию дефекта типа расслоение в структуре материала изделия.
Имитаторы дефектов были размещены на наружной поверхности изделия по схеме, приведенной на фиг. 16. Таким образом, проведена имитация дефектов типа расслоений в структуре трубы из полимерного композиционного материала.
Изделие устанавливалось на механизированную сканирующую систему (фиг. 12).
По методике была проведена настройка ультразвукового оборудования и параметров сканирования автоматизированной системы. Внешний вид системы приведен на фиг. 12, на фиг. 4 - рабочее место оператора.
С помощью установки фиг. 12 осуществлялось спиральное сканирование поверхности изделия. В соответствии с заявляемым способом и устройством определялось пороговое значение сигнала. Далее в процессе сканирования производилось измерение сигнала с каждой точки по всей площади поверхности изделия.
Дискретность измерения определялась блоком позиционирования 4, фиг 8. и фиг. 11 (датчиками координат).
Далее это изделие подвергалось неразрушающему контролю по двум методикам:
- по известной методике (способу) принятому в качестве прототипа,
- по предлагаемому изобретению.
Сигнал при контроле по обеим методикам измерялся одним и тем же блоком измерения сигнала 4.
Результаты представлены на дефектограммах, приведенных на фиг. 9.
При проведении серии из пяти экспериментов по неразрушающему контролю изделия с имитаторами дефектов различных размером были получены результаты расчета площадей обнаруженных дефектов, которые приведены в таблице 1.
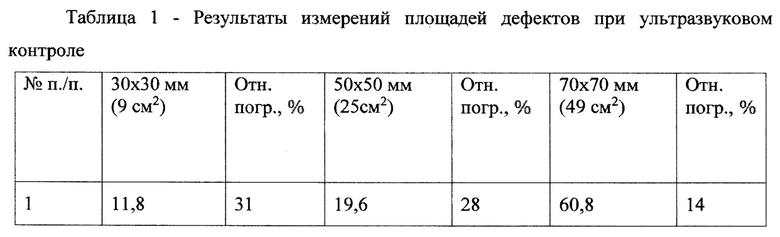
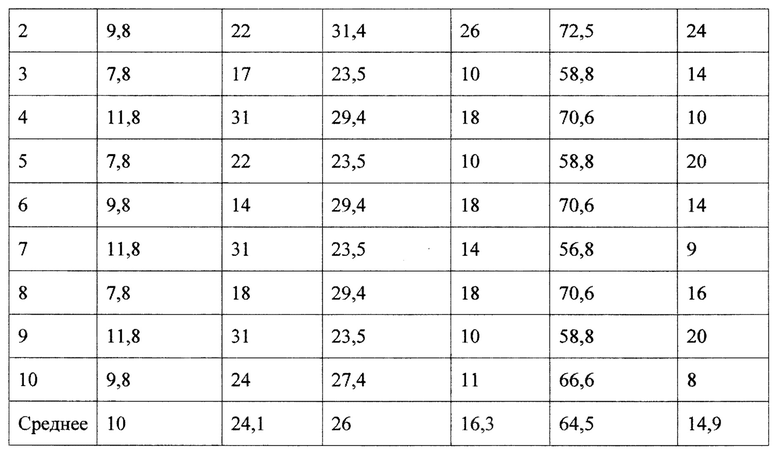
Анализ показал, что предлагаемые способ автоматизированного контроля и устройство для его осуществления обеспечивают обнаружение дефектов размером не менее 30×30 мм с удовлетворительной для производства погрешностью.
На основании данных, приведенных в таблице 1, получена экспериментальная зависимость относительной погрешности расчета площади дефекта от его размера (фиг. 17). Полученная характеристика подтвердила проведенные ранее теоретические исследования.
Анализ дефектограмм и результаты обработки по определению погрешности определения границ и координат расположения дефектов наглядно показывает, что способ по изобретению позволяет выявлять все заложенные в изделие искусственные дефекты с погрешностью меньше, ориентировочно, на 30%.
В качестве примера, в таблице 2 приведены результаты обработки экспериментальных исследований.
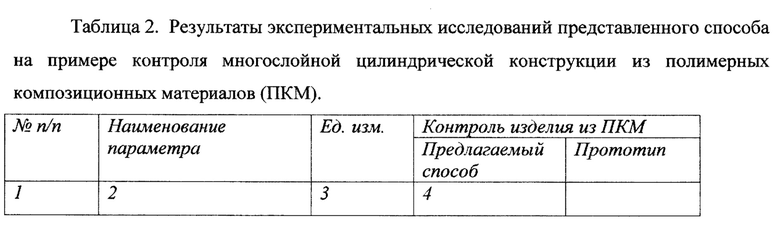
Экспериментальные исследования подтверждают достижение технического результата: способ по изобретению снижает погрешность определения размеров и координат выявленных дефектов, повышает оперативность и достоверность контроля качества сплошности многослойных сложных конструкций и их элементов, и следовательно повышает безопасность эксплуатации сложных потенциально опасных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОСТРАНСТВЕННОГО КОНТРОЛЯ СПЛОШНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2676857C1 |
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ СЛОЖНОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2812233C1 |
| Способ автоматизированного неразрушающего контроля поверхностных дефектов объектов и устройство для его реализации | 2024 |
|
RU2832205C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815195C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171469C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| Способ проведения неразрушающего контроля цилиндрических объектов и автоматизированный комплекс для его реализации | 2020 |
|
RU2764607C1 |
| СВЧ СПОСОБ ЛОКАЛИЗАЦИИ НЕОДНОРОДНОСТЕЙ В ДИЭЛЕКТРИЧЕСКИХ И МАГНИТОДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЯХ НА МЕТАЛЛЕ И ОЦЕНКА ИХ ОТНОСИТЕЛЬНОЙ ВЕЛИЧИНЫ | 2002 |
|
RU2256165C2 |
Изобретение относится к области измерительной техники и может быть использовано для оценки надежности и качества различных изделий. Способ включает размещение на изделии в начале траектории сканирования эталонного дефекта, соответствующего по характеристикам реальному дефекту в изделии и имеющего размеры, соответствующие минимально возможным размерам дефекта в изделии, измерение перед проведением контроля величины сигнала на изделии на расстоянии не более размера минимального дефекта, измерение величины изменения сигнала на эталонном дефекте, установку величины порогового сигнала для выявления дефектов в изделии, двухмерное сканирование в координатах х, у поверхности контролируемого объекта по траектории возвратно-поступательного движения датчиком излучения физического поля с шагом Δх, Δу, воздействие на изделие в процессе сканирования физическим полем в виде импульсного сигнала с частотой fи, измерение величины сигналов излучения физического поля после взаимодействия с изделием с каждой точки поверхности изделия, регистрацию дефектов путем сравнения текущего значения сигнала по траектории сканирования с значением пороговым сигнала. Согласно изобретению, при обнаружении дефекта увеличивают частоту импульсов воздействия физическим полем и уменьшают шаг сканирования. После выхода за границы j-го дефекта частоту импульсов и шаг сканирования снижают. Для осуществления способа используют устройство для автоматизированного контроля сплошности изделий. Технический результат - обеспечение оперативного достоверного контроля сплошности многослойных сложных конструкций и их элементов в процессе производства и в реальных условиях эксплуатации, т.е. снижение погрешности определения границ и местоположения дефектных участков без снижения производительности контроля. 2 н. и 1 з.п. ф-лы, 18 ил., 2 табл.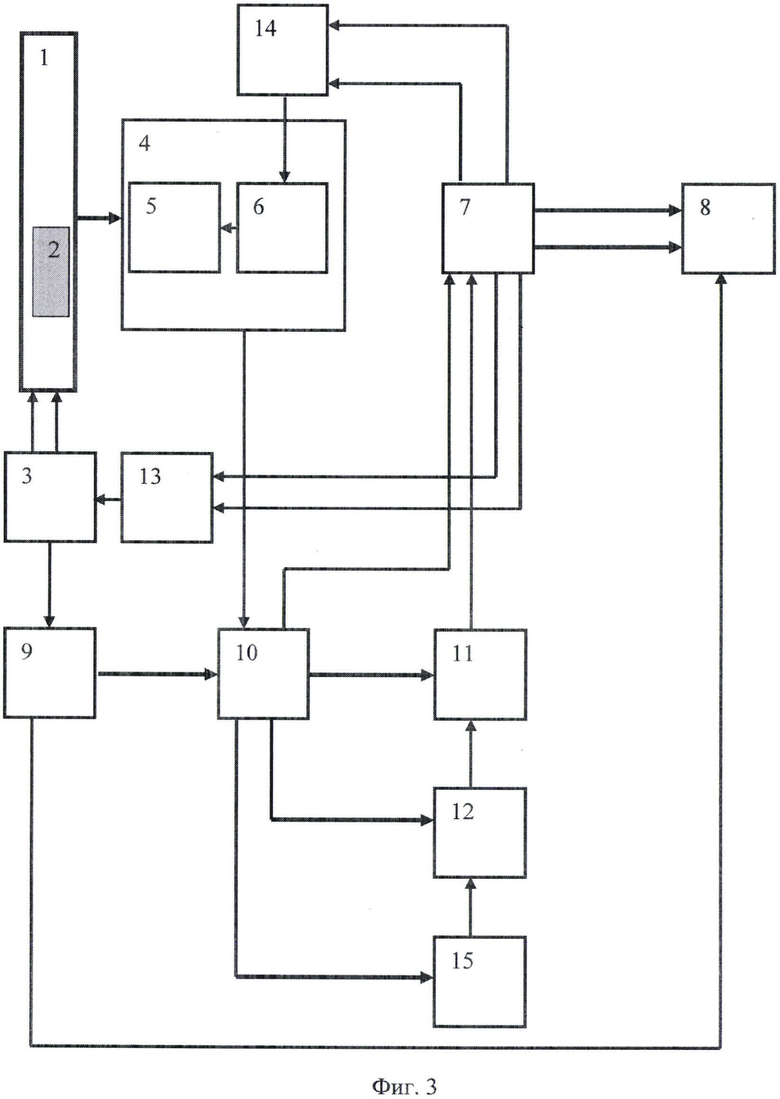
1. Способ автоматизированного контроля сплошности изделий, включающий:
- размещение на изделии в начале траектории сканирования эталонного дефекта, соответствующего по характеристикам реальному дефекту в изделии и имеющего размеры Δхэ × Δуэ, соответствующие минимально возможным размерам дефекта в изделии, где Δхэ - протяженность эталонного дефекта в направлении траектории сканирования, Δуэ - протяженность эталонного дефекта в направлении перпендикулярном траектории сканирования,
- измерение перед проведением контроля величины сигнала на изделии на расстоянии не более размера минимального дефекта - Ui=0, где i - целочисленная координата контролируемой поверхности по траектории сканировании,
- измерение величины изменения сигнала на эталонном дефекте - ΔUэ=Uэ-Ui=0, где Uэ - величина сигнала на эталонном дефекте,
- установку величины порогового сигнала для выявления дефектов в изделии следующим образом:
Uпop=Ui=0+ΔUэx n,
где n коэффициент, выбираемый перед проведением контроля из диапазона - 0<n<1,
- двухмерное сканирование в координатах х, у поверхности контролируемого объекта по траектории возвратно-поступательного движения датчиком излучения физического поля с шагом Δх, Δу,
- воздействие на изделие в процессе сканирования физическим полем в виде импульсного сигнала с частотой fи,
- измерение величины сигналов (Ui) излучения физического поля после взаимодействия с изделием с каждой точки поверхности изделия,
- регистрацию дефектов Mj, путем сравнения текущего значения сигнала по траектории сканирования с значением пороговым сигнала:
здесь j - порядковый номер дефекта по траектории сканирования,
при условии, что сигнал с дефекта больше значения порогового сигнала, отличающийся тем, что
- при обнаружении j-го дефекта Mj=1 увеличивают частоту fи импульсов воздействия физическим полем на величину Δfи: fp=fи+Δfи,
где Δfи - изменение частоты сигнала, fp - рабочая частота импульсов при регистрации сигнала, которая устанавливается при обнаружении дефекта,
и уменьшают шаг сканирования Δу на величину (δΔу):
Δур=Δу-δΔу, где Δур - рабочий шаг сканирования, который устанавливается при определении дефекта,
- после выхода за границы j-го дефекта при Mj=0 частоту fp импульсов снижают до величины fи,
- и шаг сканирования Δур снижают до величины Δу.
2. Способ по п. 1, отличающийся тем, что в качестве физического поля используют ультразвуковое, радиоволновое, рентгеновское или инфракрасное.
3. Устройство для автоматизированного контроля сплошности изделий, включающее
- блок измерения величины сигнала излучения физического поля (4), включающий датчики излучения физического поля (5) и генератор импульсов сигнала (6),
- сканирующую систему (3),
- пороговое устройство (7) и
- регистратор (8),
при этом сканирующая система установлена с возможностью обеспечения относительного перемещения изделия и блока измерения сигналов для сканирования поверхности изделия по траекториям возвратно-поступательного или спирального движения, а выход генератора импульсов сигнала (6) подключен к входу датчика физического поля (5), отличающееся тем, что в него введены:
- блок позиционирования (9),
- блок сравнения (10),
- сумматор (11),
- умножитель (12),
- блок управления сканирующей системой (13),
- блок управления генератором импульсов сигнала (14) и
- блок памяти (15),
при этом блок измерения величины сигнала излучения физического поля (4), включающий датчики излучения физического поля (5) и генератор импульсов сигнала (6), выполнен с возможностью воздействовать физическим полем на изделие (1) с дефектом (2),
- выход сканирующей системы (3) подключен к входу блока позиционирования (9),
- первый выход блока позиционирования (9) подключен к третьему входу регистратора (8),
- второй выход блока позиционирования (9) подключен к второму входу блока сравнения (10),
- выход блок измерения величины сигнала излучения физического поля (4) подключен к первому входу блока сравнения (10),
- первый выход блока сравнения (10) подключен к первому входу порогового устройства (7),
- второй выход блока сравнения (10) подключен к первому входу сумматора (11),
- третий выход блока сравнения (10) подключен к входу блока памяти (15),
- четвертый выход блока сравнения (10) подключен к первому входу умножителя (12),
- выход блока памяти (15) подключен к второму входу умножителя (12),
- выход умножителя (12) подключен к второму входу сумматора (11),
- выход сумматора (11) подключен к второму входу порогового устройства (7),
- первый выход порогового устройства (7) подключен к второму входу блока управления генератором импульсов сигнала (14),
- второй выход порогового устройства (7) подключен к первому входу блока управления генератором импульсов сигнала (14),
- третий выход порогового устройства (7) подключен к первому входу блока управления сканирующей системой (13),
- четвертый выход порогового устройства (7) подключен к второму входу блока управления сканирующей системой (13),
- пятый выход порогового устройства (7) подключен к первому входу регистратора (8),
- шестой выход порогового устройства (7) подключен к второму входу регистратора (8),
- выход блока управления генератором импульсов сигнала (14) подключен к входу генератора импульсов сигнала (6),
- выход блока управления (13) сканирующей системой подключен к входу сканирующей системы (3).
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2015 |
|
RU2666158C2 |
| KR 1020120117207 A, 24.10.2012 | |||
| CN 202814931 U, 20.03.2013. | |||

